1.本发明涉及活性炭纤维毡布技术领域,具体涉及一种载炭布的制作方法。
背景技术:
2.活性炭纤维是新一代高效活性吸附材料和环保功能材料,特点为比面积大、孔径分布窄、吸附和脱附速度快、吸附容纳大,可广泛用于纯净水、空气、回收空气剂、除腥臭、防毒和电池电机等方面。
3.现有的活性炭纤维毡布需要经过阻燃剂的浸泡后,再通过高温蒸汽的炭化活化而成。整个生产过程会形成废水,再而需要高温蒸汽无疑能耗大,并且增加设备进行废水废气的处理,成本耗费多。
技术实现要素:
4.本发明的主要目的是提出一种载炭布的制作方法,旨在解决现有的活性炭纤维毡布的生产步骤复杂并且污染大成本耗费多的问题。
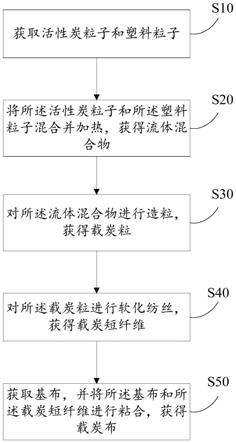
5.为实现上述目的,本发明提出的一种载炭布的制作方法,包括以下步骤:
6.获取活性炭粒子和塑料粒子;
7.将所述活性炭粒子和所述塑料粒子混合并加热,获得流体混合物;
8.对所述流体混合物进行造粒,获得载炭粒;
9.对所述载炭粒进行软化纺丝,获得载炭短纤维;
10.获取基布,并将所述基布和所述载炭短纤维进行粘合,获得载炭布。
11.可选地,获取基布,并将所述基布和所述载炭短纤维进行粘合,获得载炭布的步骤包括:
12.获取至少两个所述基布,并将所述载炭短纤维放置于两个所述基布之间,获得中间载炭布;
13.将所述中间载炭布的所述载炭短纤维与两个所述基布进行粘合获得所述载炭布。
14.可选地,将所述中间载炭布的所述载炭短纤维与两个所述基布进行粘合获得所述载炭布的步骤包括:
15.在常温下,对所述中间载炭布进行预压合;
16.对预压合后的所述中间载炭布进行热压合获得所述载炭布。
17.可选地,将所述中间载炭布的所述载炭短纤维与两个所述基布进行粘合获得所述载炭布的步骤之前包括:
18.获取平压机构和热压机构;
19.将所述平压机构中的两个平压辊之间的距离调整至第一设定值;
20.将所述热压机构中的两个热压辊之间的距离调整至第二设定值。
21.可选地,获取至少两个所述基布,并将所述载炭短纤维放置于两个基布之间,获得中间载炭布的步骤包括:
22.获取至少三个传送装置,所述三个传送装置分别用于传送两个所述基布和所述载炭纤维,传送所述载炭纤维的传送装置的出料端位于两个所述基布中间;
23.获取所述三个传送装置的工作参数;
24.在所述三个传送装置的工作参数满足预设条件时,先控制传送两个所述基布的两个所述传送装置启动,再控制传送所述载炭纤维的传送装置的出料端均匀出料,获得所述中间载炭布。
25.可选地,将活性炭粒子和塑料粒子混合并加热,获得流体混合物的步骤包括:
26.获取加热混合装置;
27.将所述活性炭粒子和所述塑料粒子以预设的比例放入所述加热混合装置中,控制所述加热混合装置以120-170℃加热,搅拌混合20~30分钟之后获得所述流体混合物。
28.可选地,对所述流体混合物进行造粒,获得载炭粒的步骤,包括:
29.获得挤出机、出风装置以及刀具,所述出风装置的出风口正对所述挤出机的挤出口,所述刀具设于所述挤出口处;
30.在感测到所述挤出机挤出所述流体混合物时,控制所述出风口输出冷风将挤出的所述流体混合物固化;
31.采用所述刀具将固化的所述流体混合物进行切割以获得所述载炭粒。
32.可选地,所述载炭粒的粒径为3-5mm。
33.可选地,所述活性炭粒子的粒径不小于400目。
34.可选地,所述基布设置为无纺布。
35.本发明的技术方案中,获取活性炭粒子和塑料粒子,先将所述活性炭粒子和所述塑料粒子混合并加热,获得流体混合物;对所述流体混合物进行造粒,获得载炭粒;对所述载炭粒进行软化纺丝,获得载炭短纤维;获取基布,并将所述基布和所述载炭短纤维进行粘合,获得载炭布;通过将所述活性炭粒子和所述塑料粒子混合并加热,所述塑料粒子受热软化与所述活性炭粒子混合均匀形成所述流体混合物,再由所述流体混合物造粒获得所述载炭粒,从而所述载炭粒中的活性炭分布均匀,再将所述载炭粒进行软化纺丝,使得纺丝步骤进行得比较顺畅,最后再将所述基布与所述载炭纤维粘合获得所述载炭布;整个步骤简单易操作,设备投入少,碳排放低,能耗低,经济收益高。
附图说明
36.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
37.图1为本发明提供的载炭布的制作方法的一实施例的流程示意图;
38.图2为平压滚和热压辊压合所述中间载炭布的结构示意图。
39.附图标号说明:
40.标号名称标号名称100载炭布210平压辊101中间载炭布300热压机构
1011基布310热压辊200平压机构
ꢀꢀ
41.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
42.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.需要说明,若本发明实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
44.另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,全文中出现的“和/或”的含义,包括三个并列的方案,以“a和/或b”为例,包括a方案、或b方案、或a和b同时满足的方案。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
45.活性炭纤维是新一代高效活性吸附材料和环保功能材料,特点为比面积大、孔径分布窄、吸附和脱附速度快、吸附容纳大,可广泛用于纯净水、空气、回收空气剂、除腥臭、防毒和电池电机等方面。
46.现有的活性炭纤维毡布需要经过阻燃剂的浸泡后,再通过高温蒸汽的炭化活化而成。整个生产过程会形成废水,再而需要高温蒸汽无疑能耗大,并且增加设备进行废水废气的处理,成本耗费多。
47.鉴于此,本发明提供一种载炭布的制作方法,图1为本发明提供的载炭布的制作方法的一实施例。
48.所述载炭布的制作方法采用了将所述活性炭粒子和所述塑料粒子进行混合并加热的加热混合装置、用于将所述流体混合物挤出的挤出机、用于出冷风的出风装置、用于切割固化的所述流体混合物的刀具、用于传送所述载炭钎维以及所述基布1011的至少三个传送装置、用于压合所述中间载炭布101的平压机构200、以及热压机构300;其中所述挤出机包括用于挤出所述流体混合物的挤出口,所述出风装置的出风口正对所述挤出口,用以将所述挤出口挤出的所述流体混合物固化,所述刀具设于所述挤出口处;请参照图2,所述平压机构200和所述热压机构300间隔设置,所述平压机构200包括两个相对设置的平压辊210,所述热压机构300包括两个相对设置的热压辊310。
49.基于上述结构,本发明提出一种载炭布的制作方法,请参照图1,所述载炭布的制作方法包括以下步骤:
50.s10、获取活性炭粒子和塑料粒子;
51.s20、将所述活性炭粒子和所述塑料粒子混合并加热,获得流体混合物;
52.s30、对所述流体混合物进行造粒,获得载炭粒;
53.s40、对所述载炭粒进行软化纺丝,获得载炭短纤维;
54.s50、获取基布1011,并将所述基布1011和所述载炭短纤维进行粘合,获得载炭布100。
55.本发明的技术方案中,获取活性炭粒子和塑料粒子,先将所述活性炭粒子和所述塑料粒子混合并加热,获得流体混合物;对所述流体混合物进行造粒,获得载炭粒;对所述载炭粒进行软化纺丝,获得载炭短纤维;获取基布1011,并将所述基布1011和所述载炭短纤维进行粘合,获得载炭布100;通过将所述活性炭粒子和所述塑料粒子混合并加热,所述塑料粒子受热软化与所述活性炭粒子混合均匀形成所述流体混合物,再由所述流体混合物造粒获得所述载炭粒,从而所述载炭粒中的活性炭分布均匀,再将所述载炭粒进行软化纺丝,使得纺丝步骤进行得比较顺畅,最后再将所述基布1011与所述载炭纤维粘合获得所述载炭布100;整个步骤简单易操作,设备投入少,碳排放低,能耗低,经济收益高。
56.具体地,所述步骤s50包括:
57.s51、获取至少两个所述基布1011,并将所述载炭短纤维放置于两个基布1011之间,获得中间载炭布101;
58.s52将所述中间载炭布101的所述载炭短纤维与两个所述基布1011进行粘合获得所述载炭布100。
59.在本实施例中为了将所述载炭短纤维制作成所述载炭布100,由于所述载炭短纤维受热软化,从而需要提供两个所述基布1011,将多个所述载炭纤维放置于两个所述基布1011之间,获得所述中间载炭布101,再将所述中间载炭布101的多个所述载炭短纤维于两个所述基布1011进行粘合获得所述载炭布100。
60.更具体地,所述步骤s52包括:
61.s521、在常温下,对所述中间载炭布101进行预压合;
62.s522、对预压合后的所述中间载炭布101进行热压合获得所述载炭布100。
63.在本实施例中,多个所述载炭纤维放置在两个所述基布1011中,由于多个所述载炭纤维放置在两个所述基布1011中,两个基布1011会形成有一定的高度,一定高度与投入的多个所述载炭纤维的体积有关,先在常温的条件下对所述中间载炭布101进行预压合,通过将所述中间载炭布101经过两个所述平压辊210,将所述中间载炭布101内的多个所述载炭纤维压合紧,再将预压合后的所述中间载炭布101经过两个所述热压辊310,进行热压合获得所述载炭布100,从而保证所述中间载炭布101在经过热压合后能够压合出更均匀的所述载炭布100。
64.所述步骤s52之前还包括:
65.s50a、获取平压机构200和热压机构300;
66.s50b、将所述平压机构200中的两个平压辊210之间的距离调整至第一设定值;
67.s50c、将所述热压机构300中的两个热压辊310之间的距离调整至第二设定值。
68.所述平压机构200包括两个所述相对设置的平压辊210,所述热压机构300包括两个所述相对设置的热压辊310;且两个所述平压辊210之间的间距不小于两个所述热压辊310之间的间距;将所述平压机构200中的两个平压辊210之间的距离调整至第一设定值,将所述热压机构300中的两个热压辊310之间的距离调整至第二设定值,使得所述中间载炭布
101依次经过两个所述平压辊210和两个所述热压辊310,所述热压辊310由于热度将所述载炭纤维软化与两个所述基布1011粘合;需要说明的是,所述第一设定值和所述第二设置值由操作人员根据不同的生产需求所确认,在此不做限制,在需要生产厚度更小的所述载炭布100时,可以将所述第一设定值和所述第二设定值调小,生产厚度更小的所述载炭布100,且使得密度更高;同理,在需要生产厚度更大的所述载炭布100时,将所述第一设定值和所述第二设定值调大,生产厚度更大的所述载炭布100,且使得密度更低;且在调节所述第一设定值和所述第二设定值时,所述第一设定值增大或者降低多少数值,所述第二设定值也要增大或者降低对应的数值。
69.为了获取更均匀的所述载炭布100,在本实施例中,所述载炭布100包括步骤s51包括:
70.s511、获取至少三个传送装置,所述三个传送装置分别用于传送两个所述基布1011和所述载炭纤维,传送所述载炭纤维的传送装置的出料端位于两个所述基布1011中间;
71.在本实施例中,两个所述传送装置分别用于供两个所述基布1011的传送,一个所述传送装置用于传送所述载炭纤维,且与用于传送基布1011的两个所述传送带传送方向相同;用于传送所述载炭纤维的所述传送装置的出料端用于放置于两个所述基布1011之间。
72.s512、获取所述三个传送装置的工作参数;
73.s513、在所述三个传送装置的工作参数满足预设条件时,先控制传送两个所述基布1011的两个所述传送装置启动,再控制传送所述载炭纤维的传送装置的出料端均匀出料,获得所述中间载炭布101;
74.在将两个所述基布1011的一端依次穿过两个所述平压辊210和两个所述压辊,启动用于传动两个所述基布1011的所述传送装置,再启动用于传送载炭纤维的所述传送装置,使得多个所述载炭纤维经过所述出料端均匀落入两个所述基布1011中间,形成所述中间载炭布101,在经过两个所述平压辊210和两个所述热压辊310形成所述载炭布100,如此能够使得所述中间载炭布101内的多个所述载炭纤维能够分布地更加均匀,并且能够完成自动生产。
75.在本实施例中,所述步骤s20包括:
76.s21、获取加热混合装置;
77.s22、将所述活性炭粒子和所述塑料粒子以预设的比例放入所述加热混合装置中,控制所述加热混合装置以120-170℃加热,搅拌混合20~30分钟之后获得所述流体混合物;
78.在本实施例中,所述活性炭粒子的粒径不小于400目,所述塑料粒子设置成聚丙烯粒子,所述活性炭粒子和所述塑料粒子的所述预设比例为7:3,可以是所述活性炭粒子和所述塑料粒子的克重比例,并且在加热混合的过程中,可以将所述活性炭粒子和所述塑料粒子先混合均匀再加热,也可以先加热再进行混合,在此不做限制。
79.具体地,所述步骤s30包括:
80.s31、获得挤出机、出风装置以及刀具,所述出风装置的出风口正对所述挤出机的挤出口,所述刀具设于所述挤出口处;
81.s32、在感测到所述挤出机挤出所述流体混合物时,控制所述出风口输出冷风将挤出的所述流体混合物固化;
82.s33、采用所述刀具将固化的所述流体混合物进行切割以获得所述载炭粒;
83.本实施例中,所述加热混合装置与所述挤出机相连通,所述流体混合物混合均匀之后直接进入所述挤出机,由所述挤出机的所述挤出口挤出,在挤出的时候由所述出风装置的出风口出冷风将挤出的所述流体混合物快速固化,此时随着固化的流体混合物挤出,所述刀具将固化的所述流体混合物切割成多个所述载炭粒;且所述载炭粒的粒径设置为3~5mm;如此,容易软化被所述挤出机挤出生成所述载炭纤维。
84.需要说明的是,本发明不限制所述基布1011的材质,只要是由多个气孔的织物就可以,在本实施例中,所述基布1011设为无纺布。
85.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
