1.本发明涉及软包锂电池铝塑包装膜技术领域,具体涉及一种锂电池铝塑膜用共挤流延聚丙烯薄膜及其制备方法。
背景技术:
2.随着锂电池市场的发展,铝塑膜作为软包锂电池的包装材料越来越受到人们的关注。铝塑膜常见的结构由三层材料组成:外层尼龙层,起到成型支撑作用;中间层铝箔层,起阻隔作用;内层热封层,常见材质聚丙烯,起到热封作用。各层之间通过胶黏剂进行粘合从而形成铝塑膜。
3.在实际应用过程中,铝塑膜先冷冲压成型,形成需要的不同形状,接着进行电池材料及电解液的灌装及密封,从而形成一个完整的软包锂电池。由于电池中电解液长期与铝塑膜内层的热封层进行接触,电解液通过热封层渗透,破坏胶黏剂分子结构降低了各层材料之间的剥离强度,并且进一步对铝箔产生腐蚀,影响了材料的阻隔性能,降低了电池寿命甚至报废,并且对消费者的使用也产生了安全隐患。
4.目前,针对聚丙烯的薄膜阻隔性改进,专家们给出了不同的解决方案,例如:专利《cn201821090692.3一种流延聚丙烯cpp阻隔膜》采用纳米二氧化钛或者二氧化硅为阻隔材料填充在聚丙烯薄膜中。《cn200910065952.0一种阻隔性聚丙烯复合材料及其制备方法》阻隔层采用乙烯-乙烯醇共聚物,以此提供材料的阻隔性。
5.综上所述,现有技术中的上述材料的性能还不能满足需求,材料的阻隔性能受限,进一步的影响电池的寿命,亟需解决
技术实现要素:
6.本发明要解决的技术问题是:研制开发一种锂电池铝塑膜用共挤流延聚丙烯薄膜及其制备方法,本发明针对锂电池铝塑膜内层cpp进行改善,阻隔层采用环状聚烯烃材料或者聚偏氯乙烯材质,提高材料的阻隔性能,降低锂电池电解液的渗透效率。再者,随着铝塑膜冲压成型性的不断加深,在cpp增加成型层,保证cpp的韧性,从而提高冷冲压的成型高度。
7.本发明的目的就是为了解决上述现有技术条件存在的问题,提供锂电池铝塑膜用共挤流延聚丙烯薄膜及其制备方法。
8.为了达到上述目的,本发明采用了以下技术方案:
9.一种锂电池铝塑膜用共挤流延聚丙烯薄膜,
10.锂电池铝塑膜用共挤流延聚丙烯薄膜包括依次设置的热封层、阻隔层、粘合层、成型层、电晕层。
11.作为本方案的进一步改进,
12.所述热封层由质量份的下述组分构成:
13.10~80份 共聚聚丙烯;
14.10~30份 丙烯-烯烃共聚物;
15.0~3份 助剂;
16.其中,助剂为开口剂、抗静电剂、爽滑剂;
17.开口剂为二氧化硅、合成树脂pmma
18.爽滑剂为芥酸酰胺
19.抗静电剂为tpu合金,聚酰胺和聚醚的合金
20.所述阻隔层由质量份的下述组分构成:
21.0~20份 环状聚烯烃;
22.0~30份 聚偏氯乙烯(pvdc);
23.10~90份 共聚聚丙烯;
24.所述粘合层由质量份的下述组分构成:
25.乙烯-丙烯酸共聚物(eaa);
26.乙烯-甲基丙烯酸共聚物(emaa);
27.乙烯-乙酸乙烯酯共聚物(eva)
28.所述成型层由质量份的下述组分构成:
29.聚对苯二甲酸乙二醇酯树脂(pet)、聚对苯二甲酸丁二醇酯树脂(pbt)、或者尼龙树脂(ny)的任意一种或者多种;
30.所述电晕层由质量份的下述组分构成:
31.70~95份 共聚聚丙烯;
32.5~20份 乙烯-丙烯酸共聚物(eaa);
33.1~5份 助剂;
34.其中,助剂为开口剂、抗静电剂、爽滑剂;
35.开口剂为二氧化硅、合成树脂pmma;
36.爽滑剂为芥酸酰胺;
37.抗静电剂为tpu合金,聚酰胺和聚醚的合金。
38.作为本方案的进一步改进,所述锂电池铝塑膜用共挤流延聚丙烯薄膜厚度为40μm~150μm。
39.作为本方案的进一步改进,所述热封层、阻隔层、粘合层、成型层及电晕层的各层厚度比为10~30:5~20:10~30:5~20:10~30。
40.作为本方案的进一步改进,,助剂为抗氧化剂、开口剂、加工助剂、爽滑剂、抗静电剂的任意一种或多种。
41.一种制备锂电池铝塑膜用共挤流延聚丙烯薄膜的方法,包括下述步骤
42.步骤1:将树脂原料进行烘干,去除树脂水蒸气;
43.步骤2:将各层树脂分别通过五个挤出机,通过挤塑加压将各层树脂熔融塑化;
44.步骤3:将塑化后的树脂通过碟片式树脂过滤器进行过滤;
45.步骤4:将过滤后的树脂进入分配器按照比例进行分配,通过t型模头共挤挤出,流到冷辊表面,形成锂电池铝塑膜用共挤流延聚丙烯薄膜,该聚丙烯薄膜包括依次设置的热封层、阻隔层、粘合层、成型层、电晕层。
46.作为本方案的进一步改进,所述热封层熔融温度为230~260℃,所述阻隔层熔融
温度200~230℃,所述粘合层熔融温度180~210℃,所述成型层熔融温度240~280℃,所述电晕层熔融温度230~260℃。
47.与现有技术相比,本发明具备下述有益效果:
48.本发明的锂电池铝塑膜用共挤流延聚丙烯薄膜及其制备方法中针对锂电池铝塑膜内层cpp进行改善,阻隔层采用环状聚烯烃材料或者聚偏氯乙烯材质,提高材料的阻隔性能,降低锂电池电解液的渗透效率。另外随着铝塑膜冲压成型性的不断加深,在cpp增加成型层,保证cpp的韧性,从而提高冷冲压的成型高度。
49.本发明的高成型性高阻隔的cpp薄膜,其优势在于:
50.1)热封层,添加丙烯-烯烃共聚物,降低客户起封温度,满足客户对于低温热封的要求;
51.2)阻隔层,采用有阻隔性能的pvdc或者环状聚烯烃,提高材质的阻隔性能,防止包装后内容物渗透,提供包装的安全性;
52.3)粘合层,由于不同树脂的相容性差,为保证材料的粘合牢度,添加粘合层,保证材料在使用过程不分层;
53.4)成型层,材料韧性较好的塑料粒子,在使用冲压过程中,保证一定的成型型,防止把其他材料戳破;
54.5)电晕层,保证与其他材料复合的剥离强度。
具体实施方式
55.为了使本发明的目的、技术方案和优点更加清楚,以下结合实施例对本发明作进一步说明:
56.一种锂电池铝塑膜用共挤流延聚丙烯薄膜,
57.锂电池铝塑膜用共挤流延聚丙烯薄膜包括依次设置的热封层、阻隔层、粘合层、成型层、电晕层。
58.作为本方案的进一步改进,
59.所述热封层由质量份的下述组分构成:
60.10~80份 共聚聚丙烯;
61.10~30份 丙烯-烯烃共聚物;
62.0~3份 助剂;
63.其中,助剂为开口剂、抗静电剂、爽滑剂;
64.开口剂为二氧化硅、合成树脂pmma
65.爽滑剂为芥酸酰胺
66.抗静电剂为tpu合金,聚酰胺和聚醚的合金
67.所述阻隔层由质量份的下述组分构成:
68.0~20份 环状聚烯烃;
69.0~30份 聚偏氯乙烯(pvdc);
70.10~90份 共聚聚丙烯;
71.所述粘合层由质量份的下述组分构成:
72.乙烯-丙烯酸共聚物(eaa);
73.乙烯-甲基丙烯酸共聚物(emaa);
74.乙烯-乙酸乙烯酯共聚物(eva)
75.所述成型层由质量份的下述组分构成:
76.聚对苯二甲酸乙二醇酯树脂(pet)、聚对苯二甲酸丁二醇酯树脂(pbt)、或者尼龙树脂(ny)的任意一种或者多种;
77.所述电晕层由质量份的下述组分构成:
78.70~95份 共聚聚丙烯;
79.5~20份 乙烯-丙烯酸共聚物(eaa);
80.1~5份 助剂;
81.其中,助剂为开口剂、抗静电剂、爽滑剂;
82.开口剂为二氧化硅、合成树脂pmma;
83.爽滑剂为芥酸酰胺;
84.抗静电剂为tpu合金,聚酰胺和聚醚的合金。
85.作为本方案的进一步改进,所述锂电池铝塑膜用共挤流延聚丙烯薄膜厚度为40μm~150μm。
86.作为本方案的进一步改进,所述热封层、阻隔层、粘合层、成型层及电晕层的各层厚度比为10~30:5~20:10~30:5~20:10~30。
87.作为本方案的进一步改进,,助剂为抗氧化剂、开口剂、加工助剂、爽滑剂、抗静电剂的任意一种或多种。
88.一种制备锂电池铝塑膜用共挤流延聚丙烯薄膜的方法,包括下述步骤
89.步骤1:将树脂原料进行烘干,去除树脂水蒸气;
90.步骤2:将各层树脂分别通过五个挤出机,通过挤塑加压将各层树脂熔融塑化;
91.步骤3:将塑化后的树脂通过碟片式树脂过滤器进行过滤;
92.步骤4:将过滤后的树脂进入分配器按照比例进行分配,通过t型模头共挤挤出,流到冷辊表面,形成锂电池铝塑膜用共挤流延聚丙烯薄膜,该聚丙烯薄膜包括依次设置的热封层、阻隔层、粘合层、成型层、电晕层。
93.作为本方案的进一步改进,所述热封层熔融温度为230~260℃,所述阻隔层熔融温度200~230℃,所述粘合层熔融温度180~210℃,所述成型层熔融温度240~280℃,所述电晕层熔融温度230~260℃。
94.由上述方法制备对比例及实施例1~3中的锂电池铝塑膜用共挤流延聚丙烯薄膜
95.对比例1:
96.没有阻隔层和成型层,常规的三层共挤cpp。
97.热封层:40%jpp wintec
tm wfx4ta 40%jpp wintec
tm wfx4m 20%tafmer
tm xm-7070s,
98.中间层:50%jpp wintec
tm wfx4ta 50%jpp wintec
tm wfx4m,
99.电晕层:50%jpp wintec
tm wfx4ta 47%jpp wintec
tm wfx4m 3%安配色公司加工助剂牌号100991-k,各层层厚度比:热封层:中间层:电晕层=1:2:1,总厚度50μm。
100.实施例1:
101.阻隔层pvdc,成型层ny
102.热封层:40%jpp wintec
tm wfx4ta 40%jpp wintec
tm wfx4m 20%tafmer
tm xm-7070s 3%安配色公司加工助剂牌号100991-k,
103.阻隔层:30%dowpvc 469 70%jpp wintec
tm wfx4m
104.粘合层:乙烯-丙烯酸共聚物
105.成型层:30%dsm 2030ca-fc 70%dsm 1010c2
106.电晕层:50%jppwintec
tm wfx4ta 30%jpp wintec
tm wfx4m 20%乙烯-丙烯酸共聚物
107.各层层厚度比:热封层:阻隔层:粘合层:成型层:电晕层=2:1:1:2:1,总厚度50μm。
108.实施例2:
109.阻隔层pvdc,成型层pet
110.热封层:40%jpp wintec
tm wfx4ta 40%jpp wintec
tm wfx4m 20%tafmer
tm xm-7070s 3%安配色公司加工助剂牌号100991-k,
111.阻隔层:30%dowpvc 469 70%jpp wintec
tm wfx4m
112.粘合层:乙烯-丙烯酸共聚物
113.成型层:三房巷pet cz-333
114.电晕层:50%jpp wintec
tm wfx4ta 30%jpp wintec
tm wfx4m 20%乙烯-丙烯酸共聚物
115.各层层厚度比:热封层:阻隔层:粘合层:成型层:电晕层=2:1:1:2:1,总厚度50μm。
116.实施例3:
117.阻隔层coc,成型层ny
118.热封层:40%jpp wintec
tm wfx4ta 40%jpp wintec
tm wfx4m 20%tafmer
tm xm-7070s 3%安配色公司加工助剂牌号100991-k,
119.阻隔层:topas coc 8007f 70%jpp wintec
tm wfx4m
120.粘合层:乙烯-丙烯酸共聚物
121.成型层:30%dsm 2030ca-fc 70%dsm 1010c2
122.电晕层:50%jpp wintec
tm wfx4ta 30%jpp wintec
tm wfx4m 20%乙烯-丙烯酸共聚物
123.各层层厚度比:热封层:阻隔层:粘合层:成型层:电晕层=2:1:1:2:1,总厚度50μm。
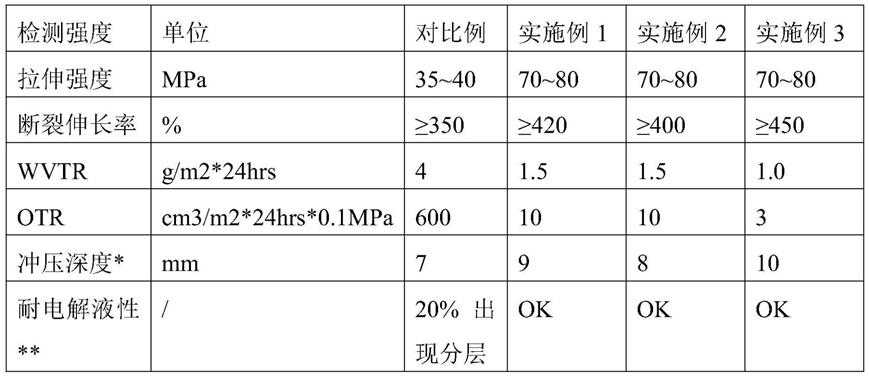
124.表1对比例1及实施例1~3的测试结果对比
[0125][0126]
*注:将流延的cpp与尼龙铝箔复合,形成锂电池铝塑膜成品,将成品进行冲压测试。模具尺寸34mm*55mm,压力6mpa下,观察铝塑膜破损情况。
[0127]
**注:将流延的cpp与尼龙铝箔复合,形成锂电池铝塑膜成品,模具尺寸34mm*55mm,压力6mpa下,将冲压后的成品放入电解液浸泡,85℃,浸泡7天,观察al/cpp层是否有气泡测试。
[0128]
从上表可以看出,本发明具有以下优点:1)成型层的添加使得材料的冲深深度更高;2)阻隔材料的添加使得材料的阻水阻氧性能得到提高。从而在耐电解液测试中表现出更为出色的性能。
[0129]
以上所述仅为本发明的优选实施方式,并非因此限制本发明的专利范围,凡是利用本发明所作的等效变换,均在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
