1.本实用新型涉及砂型模具技术领域,具体为一种能够快速拆装的多模芯砂型模具。
背景技术:
2.砂型铸造一直是铸造生产中的基本工艺,砂型铸造是指在砂型中生产铸件的铸造方法,钢、铁和大多数有色合金铸件都可用砂型铸造方法获得,由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,在砂型铸造铸造的过程中需要使用到砂型模具,预先用其他容易成型的材料做成零件的结构形状的模芯,然后再在砂型中放入模芯,于是砂型中就形成了一个和零件结构尺寸一样的空腔,再在该空腔中浇注流动性液体,该液体冷却凝固之后就能形成和模具形状结构完全一样的零件,传统的芯砂型模具中一般放入一个模芯,生产效率较低,也有放入多个模芯的,但是多个模芯没有进行连接,进而在沙型模具拆装的时候,还需要经过多次将模芯取出,造成沙型模具拆装的速度较低,对提升生产效率的作用不大,为此,我们提出一种能够快速拆装的多模芯砂型模具。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种能够快速拆装的多模芯砂型模具,可以将多个模芯连接在一起,方便制砂模过程中模具的拆装,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种能够快速拆装的多模芯砂型模具,包括下模箱和模芯组件;
5.下模箱:其左右两侧面均对称设有定位座,定位座的上表面滑孔内均滑动连接有滑柱,滑柱的上端均设有固定板,固定板靠近下模箱中心的一面均与上模框的外表面固定连接,上模框位于下模箱的上方,下模箱的内部设有均匀分布的支撑座;
6.模芯组件:其四角分别放置于支撑座的上表面,可以将多个模芯连接在一起,在铸造的过程中可以一起移动,进而方便模具的快速拆装,提高模具成型的效率,并且能保证多个模芯能水平放置,保证了模具的成型质量,进而提高了铸造效率和铸造质量,并且可以方便对单个模芯进行拆装更换,降低模芯的使用成本,降低了铸造件的生产成本。
7.进一步的,所述模芯组件包括模芯、定位板、矩形插孔和十字型插板,所述十字型插板的四角端头分别与模芯外弧面开设的矩形插孔活动插接,模芯的外弧面均设有定位板,定位板分别放置于支撑座的上表面,可以将多个模芯连接在一起,方便模具的拆装。
8.进一步的,所述模芯组件还包括插柱,所述插柱设置于十字型插板的上表面,方便十字型插板的取出。
9.进一步的,所述十字型插板的四角上表面均开设有分裂槽和形变孔,分裂槽和相邻的形变孔连通,十字型插板的四角螺纹孔内均螺纹连接有顶丝,顶丝的平头端分别与相
邻的分裂槽内侧壁接触,方便模芯的固定。
10.进一步的,所述插柱的上端和流道柱的下表面插孔活动插接,流道柱的上端设有手轮,能形成浇筑时的流道。
11.进一步的,所述插柱的上表面和流道柱的下表面插孔上侧壁均设有磁铁,两个磁铁磁性吸附,方便插柱和流道柱的连接和分离。
12.进一步的,所述上模框的前后两侧面均设有把手,方便上模框的移动。
13.与现有技术相比,本实用新型的有益效果是:本能够快速拆装的多模芯砂型模具,具有以下好处:
14.1、通过手轮向上提拉流道柱,流道柱通过两个磁性吸附的磁铁带动插柱上移,插柱通过十字型插板带动模芯和定位板上移并从下模箱的内部移出,然后将铸造砂添加到下模箱的内部,然后在流道柱、十字型插板、模芯和定位板的表面撒上细干砂,防止它们和铸造砂粘连,然后将流道柱、十字型插板、模芯和定位板放置到下模箱内部铸造砂的上表面,然后将十字型插板、模芯和定位板与下模箱内部铸造砂压实,进而定位板和支撑座的上表面接触,然后十字型插板和模芯在下模箱内部铸造砂的表面压出凹坑,可以将多个模芯连接在一起,在铸造的过程中可以一起移动,进而方便模具的快速拆装,提高模具成型的效率,并且能保证多个模芯能水平放置,保证了模具的成型质量,进而提高了铸造效率和铸造质量。
15.2、当模芯发生损坏时,可以松动顶丝,顶丝从十字型插板的四角螺纹孔移出,进而不对分裂槽进行扩张,然后十字型插板的端头在形变孔处发生弹性形变,然后十字型插板的端头将收缩变小,此时可以方便将十字型插板和矩形插孔分离,然后可以对模芯进行分离,单个模芯和连接柄进行插接,并通过顶丝涨紧进行固定,进而可以方便对单个模芯进行拆装更换,降低模芯的使用成本,降低了铸造件的生产成本。
附图说明
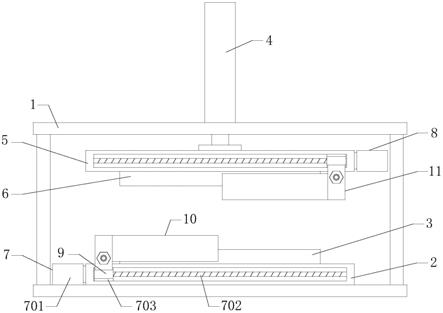
16.图1为本实用新型结构示意图;
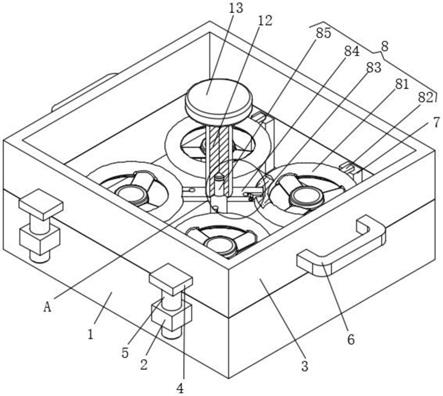
17.图2为本实用新型a处放大结构示意图。
18.图中:1下模箱、2定位座、3上模框、4固定板、5滑柱、6把手、7支撑座、8模芯组件、81模芯、82定位板、83矩形插孔、84十字型插板、85插柱、9分裂槽、10形变孔、11顶丝、12流道柱、13手轮、14磁铁。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.请参阅图1-2,本实施例提供一种技术方案:一种能够快速拆装的多模芯砂型模具,包括下模箱1和模芯组件8;
21.下模箱1:其左右两侧面均对称设有定位座2,定位座2的上表面滑孔内均滑动连接有滑柱5,滑柱5的上端均设有固定板4,固定板4靠近下模箱1中心的一面均与上模框3的外
表面固定连接,上模框3位于下模箱1的上方,下模箱1的内部设有均匀分布的支撑座7,上模框3的前后两侧面均设有把手6,使用时通过把手6将上模框3向上移动,上模框3通过固定板4带动滑柱5向上移动,进而滑柱5和定位座2分离;
22.模芯组件8:其四角分别放置于支撑座7的上表面,模芯组件8包括模芯81、定位板82、矩形插孔83和十字型插板84,十字型插板84的四角端头分别与模芯81外弧面开设的矩形插孔83活动插接,模芯81的外弧面均设有定位板82,定位板82分别放置于支撑座7的上表面,模芯组件8还包括插柱85,插柱85设置于十字型插板84的上表面,十字型插板84的四角上表面均开设有分裂槽9和形变孔10,分裂槽9和相邻的形变孔10连通,十字型插板84的四角螺纹孔内均螺纹连接有顶丝11,顶丝11的平头端分别与相邻的分裂槽9内侧壁接触,当模芯81发生损坏时,可以松动顶丝11,顶丝11从十字型插板84的四角螺纹孔移出,进而不对分裂槽9进行扩张,然后十字型插板84的端头在形变孔10处发生弹性形变,然后十字型插板84的端头将收缩变小,此时可以方便将十字型插板84和矩形插孔83分离,然后可以对模芯81进行分离,插柱85的上端和流道柱12的下表面插孔活动插接,流道柱12的上端设有手轮13,插柱85的上表面和流道柱12的下表面插孔上侧壁均设有磁铁14,两个磁铁14磁性吸附,将上模框3取下后,通过手轮13向上提拉流道柱12,流道柱12通过两个磁性吸附的磁铁14带动插柱85上移,插柱85通过十字型插板84带动模芯81和定位板82上移并从下模箱1的内部移出,然后将铸造砂添加到下模箱1的内部,然后在流道柱12、十字型插板84、模芯81和定位板82的表面撒上细干砂,防止它们和铸造砂粘连,然后将流道柱12、十字型插板84、模芯81和定位板82放置到下模箱1内部铸造砂的上表面,然后将十字型插板84、模芯81和定位板82与下模箱1内部铸造砂压实,进而定位板82和支撑座7的上表面接触,然后十字型插板84和模芯81在下模箱1内部铸造砂的表面压出凹坑,然后在下模箱1内部铸造砂的表面撒上干细砂,然后将上模框3继续放置到下模箱1的上方,然后在向上模框3的内部添加铸造砂,然后将上方的铸造砂压实,然后向上拉动手轮13,手轮13带动流道柱12上移,流道柱12带动上方的磁铁14上移,在上模框3内部铸造砂的作用下,上方的磁铁14和下方的磁铁14分离,进而将流道柱12取出,流道柱12在上模框3内部铸造砂中形成通孔,然后将上模框3向上取下,上模框3带动内部的铸造砂移动,然后向上提拉插柱85,通过插柱85将十字型插板84、模芯81和定位板82取出,然后将上模框3复位,然后在铸造时金属液通过上模框3内部铸造砂中的通孔进入到下模箱1内部铸造砂的表面的凹坑中,进而等金属液冷却后将完成铸造。
23.本实用新型提供的一种能够快速拆装的多模芯砂型模具的工作原理如下:使用时通过把手6将上模框3向上移动,上模框3通过固定板4带动滑柱5向上移动,进而滑柱5和定位座2分离,将上模框3取下后,通过手轮13向上提拉流道柱12,流道柱12通过两个磁性吸附的磁铁14带动插柱85上移,插柱85通过十字型插板84带动模芯81和定位板82上移并从下模箱1的内部移出,然后将铸造砂添加到下模箱1的内部,然后在流道柱12、十字型插板84、模芯81和定位板82的表面撒上细干砂,防止它们和铸造砂粘连,然后将流道柱12、十字型插板84、模芯81和定位板82放置到下模箱1内部铸造砂的上表面,然后将十字型插板84、模芯81和定位板82与下模箱1内部铸造砂压实,进而定位板82和支撑座7的上表面接触,然后十字型插板84和模芯81在下模箱1内部铸造砂的表面压出凹坑,然后在下模箱1内部铸造砂的表面撒上干细砂,然后将上模框3继续放置到下模箱1的上方,然后在向上模框3的内部添加铸造砂,然后将上方的铸造砂压实,然后向上拉动手轮13,手轮13带动流道柱12上移,流道柱
12带动上方的磁铁14上移,在上模框3内部铸造砂的作用下,上方的磁铁14和下方的磁铁14分离,进而将流道柱12取出,流道柱12在上模框3内部铸造砂中形成通孔,然后将上模框3向上取下,上模框3带动内部的铸造砂移动,然后向上提拉插柱85,通过插柱85将十字型插板84、模芯81和定位板82取出,然后将上模框3复位,然后在铸造时金属液通过上模框3内部铸造砂中的通孔进入到下模箱1内部铸造砂的表面的凹坑中,进而等金属液冷却后将完成铸造,当模芯81发生损坏时,可以松动顶丝11,顶丝11从十字型插板84的四角螺纹孔移出,进而不对分裂槽9进行扩张,然后十字型插板84的端头在形变孔10处发生弹性形变,然后十字型插板84的端头将收缩变小,此时可以方便将十字型插板84和矩形插孔83分离,然后可以对模芯81进行分离。
24.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。