1.本实用新型属于烟草包装设备技术领域,尤其涉及一种烟草条包四面烫膜水平进给装置。
背景技术:
2.目前,烟草包装的主要形状是长条形,即为烟草条包,烟草条包的外侧为透明包装膜,透明包装膜是通过烫压封裹在烟草条包的外侧。
3.现有技术中,烟草外侧的透明包装膜通过条包美容器加工。条包美容器存在以下问题:
4.1、烫膜质量低,透明膜的平整性差。条包进给过程中持续压烫,用于压烫透明膜的烙铁温度为100
°
左右,在条包进给移动的过程中,透明膜会受到碾擦力,条包膜面受热过程中在烫板上摩擦移动,透明膜容易出现皱纹。
5.2、工作效率低。现有设备最快30条/分钟的烫膜速率
6.3、停机存料。条包以相互之间的推顶作用力作为进给动力,此进给动力由烟包包装生产线中的烟包输送机构提供,条包生产线停机后,烟包美容器无进料动力,设备内存烟必须手动取出。
技术实现要素:
7.针对现有技术存在的问题,本实用新型提供了一种解决现有条包美容装置效率低、加工质量差的问题的烟草条包四面烫膜水平进给装置。
8.本实用新型是这样实现的,一种烟草条包四面烫膜水平进给装置,包括机架,其特征在于,还包括两个侧拨烟支架、条包进给驱动单元、侧烫膜驱动单元、侧烙铁板、上烙铁板、下烙铁板、上烫膜驱动单元、下烫膜驱动单元。两个所述侧拨烟支架水平且对称设置,两个所述侧拨烟支架之间为条包平移烫膜通道;所述条包进给驱动单元安装在所述机架上,所述条包进给驱动单元驱动所述侧拨烟支架水平进给活移,水平进给活移的方向与条包平移烫膜通道的延伸方向平行;所述侧烫膜驱动单元安装在所述机架上,所述侧烫膜驱动单元驱动所述侧拨烟支架水平侧烫活移,水平侧烫活移的方向与条包平移烫膜通道的延伸方向垂直;所述侧烙铁板安装在所述侧拨烟支架的内侧且沿所述条包平移烫膜通道的延伸方向均匀分布设置,相互对称的两个所述侧烙铁板用于烫压条包两侧端面;所述上烙铁板设于两所述侧拨烟支架之间且位于条包平移烫膜通道上方,所述上烙铁板用于烫压条包的上端面;所述下烙铁板设于两所述侧拨烟支架之间且位于条包平移烫膜通道下方,所述下烙铁板用于烫压条包的下端面;所述上烫膜驱动单元安装在所述机架上,所述上烫膜驱动单元驱动上烙铁板竖向活移;所述下烫膜驱动单元安装在所述机架上,所述下烫膜驱动单元驱动下烙铁板竖向活移。
9.在上述技术方案中,优选的,所述侧烫膜驱动单元包括侧压驱动轴、侧压圆柱凸轮、侧压驱动杆、侧压活架。所述侧压驱动轴安装在所述机架上,侧压驱动轴的轴线水平且
与条包平移烫膜通道的延伸方向垂直;所述侧压圆柱凸轮安装在所述侧压驱动轴上,侧压圆柱凸轮的外圆周设有圆周沟槽;所述侧压驱动杆安装在所述机架上,所述侧压驱动杆的轴线与所述侧压驱动轴平行,所述侧压驱动杆可沿轴线伸缩,所述侧压驱动杆的内端部安装与所述侧压圆柱凸轮的圆周沟槽结合的拨辊;所述侧压活架安装在所述侧压驱动杆的外端部。
10.在上述技术方案中,优选的,所述条包进给驱动单元包括进给驱动轴、进给摆臂、进给滑轨、进给滑台。所述进给驱动轴安装在所述机架上,所述进给驱动轴的轴线与所述侧压驱动轴的轴线平行,所述进给驱动轴可绕自身轴线转动;所述进给摆臂安装在所述进给驱动轴的外端部,进给驱动轴驱动进给摆臂以进给驱动轴为轴摆动;所述进给滑轨安装在所述侧压活架上,进给滑轨与条包平移烫膜通道的延伸方向平行;所述进给滑台配装在所述进给滑轨上并在进给滑轨的导向作用下活移,所述进给滑台由所述进给摆臂拨动并在进给滑轨上往复活移。
11.在上述技术方案中,优选的,所述进给摆臂包括摆臂套管和摆臂伸缩杆,所述摆臂套管的下端部固定安装在所述进给驱动轴的端部,所述摆臂套管的上端部设有滑孔,所述摆臂伸缩杆插装在所述摆臂套管的滑孔中并在所述滑孔的导向作用下沿自身轴线伸缩,所述摆臂伸缩杆的上端与所述进给滑台铰接。
12.在上述技术方案中,优选的,所述下烫膜驱动单元包括下板驱动轴、下板平面槽形凸轮、下板驱动杆。所述下板驱动轴安装在所述机架上,所述下板驱动轴的轴线与所述侧压驱动轴的轴线平行,所述下板驱动轴可绕自身轴线转动;所述下板平面槽形凸轮安装在所述下板驱动轴上,所述下板平面槽形凸轮的端面设有沟槽;所述下板驱动杆安装在所述机架上,所述下板驱动杆的轴线竖直设置且可沿自身轴线竖向活移,所述下板驱动杆的上端安装所述下烙铁板,所述下板驱动杆的下端安装与所述下板平面槽形凸轮的沟槽结合的拨辊。
13.在上述技术方案中,优选的,所述上烫膜驱动单元包括上板驱动轴、上板顶压凸轮、上板驱动活杆、上板回位弹簧。所述上板驱动轴安装在所述机架上,所述上板驱动轴的轴线与所述下板驱动轴的轴线平行,所述上板驱动轴可绕自身轴线转动;所述上板顶压凸轮安装在所述上板驱动轴的端部,转动的所述顶压凸轮顶压驱动所述上烙铁板竖直向下活移;所述上板驱动活杆安装在所述机架上,所述上板驱动活杆的轴线竖直,所述上板驱动活杆可沿自身轴线活移,所述上烙铁板安装在所述上板驱动活杆的下部;所述上板回位弹簧套装在所述上板驱动活杆上,所述上板回位弹簧对所述上板驱动活杆施加竖向向上活移的弹力。
14.在上述技术方案中,优选的,所述上板驱动活杆的下端安装上垫板,所述上垫板通过竖向导孔安装可沿竖向导孔轴线活移的竖向导杆,所述竖向导杆的下端部安装所述上烙铁板,所述竖向导杆上套装竖向压紧弹簧,所述竖向压紧弹簧对所述上烙铁板施加远离所述上垫板的弹力。
15.在上述技术方案中,优选的,所述上板驱动轴与所述下板驱动轴传动连接。
16.在上述技术方案中,优选的,所述侧拨烟支架的内侧安装拨烟块,相邻两所述拨烟块之间构成拨烟凹槽,所述侧烙铁板安装在所述拨烟凹槽中。
17.在上述技术方案中,优选的,所述侧拨烟支架的前端拨烟凹槽中固定所述侧烙铁
板,位于所述侧拨烟支架的其它拨烟凹槽中通过横向导孔安装可沿横向导孔轴线活移的横向导杆,所述横向导杆的内端部安装所述侧烙铁板,所述横向导杆上套装横向压紧弹簧,所述横向压紧弹簧对所述侧烙铁板施加向内的弹力。
18.本实用新型的优点和效果是:
19.1、烫膜加工质量好。本装置具有进给驱动和烫膜功能,进给过程中作为烫膜部件的烙铁板与条包端面之间不会产生摩擦,避免产生透明膜褶皱。另一方面,本装置的进给方式的间歇式,进给过程中条包的端面经过多次烫压,再一次提高了条包烫膜质量。
20.2、效率高。本装置具备的自主进给功能以及多工位进给烫膜的加工方式,烫膜加工效率可达80条/分钟。
21.3、停机不存料。本装置具备的自主进给功能,在烟草包装生产线停机后,装置可通过自身动作实现自动出料,避免装置内存料。
附图说明
22.图1是本实用新型的结构示意图;
23.图2是本实用新型的内部结构示意图;
24.图3是本实用新型的侧拨烟架的结构示意图;
25.图4是本实用新型中侧烫膜驱动单元的结构示意图;
26.图5是本实用新型中条包进给驱动单元的安装结构示意图;
27.图6是本实用新型中下烫膜驱动单元的结构示意图;
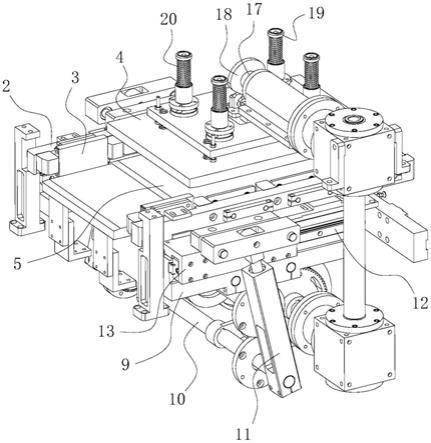
28.图7是本实用新型中本实用新型中上烫膜驱动单元的安装结构示意图;
29.图8是本实用新型中上烙铁板的安装结构示意图。
具体实施方式
30.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
31.为解决现有条包美容装置效率低、加工质量差的问题,本实用新型特提供一种烟草条包四面烫膜水平进给装置,本装置烫膜加工质量好、效率高。
32.为了进一步说明本实用新型的结构,结合附图详细说明书如下:
33.请参阅图1-图3,一种烟草条包四面烫膜水平进给装置,包括机架1。机架是由刚性型材框架和刚性板体构成的具有支撑搭载功能和保护功能的框架箱体。形状不做限定,可根据装置的外形轮廓以及部件的工作位置设计拼装,使之完成功能。
34.还包括两个侧拨烟支架2、条包进给驱动单元、侧烫膜驱动单元、侧烙铁板3、上烙铁板4、下烙铁板5、上烫膜驱动单元、下烫膜驱动单元。
35.侧拨烟支架是水平纵向延伸的刚性架体,两个侧拨烟支架水平且对称设置,两个侧拨烟支架之间为条包平移烫膜通道。条包平移烫膜通道的延伸方向与侧拨烟支架的纵向延伸方向平行,条包平移烫膜通道的宽度大于条包的长度。
36.条包进给驱动单元安装在机架上,条包进给驱动单元驱动侧拨烟支架水平进给活移,水平进给活移的方向与条包平移烫膜通道的延伸方向平行。现有已知设备中具有多种
具备条包进给驱动单元功能要求的可选组件单元,如直线模组和气缸等。线模组和气缸的安装方式以及驱动部件水平进给活移进给的工作原理为机械领域常规技术。条包进给驱动单元驱动侧拨烟支架在与平移烫膜通道的延伸方向平行的方向上水平往复直线活移,以此实现进给动作以及夹烟和放烟动作。
37.侧烫膜驱动单元安装在机架上,侧烫膜驱动单元驱动侧拨烟支架水平侧烫活移,水平侧烫活移的方向与条包平移烫膜通道的延伸方向垂直。现有已知设备中存在多种具备侧烫膜驱动单元功能要求的可选组件单元,如直线模组和气缸等。线模组和气缸的安装方式以及驱动部件水平进给活移进给的工作原理为机械领域常规技术。侧烫膜驱动单元驱动侧拨烟支架在与平移烫膜通道的延伸方向垂直的方向上水平往复直线活移,以此侧方烫膜驱动动作。
38.条包进给驱动单元和侧烫膜驱动单元的组合运动轨迹为水平面上回形曲线。此运动轨迹是对条包夹持进给以及对条包侧端面烫面的工作基础。
39.烙铁板为传统条包美容器中的已知部件,其为平板式,尺寸可根据工作需要进行设计。
40.侧烙铁板安装在侧拨烟支架的内侧且沿条包平移烫膜通道的延伸方向均匀分布设置,相互对称的两个侧烙铁板用于烫压条包两侧端面。即安装在侧拨烟支架上的左右对称的两侧烙铁板构成一组对条包两侧端部透明膜压烫的侧烫组件,在条包平移烫膜通道的延伸方向上,以相同的间隔分布多个这样的侧烫组件。每组侧烫组件除了对条包端部烫压的之外,还发挥夹持条包的功能,在条包被夹持的状态下,条包有活移的侧拨烟支架带动向前间歇移动,实现进给。
41.上烙铁板设于两侧拨烟支架之间且位于条包平移烫膜通道上方,上烙铁板用于烫压条包的上端面;下烙铁板设于两侧拨烟支架之间且位于条包平移烫膜通道下方,下烙铁板用于烫压条包的下端面。上烙铁板和下烙铁板的上下夹紧动作实现对条包的上下端面压烫,且在侧烙铁板放开条包的间歇中承托条包。
42.上烫膜驱动单元安装在机架上,上烫膜驱动单元驱动上烙铁板竖向活移;下烫膜驱动单元安装在机架上,下烫膜驱动单元驱动下烙铁板竖向活移。
43.上烫膜驱动单元和下烫膜驱动单元的工作要求是可驱动上烙铁板和下烙铁板竖向直线活移。现有已知设备中存在多种具有此驱动功能的可选组件单元,最常规的同样是直线模组和气缸。直线模组和气缸的安装方式以及驱动部件水平进给活移进给的工作原理为机械领域常规技术。条包进给驱动单元驱动侧拨烟支架在与平移烫膜通道的延伸方向平行的方向上水平往复直线活移,以此实现进给动作以及夹烟和放烟动作。
44.本实施例中,条包进给驱动单元、侧烫膜驱动单元、上烫膜驱动单元和下烫膜驱动单元虽然均可选用直线模组或者气缸类的标准部件,但是,为了提高装置的动作协同性能以及工作稳定性,本实施例中,对进给驱动单元、侧烫膜驱动单元、上烫膜驱动单元和下烫膜驱动单元的结构进行了新设计。
45.请参阅图4,侧烫膜驱动单元包括侧压驱动轴6、侧压圆柱凸轮7、侧压驱动杆8、侧压活架9。
46.侧压驱动轴安装在机架上,侧压驱动轴的轴线水平且与条包平移烫膜通道的延伸方向垂直,测压驱动轴的两端部通过轴承和轴承座配装再机架上,侧压驱动轴可绕自身轴
线转动。侧压圆柱凸轮安装在侧压驱动轴上,侧压圆柱凸轮的外圆周设有圆周沟槽,侧压驱动轴通过键安装两相互对称的侧压圆柱凸轮,两侧压圆柱凸轮分别用于驱动两侧拨烟支架。侧压驱动杆安装在机架上,侧压驱动杆的轴线与侧压驱动轴平行,侧压驱动杆可沿轴线伸缩。侧压驱动杆的内端部安装与侧压圆柱凸轮的圆周沟槽结合的拨辊,在机架的两侧部安装轴套,侧压驱动杆为轴杆状,在轴套的导向作用下可向机架两侧伸缩。侧压圆柱凸轮的圆周沟槽的空间曲线设计决定侧压驱动杆的伸缩频率和行程。圆柱凸轮与拨辊的结合方式为机械领域常规配合技术。侧压活架安装在侧压驱动杆的外端部。具体的,侧压活架是搭载侧拨烟支架的架体,其下部设有c形抱孔和锁紧螺栓,用于抱紧把合侧压驱动杆的外端部。上述结构中,通过侧压驱动轴转动实现侧烫膜驱动单元的工作要求。
47.请参阅图5,条包进给驱动单元包括进给驱动轴10、进给摆臂11、进给滑轨12、进给滑台13。
48.进给驱动轴安装在机架上,进给驱动轴的轴线与侧压驱动轴的轴线平行,进给驱动轴可绕自身轴线转动,进给驱动轴的两端部利用轴承和轴承座安装在机架上。进给摆臂安装在进给驱动轴的外端部,进给驱动轴驱动进给摆臂以进给驱动轴为轴摆动。进给滑轨安装在侧压活架上,进给滑轨与条包平移烫膜通道的延伸方向平行。进给滑台配装在进给滑轨上并在进给滑轨的导向作用下活移,进给滑台由进给摆臂拨动并在进给滑轨上往复活移。
49.进给摆臂包括摆臂套管和摆臂伸缩杆,摆臂套管的下端部固定安装在进给驱动轴的端部,摆臂套管的上端部设有滑孔,摆臂伸缩杆插装在摆臂套管的滑孔中并在滑孔的导向作用下沿自身轴线伸缩,摆臂伸缩杆的上端与进给滑台铰接。具体的,摆臂套管的下端部设有与进给驱动轴抱紧把合的孔。摆臂伸缩杆的上端通过销轴铰接销座,销座加工出与进给驱动轴的轴线平行的导向孔。在侧压活架的上部固定与此导向孔适配的导向杆,摆臂伸缩杆拨动侧压活架沿进给滑轨活移的同时,保证侧压活架具有侧压活移的自由度。
50.请参阅图6,下烫膜驱动单元包括下板驱动轴14、下板平面槽形凸轮15、下板驱动杆16。
51.下板驱动轴安装在机架上,下板驱动轴的轴线与侧压驱动轴的轴线平行,下板驱动轴可绕自身轴线转动。下板驱动轴的两端部通过轴承和轴承座安装在机架上。下板平面槽形凸轮安装在下板驱动轴上,下板平面槽形凸轮的端面设有沟槽。下板驱动杆安装在机架上,下板驱动杆的轴线竖直设置且可沿自身轴线竖向活移。在机架的上部安装轴线竖直设置的轴套,下板驱动杆匹配装在此轴套中且可竖向伸缩。下板驱动杆的上端安装下烙铁板。下板驱动杆的下端安装与下板平面槽形凸轮的沟槽结合的拨辊。拨辊与平面槽形凸轮的结合方式以及工作原理为常规技术,下板平面槽形凸轮的沟槽的空间曲线形状决定下烙铁板的竖向移动行程和频率。
52.请参阅图7和图8,上烫膜驱动单元包括上板驱动轴17、上板顶压凸轮 18、上板驱动活杆19、上板回位弹簧20。
53.上板驱动轴设于上烙铁板的上方,上板驱动轴安装在机架上,上板驱动轴的轴线与下板驱动轴的轴线平行,上板驱动轴可绕自身轴线转动,上板驱动轴通过轴承和轴承座安装在机架的上部。上板顶压凸轮安装在上板驱动轴的端部,转动的顶压凸轮顶压驱动上烙铁板竖直向下活移。上板驱动活杆安装在机架上,上板驱动活杆的轴线竖直,上板驱动活
杆可沿自身轴线活移,上烙铁板安装在上板驱动活杆的下部,即在机架的上部面板上以矩形矩阵分布四个轴线竖直的竖向轴套,四条上板驱动活杆配装在竖向轴套中,在竖向轴套的导向作用下竖向活移。上板回位弹簧套装在上板驱动活杆上,上板驱动活杆的上端部为限位凸缘部,上板回位弹簧的两端分别顶压此限位凸缘部和机架的上部,上板回位弹簧对上板驱动活杆施加竖向向上活移的弹力。顶压凸轮为偏心,其转动过程中,上烙铁板被顶压向下活移,上板回位弹簧提供向上的回程力。
54.为了令烫压夹紧力具有缓冲性能,避免条包被压变形,上烙铁板设计为弹性构造。具体的,上板驱动活杆的下端安装上垫板,上垫板通过竖向导孔安装可沿竖向导孔轴线活移的竖向导杆,竖向导杆的下端部安装上烙铁板,竖向导杆上套装竖向压紧弹簧,竖向压紧弹簧对上烙铁板施加远离上垫板的弹力。
55.上板驱动轴与下板驱动轴传动连接。本实施例中,在上板驱动轴的外端安装与其连接的螺旋锥齿换向器,在下板驱动轴的外端部安装与其连接的螺旋锥齿换向器,两螺旋锥齿换向器之间连接竖向的传动轴。螺旋锥齿换向器为常规已知部件,其工作方式以及安装方式为常规已知技术。
56.本实施例中,侧压驱动轴的工作状态为全圈转动,下板驱动轴的工作状态为全圈转动,进给驱动轴的工作状态为在一定角度范围内往复转动。
57.本是实施例中,侧压驱动轴与下板驱动轴通过齿轮传动连接。下板驱动轴上安装拨叉凸轮,进给驱动轴安装与拨叉凸轮适配的拨杆,拨叉凸轮为平面槽形凸轮,其端面具有沟槽,拨杆的一端安装与此平面槽形凸轮的沟槽适配的拨辊,拨杆的的另一端通过键套装在进给驱动轴上。下板驱动轴的转动驱动进给驱动轴摆动。
58.下板驱动轴的外端安装手轮21,用于生产线停机后的装置手动驱动运转出料。
59.侧拨烟支架的内侧安装拨烟块,拨烟块是利用螺钉固定在侧拨烟架上的块体。相邻两拨烟块之间构成拨烟凹槽,侧烙铁板安装在拨烟凹槽中。
60.本实施例中,侧拨烟支架的前端拨烟凹槽中固定侧烙铁板,位于侧拨烟支架的其它拨烟凹槽中通过横向导孔安装可沿横向导孔轴线活移的横向导杆,横向导杆的内端部安装侧烙铁板,横向导杆上套装横向压紧弹簧,横向压紧弹簧对侧烙铁板施加向内的弹力。此烙铁的安装方式与上烙铁板的安装方式相同,令侧烙铁板具有弹性压紧功能,避免条包受到的夹压力过大而造成条包变形。
61.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
