1.本发明涉及一种缠绕形成强化管内传热内插芯的制作设备。该发明可实现一种缠绕形成强化管内传热内插芯的快速、高质量加工。本发明属机械制造领域。
背景技术:
2.当一种缠绕形成强化管内传热内插芯插入管内时,可以在管内空间形成3个方向的漩涡,加快管内冷热流体的混合程度,增大管壁附近温度梯度,从而增大管内换热系数,强化对流传热。一种缠绕形成强化管内传热内插芯可以用手工制成,但手工加工效率低,加工成本费用较高,内插芯缠绕松紧不够均匀,影响加工精度,进而影响其换热性能。因此,本发明提出一种缠绕形成强化管内传热内插芯的制作设备来实现快速高质量的一种缠绕形成内插芯的加工。
技术实现要素:
3.本发明的目的在于为提升一种缠绕形成强化管内传热内插芯的加工效率,克服手工加工的不足,提出一种缠绕形成内插芯的制作设备,使加工的一种缠绕形成内插芯松紧更加均匀,几何结构更加规律,并减小加工成本。
4.本发明的目的可以通过以下技术方案来实现。
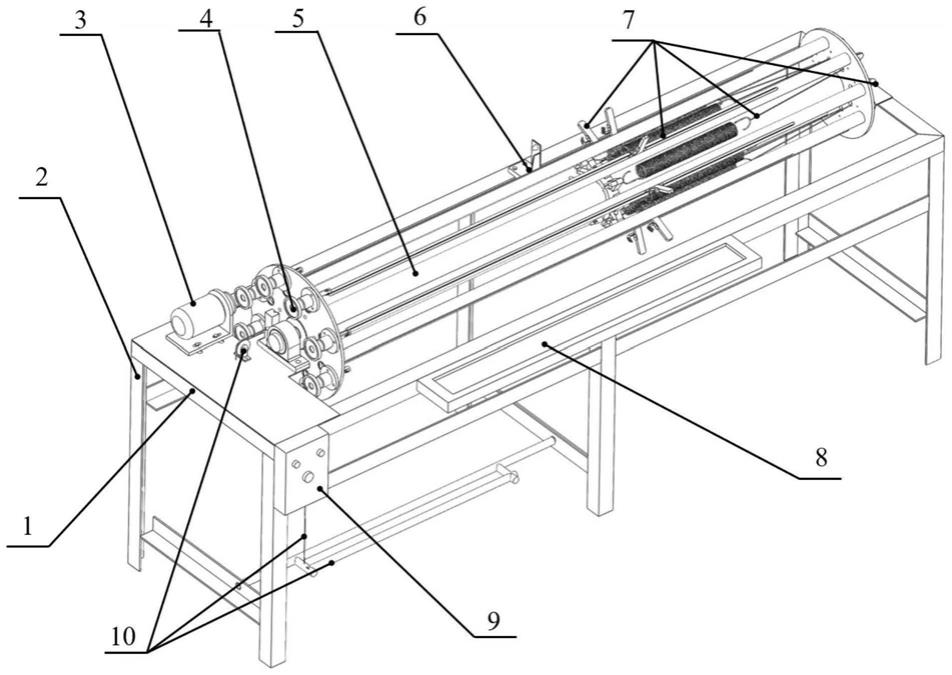
5.本发明提供一种缠绕形成强化管内传热内插芯制作设备1,其包含支撑架2,电动机3,磁力半联轴器4,内插芯缠绕单元5,缠绕形成内插芯长度限位装置6,缠绕丝长度的定位装置7,缠绕形成内插芯放置架8,电控制柜9,缠绕单元5周向定位组件10。
6.所述结构中,电动机3固定在支撑架上2,电动机3通过磁力吸合连接内插芯缠绕单元5上的磁力半联轴器4,内插芯缠绕单元5为设置在支撑架上2上,缠绕丝长度的定位装置7安装在内插芯缠绕单元上5,缠绕丝长度的定位装置7可控制缠绕丝17的长度,缠绕单元5周向定位组件10安装在支撑架上2,控制内插芯缠绕单元5转动的角度,内插芯长度限位装置6由螺栓16连接在支撑架2上,可任意调节其位置,以便缠绕出不同规格的内插芯18,内插芯放置架8放在支撑架2人工操作一边,方便缠绕丝17的安装和和内插芯18的拆卸,电控制柜9安装在在支撑架2上。
7.所述结构中,所述的支撑架2有多个角铁19焊接而成,主要用于支撑内插芯缠绕单元5、电动机3、缠绕形成内插芯长度限位装置6,电控制柜9,内插芯缠绕单元5周向定位组件10等。
8.所述结构中,所述的内插芯缠绕单元5为安装在支撑架2上由轴承套20与支撑架2连接,包括缠绕丝长度的定位装置7,左转轮21,右转轮22,中心轴管23,八个导管24,滑轨25。
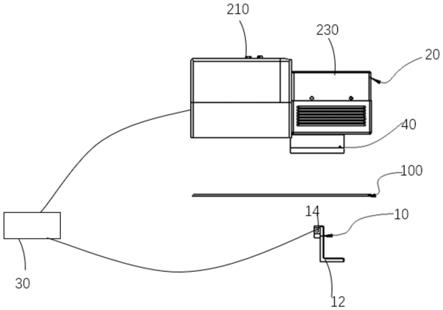
9.所述结构中,缠绕丝长度的定位装置7由中间固定架11、张紧滑轮12、活动挂钩13、张紧弹簧14,张紧绳15连接,缠绕丝长度的定位装置7可控制缠绕丝17的长度。
10.所述结构中,所述的左转轮21上安装八个缠绕侧磁力半联轴器4。缠绕侧磁力半联
轴器4由螺栓16固定在左转轮21上,启动电机3,电机侧与缠绕侧磁力半联轴器4吸合后同时转动,实现内插芯的缠绕加工。
11.所述结构中,所述的内插芯缠绕单元5周向定位组件10,由定位孔26,定位销27,脚踏杆28,定滑轮29,控制线30组成,所述定位孔26设置在左转轮21上,所述的脚踏杆28安装在支撑架2下方位置,脚踏杆28上连接有控制线30,可控制内插芯缠绕单元5的旋转角度,实现内插芯缠绕单元5的定位。
12.所述结构中,所述的八个张紧滑轮12周向均匀安装在右转轮上22,活动挂钩13、张紧弹簧14,张紧绳15通过八个张紧滑轮12连接。
13.所述结构中,所述的一个中间固定架11安装在中心轴管23上,中间固定架11连接八根张紧弹簧14,张紧弹簧14与张紧绳15打结相连接,张紧绳15与活动挂钩13通过张紧滑轮12相连接。
14.所述结构中,所述的张紧绳15装在导管24内,活动挂钩13安装在导管24的滑轨25上,控制缠绕丝17的长度,和内插芯长度限位装置6一起控制内插芯18缠绕的松紧程度。
15.所述结构中,所述的八个磁力半联轴器4上安装八个固定挂钩31。
16.所述结构中,所述的固定挂钩31上有两个固定小钩32,用来固定内插芯18。
17.所述结构中,所述的活动挂钩13上有两个活动小钩33,用来固定内插芯18。
18.所述的内插芯18由双股缠绕丝之一34,双股缠绕丝之二35,钢丝圆环或钢螺旋丝环36绕成。
19.所述的内插芯18插入换热管37内,可提高管内换热性能。
20.本发明的工作原理是:将穿有规定数量钢丝圆环或钢螺旋丝环36的双股缠绕钢丝打结,然后将双股缠绕钢丝17的两头分别挂在活动挂钩13和固定挂钩31两端,固定挂钩31和联轴器4相连,活动挂钩13挂在导管24的滑轨25上,双股缠绕钢丝17两端固定完成后,启动电机3,电机3带动联轴器4转动,进而实现双股缠绕钢丝17的扭转。由于受张紧弹簧14拉力的作用,在转动的同时双股缠绕钢丝17长度不断减小,当其长度刚好等于散热管长度时,触发内插芯长度限位装置6,电机停止转动。此时踩下脚踏杆28,定位销27与内插芯缠绕单元5左转轮21上定位孔26分离,转动内插芯缠绕单元5,使定位销27与内插芯缠绕单元5左转轮21上定位孔26对齐,松开脚踏杆28,使定位销27与内插芯缠绕单元5左转轮上21定位孔26结合,下一个半联轴器4与电动机3的半联轴器吸合,如此循环,即可进行下一个内插芯的绕制。
21.本发明可以加快内插芯的绕制速度,减少劳动力和加工成本,并且使内插芯更加均匀,管内流体流动更加均匀,具有更好的传热性能。
附图说明
22.图1缠绕形成强化管内传热内插芯的制作设备1整体左侧结构示意图
23.图2缠绕形成强化管内传热内插芯的制作设备1整体右侧结构示意图
24.图3内插芯缠绕单元5左侧结构示意图
25.图4内插芯缠绕单元5右侧结构示意图
26.图5内插芯缠绕单元5左视图
27.图6内插芯缠绕单元5右视图
28.图7缠绕丝17结构示意图
29.图8内插芯18结构示意图
30.图9内插芯18插入换热管37示意图
31.图10内插芯18插入换热管37周向图
32.图中标号:1.内插芯制作设备;2.支撑架;3.电动机;4.磁力半联轴器;5.内插芯缠绕单元;6.缠绕形成内插芯长度限位装置;7.缠绕丝长度的定位装置;8.缠绕形成内插芯放置架;9.电控制柜;10.定位组件,11.中间固定架;12.张紧滑轮;13.活动挂钩;14.张紧弹簧;15.张紧绳;16螺栓;17.缠绕丝;18.内插芯;19.角铁;20.轴承套;21.左转轮;22.右转轮;23.中心轴管;24.导管;25.滑轨;26.定位孔;27.定位销;28.脚踏杆;29.定滑轮;30.控制线;31.固定挂钩;32.固定小钩;33.活动小钩34.双股缠绕钢丝之一;35.双股缠绕钢丝之二;36.钢螺旋丝环;37.换热管。
33.图中参数标计:d1钢螺旋丝环钢丝直径;d2双股缠绕钢钢丝直径;di管子内径;钢螺旋丝环直径d1;l缠绕钢丝长度;l’内插芯长度。具体的实施方式
34.根据换热管37内径di及所形成内插芯18在换热管37内部的配合紧密要求确定钢螺旋丝环36直径d1及合适的d1。
35.用直径为d1的钢丝制作要求钢螺旋丝环36。
36.截2倍确定长度直径为d2的钢丝,双折形成两段钢丝,在其一段上穿上规定钢螺旋丝环直径d1,规定长度的直径为d1的钢丝制作钢螺旋丝环36。
37.将穿有钢螺旋丝环36的双股缠绕钢丝一端打结,使两根钢丝形成封闭结构,方便两端与活动挂钩13和固定挂钩31相连接。
38.将双股缠绕钢丝34、35和钢螺旋丝环36的两头分别挂在活动挂钩13和固定挂钩31上,一端固定挂钩31和联轴器4相连,另一端在导向滑轨25上,活动挂钩13的具体位置根据钢螺旋丝环36直径d1及钢螺旋丝34、35直径d1、双股缠绕钢螺旋丝环钢丝长度、管子37长度确定。
39.双股缠绕钢丝17两端固定完成后,启动电机3,电动机3带动磁力联轴器4转动,进而实现双股缠绕钢丝17的扭转。
40.由于受张紧弹簧14拉力的作用,在固定挂钩转动31的同时,张紧弹簧14逐渐被拉长,双股缠绕钢丝17随联轴器4不断转动,且双股缠绕钢丝17长度不断减小,当其长度刚好等于规定的换热管37长度时,触发内插芯长度限位装置6,电机3停止转动。
41.完成第一根内插芯18的绕制,踩下脚踏杆28,内插芯缠绕单元5与定位孔26脱离,同时连接固定挂钩31的的磁力半联轴器4与电机侧磁力半联轴器分离。
42.旋转内插芯缠绕单元5,定位销27与相邻定位孔26对齐,松开脚踏杆28,定位销27与左转轮21上定位孔26配合,实现内插芯缠绕单元5的周向定位,相邻定位孔26对应内插芯缠绕单元5侧磁力半联轴器4与电机侧半联轴器吸合。
43.分别从两端活动挂钩13和固定挂钩31上取下绕制完成的内插芯18,将下一根双股缠绕钢丝34、35和钢螺旋丝环36的两头挂在活动挂钩13和固定挂钩31上。
44.启动电机3,电机3带动联轴器4转动,进而实现双股缠绕钢丝17的扭转。如此循环,可实现内插芯18的连续循环绕制。
45.把以上制作的内插芯18装配到换热管37内,就形成了能强化管内对流传热的换热管。
46.以上所述仅为本发明较佳实施的详细说明,并非用来限制本发明,凡依本发明的创作精神所作的类似变化的实施例,皆应包含于本发明之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。