技术特征:
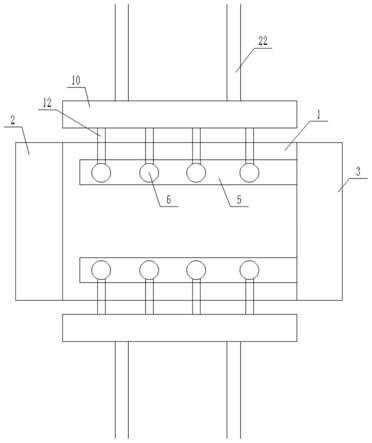
1.一种破碎机主轴的装配方法,其特征在于,包括以下步骤:s101胎具制作:按图纸数据铸造环形的钢套,作为安装胎具(5)的中心轴套(6),中心轴套(6)的外侧通过h型钢焊接固定中心轴套(6)用的胎具(5);s102工件清洗:对主轴(1)底部及安装上下部锥套(2)位置进行清洗,并擦拭干净,对上下部锥套(2)的内孔及上下表面进行清洗,并擦拭干净,对螺帽的内螺纹及上下表面进行清洗,并擦拭干净;s103工件尺寸检测:工件装配前先进行尺寸检测,主要对主轴(1)的轴台(102)直径、锥度与螺纹尺寸,下部锥套(2)的直径与锥度,螺帽尺寸的检查;s104主轴与胎具的组立:先将一个矩形平台(8)铁屑斗的地坑内,使用水平仪调平并将底面垫实,保证平台(8)的平面度在0.5mm以内。然后将胎具(5)摆放到平台(8)的合适位置,使用螺杆与压板将胎具(5)装夹到平台(8),使用四个千斤顶将胎具(5)的前后左右与地坑的侧壁之间做四个支撑点。再将四个方台(7)压到胎具(5)的四个角,使用螺杆、压板将胎具(5)与方台(7)之间装夹成一体;最后将主轴(1)竖直吊起,在主轴(1)底部的安装部(101)处刷润滑油,然后将其装到胎具(5)上,使用吊线的方法检查主轴(1)的垂直度,测量主轴(1)轴台(102)距离胎具(5)的中心轴套(6)的上表面尺寸距离,合格后拆除吊具;装上主轴(1)后,通过三维软件计算得到重心与距离平台(8)上表面的距离;s105下部锥套加热:将下部锥套(2)摆放到加热炉内进行加热。根据锥套与主轴(1)过盈量与所需安装间隙,计算热装时的加热温度;s106测量下部锥套与主轴的温度差:使用测温枪测量下部锥套(2)的实际温度和主轴(1)的实际温度,并记录数据;s107下部锥套与主轴装配:在方台(7)上的以胎具(5)中心为圆心的环形路径上对称摆放四个千斤顶,其中千斤顶初始高度低于胎具(5)的顶面上的四个凸台的上表面。然后将打开加热炉,使用铁钩将钢丝绳挂到t型吊环上其中吊运的钢丝绳要求钩头到下部锥套(2)上表面大于4.5m,吊起后,使用制作好的内孔量杆测量锥孔热胀量,最后将已吊起的下部锥套(2)缓慢下落装配到主轴(1)上,利用胎具(5)上的四个凸台上表面定位锥套的安装位置,通过机床加工的胎具(5)底面与凸台的距离来保证下部锥套(2)的端面到轴端的距离;在下部锥套(2)下落过程中,出现卡顿现象,如果是因下部锥套(2)与主轴(1)不垂直导致,及时使用预先摆放好的千斤顶将其调整垂直,然后用四个千斤顶平稳下落将其装配到图纸位置。如果是因为孔与轴之间的间隙过小时,先用千斤顶将下部锥套(2)顶起后,再使用天车将下部锥套(2)吊出重新加热;安装到位后,利用止口外侧的钢板的4个m30的螺纹孔调整,使下部锥套(2)外圆与胎具(5)上的止口的同心,从而确定其与主轴(1)的同心度,并记录数据;s108等待下部锥套冷却:在常温下,等待下部锥套(2)冷却至室温状态,并等待一段时间;s109上部锥套与主轴装配:使用m48吊环将上部锥套(3)吊起装配到主轴(1)上,并调整使其与主轴(1)同心,测量上下部锥套(2)止口间隙,并记录数据;s110上部锥套与主轴装配:使用m48吊环将上部锥套(3)吊起装配到主轴(1)上,并调整使其与主轴(1)同心,测量上下部锥套(2)止口间隙,并记录数据;
s111安装顶部螺帽:将顶部螺帽(4)把紧,复测上下部锥套(2)止口间隙,并记录数据;s112填充环氧树脂胶:拆开顶部螺帽(4),填充环氧树脂胶,填充完毕后再次锁紧顶部螺帽(4);s113等待树脂胶完全凝固:根据树脂胶的使用手册并结合环境温度,等待树脂胶完全凝固;s114涂防锈油:将外露的加工表面刷防锈油。2.根据权利要求1所述的一种破碎机主轴的装配方法,其特征在于:在所述步骤s101中,胎具(5)的制作包含以下步骤:s1011铸造中心轴套:按图纸铸造一件环形的钢套作为安装胎具(5)的中心轴套(6);s1012焊接胎具(5):对中心轴套(6)的外圈氧化皮进行打磨,使用h型钢进行胎具(5)框架的焊接;s1013胎具加工:对胎具(5)的下表面进行平整加工,以底面为基准,加工在胎具(5)的中心孔,距离中心轴套(6)的上下端面300mm位置之间部分加工深度2mm,保证孔与底面垂直并保证轴孔的粗糙度3.2,并将各棱角倒圆角防止装配时划伤主轴(1)。加工胎具(5)顶面上的四个凸台,用于确定下部锥套(2)的安装位置加工胎具(5)的中心轴套(6)的上表面。加工胎具(5)中心轴套(6)的上表面,保证与胎具(5)的底平面的距离,用于装配时检验主轴(1)是否装到理论位置检测点。加工止口深度2mm,用于检查下部锥套(2)与主轴(1)的同心度。加工4—m30螺纹孔,用于调整下部锥套(2)与主轴(1)的同心度;s1014胎具检验:对加工部位进行专业检验,主要检查轴孔及其粗糙度,以底平面为基准检查中心轴孔与底平面的垂直度,凸台上表面的高度,中心轴套(6)的上表面的高度,检查各部棱角倒圆。3.根据权利要求1所述的一种破碎机主轴的装配方法,其特征在于:在步骤s104中,胎具(5)与平台(8)调平时,必须保证其水平在0.5mm以内。4.根据权利要求1所述的一种破碎机主轴的装配方法,其特征在于:在所述步骤s105中,热装时加热温度的推荐公式为:其中:tn—包容件加热温度,℃δ1—过盈量,mmδ2—热装时最小间隙,mmdf—结合直径,mmα—材料的线膨胀系数1/℃,钢件为11x10-6/℃t—环境温度,℃。5.根据权利要求1所述的一种破碎机主轴的装配方法,其特征在于:在所述步骤s105中,热装时的加热时间和保温时间的经验数据,一般为每厚10mm需要10min加热时间,每厚40mm需要10min保温时间。6.根据权利要求1所述的一种破碎机主轴的装配方法,其特征在于:在所述步骤s112中,环氧树脂胶填充时,应在自然状态下缓慢、多次填充确保空气完全排除,灌满并少量溢出为止。
7.根据权利要求1所述的一种破碎机主轴的装配方法,其特征在于:在所述步骤s102-s114中,各零件摆放时,需放在垫木或胶皮上,防止磕碰,各零件在吊运与翻立过程中,做好零件的表面防护,避免划伤零件表面。
技术总结
本发明提供了一种破碎机主轴的装配方法,本发明制作有用于辅助主轴装配的胎具,通过胎具的制作配合主轴进行吊装,胎具的牢固性与重量能够有效地防止在装配过程中主轴发生倾斜。在将平台与胎具放入地坑并压紧后,将胎具的前后左右使用千斤顶与地坑的侧面做支撑,能够再次防止主轴的倾斜,起到稳定主轴的作用,保证主轴安装的稳定性与精度,提高主轴质量,具有良好的发展前景。良好的发展前景。良好的发展前景。
技术研发人员:杨晓虎 薛广军 戴鹏伟
受保护的技术使用者:包钢集团机械设备制造有限公司
技术研发日:2021.10.13
技术公布日:2022/4/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。