1.本发明属于光学元件制备技术领域,特别涉及一种复合材料反射镜的制备方法。
背景技术:
2.复合材料以其比刚度高、可设计性强、耐腐蚀性好等特点,使其成为反射镜制备的主要基材之一。目前,复合材料反射的制备通常采用压印复制模具高精度表面的方式获得,镜面的曲率、口径等参数与模具一一对应。制备不同参数的反射镜,需要不同的模具,而反射镜的规格型号繁杂,需要大量的模具,同时高精度的模具加工周期长且加工费用较高。
技术实现要素:
3.针对上述问题,提出了一种先制备可变曲率的复合材料模具,进而调节复合材料模具曲率获得要制备反射镜对应曲率的,以此为模具制备复合材料反射镜的制备方法。
4.本发明提供了一种采用可变曲率模具制备复合材料反射镜的方法,包括如下步骤:
5.获取可变曲率复合材料模具;
6.涂覆脱模剂于所述可变曲率复合材料模具上;
7.将复合材料铺层贴于所述可变曲率复合材料模具上,所述复合材料铺层位于所述脱模剂上方;
8.对所述复合材料铺层进行镀膜。
9.根据一些实施例,所述获取可变曲率复合材料模具,包括:制备不可变曲率模具;基于所述不可变曲率模具,制备初级可变曲率复合材料模具;改变所述初级可变曲率复合材料模具的表面曲率以获得可变曲率复合材料模具。
10.根据一些实施例,所述制备不可变曲率模具,包括:基于待制备复合材料反射镜曲率,确定制备可变曲率复合材料模具的曲率半径、口径制备不可变曲率模具。
11.根据一些实施例,采用铟钢、光学玻璃或微晶玻璃作为基材来加工所述不可变曲率模具。
12.根据一些实施例,所述基于所述不可变曲率模具,制备初级可变曲率复合材料模具,包括:按照铺层设计将预浸料铺贴于不可变曲率模具上,制备出所述初级可变曲率复合材料模具。
13.根据一些实施例,其中,所述改变所述初级可变曲率复合材料模具的表面曲率以获得可变曲率复合材料模具,包括:在初级可变曲率复合材料模具背面安装驱动装置,调节所述驱动装置的驱动力实现初级可变曲率模具曲率变化。
14.根据一些实施例,还包括:在基于所述不可变曲率模具,制备初级可变曲率复合材料模具后,检测所述初级可变曲率复合材料模具的表面面型,以保证其面型精度符合待制备复合材料反射镜的镜面面型精度要求;和/或,
15.在改变所述初级可变曲率复合材料模具的表面曲率以获得可变曲率复合材料模
具后,检测所述可变曲率复合材料模具的面型精度,以保证其面型精度符合待制备复合材料反射镜的镜面面型精度要求。
16.根据一些实施例,所述将所述复合材料铺层贴于可变曲率复合材料模具上,所述复合材料铺层位于所述脱模剂上方,包括:按照铺层设计将预浸料铺贴于可变曲率复合材料模具上,固化成型制备出复合材料反射镜镜坯。
17.根据一些实施例,其中,所述铺层设计根据待制备符合材料反射镜参数技术要求获得。
18.根据一些实施例,还包括:通过调整所述可变曲率复合模具的曲率和/或制备工艺,调整所述反射镜镜坯的面型直至其满足面型要求。
19.本发明能够取得以下技术效果:
20.本发明通过可变曲率模具实现减少模具制备数量和缩短模具准备时间,提高模具的通用性,降低模具制备的成本。
21.根据在下文中所描述的实施例,本发明的这些和其它方面将是清楚明白的,并且将参考在下文中所描述的实施例而被阐明。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
23.图1是本发明实施例的制备复合材料反射镜的流程示意图;
24.图2是本发明实施例的图1所示方法的步骤101的流程示意图;
25.图3是本发明实施例的不可变曲率复合材料模具以及初级可变曲率复合材料模具的示意图;
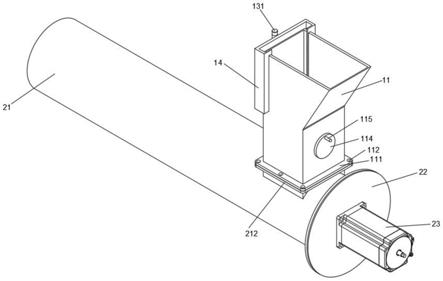
26.图4是本发明实施例的可变曲率复合材料模具气压驱动示意图;
27.图5是本发明实施例的可变曲率复合材料模具反射镜镜坯示意图。
具体实施方式
28.将理解的是,尽管术语第一、第二、第三等在本文中可以用来描述各种元件、部件、区、层和/或部分,但是这些元件、部件、区、层和/或部分不应当由这些术语限制。这些术语仅用来将一个元件、部件、区、层或部分与另一个元件、部件、区、层或部分相区分。因此,下面讨论的第一元件、部件、区、层或部分可以被称为第二元件、部件、区、层或部分而不偏离本发明的教导。
29.诸如“在
…
下面”、“在
…
之下”、“较下”、“在
…
下方”、“在
…
之上”、“较上”等等之类的空间相对术语在本文中可以为了便于描述而用来描述如图中所图示的一个元件或特征与另一个(些)元件或特征的关系。将理解的是,这些空间相对术语意图涵盖除了图中描绘的取向之外在使用或操作中的器件的不同取向。例如,如果翻转图中的器件,那么被描述为“在其他元件或特征之下”或“在其他元件或特征下面”或“在其他元件或特征下方”的元件将取向为“在其他元件或特征之上”。因此,示例性术语“在
…
之下”和“在
…
下方”可以涵盖
在
…
之上和在
…
之下的取向两者。诸如“在
…
之前”或“在
…
前”和“在
…
之后”或“接着是”之类的术语可以类似地例如用来指示光穿过元件所依的次序。器件可以取向为其他方式(旋转90度或以其他取向)并且相应地解释本文中使用的空间相对描述符。另外,还将理解的是,当层被称为“在两个层之间”时,其可以是在该两个层之间的唯一的层,或者也可以存在一个或多个中间层。
30.本文中使用的术语仅出于描述特定实施例的目的并且不意图限制本发明。如本文中使用的,单数形式“一个”、“一”和“该”意图也包括复数形式,除非上下文清楚地另有指示。将进一步理解的是,术语“包括”和/或“包含”当在本说明书中使用时指定所述及特征、整体、步骤、操作、元件和/或部件的存在,但不排除一个或多个其他特征、整体、步骤、操作、元件、部件和/或其群组的存在或添加一个或多个其他特征、整体、步骤、操作、元件、部件和/或其群组。如本文中使用的,术语“和/或”包括相关联的列出项目中的一个或多个的任意和全部组合,并且短语“a和b中的至少一个”是指仅a、仅b、或a和b两者。
31.将理解的是,当元件或层被称为“在另一个元件或层上”、“连接到另一个元件或层”、“耦合到另一个元件或层”或“邻近另一个元件或层”时,其可以直接在另一个元件或层上、直接连接到另一个元件或层、直接耦合到另一个元件或层或者直接邻近另一个元件或层,或者可以存在中间元件或层。相反,当元件被称为“直接在另一个元件或层上”、“直接连接到另一个元件或层”、“直接耦合到另一个元件或层”、“直接邻近另一个元件或层”时,没有中间元件或层存在。然而,在任何情况下“在
…
上”或“直接在
…
上”都不应当被解释为要求一个层完全覆盖下面的层。
32.本文中参考本发明的理想化实施例的示意性图示(以及中间结构)描述本发明的实施例。正因为如此,应预期例如作为制造技术和/或公差的结果而对于图示形状的变化。因此,本发明的实施例不应当被解释为限于本文中图示的区的特定形状,而应包括例如由于制造导致的形状偏差。因此,图中图示的区本质上是示意性的,并且其形状不意图图示器件的区的实际形状并且不意图限制本发明的范围。
33.除非另有定义,本文中使用的所有术语(包括技术术语和科学术语)具有与本发明所属领域的普通技术人员所通常理解的相同含义。将进一步理解的是,诸如那些在通常使用的字典中定义的之类的术语应当被解释为具有与其在相关领域和/或本说明书上下文中的含义相一致的含义,并且将不在理想化或过于正式的意义上进行解释,除非本文中明确地如此定义。
34.本发明提供了一种采用可变曲率模具制备复合材料反射镜的方法,如图1所示,包括如下步骤:
35.s101,获取可变曲率复合材料模具;
36.s102,涂覆脱模剂于所述可变曲率复合材料模具上;
37.s103,将复合材料铺层贴于所述可变曲率复合材料模具上,所述复合材料铺层位于所述脱模剂上方;
38.s104,对所述复合材料铺层进行镀膜。
39.由于可变曲率模具的表面曲率能够改变,因此,对于不同曲率的反射镜制备需求,通过改变可变曲率模具表面的曲率即可实现,而无需更换模具,从而能够实现减少模具制备数量和缩短模具准备时间,提高模具的通用性,降低模具制备的成本。
40.尽管在某些场景中,待制备的复合材料反射镜的曲率已有对应的可变曲率复合材料模具,采用如图1所示的制备方法即可制得待制备的复合材料反射镜,然而,在其他的应用场景中,若没有对应的可变曲率复合材料模具,则需先设备可变曲率复合材料模具。
41.对应这些应用场景,根据一些实施例,所述步骤s101,获取可变曲率复合材料模具,如图2所示,包括:
42.s1011,制备不可变曲率模具;
43.s1012,基于所述不可变曲率模具,制备初级可变曲率复合材料模具;
44.s1013,改变所述初级可变曲率复合材料模具的表面曲率以获得可变曲率复合材料模具。
45.根据一些实施例,s1011,所述制备不可变曲率模具,包括:基于待制备复合材料反射镜曲率,确定制备可变曲率复合材料模具的曲率半径、口径制备不可变曲率模具。
46.示例性地,采用铟钢、光学玻璃或微晶玻璃作为基材来加工所述不可变曲率模具。
47.根据一些实施例,s1012,所述基于所述不可变曲率模具,制备初级可变曲率复合材料模具,包括:按照铺层设计将预浸料铺贴于不可变曲率模具上,制备出所述初级可变曲率复合材料模具。
48.根据一些实施例,s1013,所述改变所述初级可变曲率复合材料模具的表面曲率以获得可变曲率复合材料模具,包括:在初级可变曲率复合材料模具背面安装驱动装置,调节所述驱动装置的驱动力实现初级可变曲率模具曲率变化。
49.根据一些实施例,还包括:在基于所述不可变曲率模具,制备初级可变曲率复合材料模具后,检测所述初级可变曲率复合材料模具的表面面型,以保证其面型精度符合待制备复合材料反射镜的镜面面型精度要求;和/或,
50.在改变所述初级可变曲率复合材料模具的表面曲率以获得可变曲率复合材料模具后,检测所述可变曲率复合材料模具的面型精度,以保证其面型精度符合待制备复合材料反射镜的镜面面型精度要求。
51.根据一些实施例,所述将所述复合材料铺层贴于可变曲率复合材料模具上,所述复合材料铺层位于所述脱模剂上方,包括:按照铺层设计将预浸料铺贴于可变曲率复合材料模具上,固化成型制备出复合材料反射镜镜坯。
52.示例性地,所述铺层设计根据待制备符合材料反射镜参数技术要求获得。
53.根据一些实施例,还包括:通过调整所述可变曲率复合模具的曲率和/或制备工艺,调整所述反射镜镜坯的面型直至其满足面型要求。
54.为了便于理解,将前述多个实施例结合至如下实施例中进行描述,需要说明的是,如下描述中的各步骤以及材料工艺均为了说明清楚而尽量详尽,并不构成对实施例的封闭描述,各材料以及工艺也不必然地包含在本发明的其他实施例中。
55.在一个实施例中,通过s1011,制备不可变曲率模具;
56.其中,基于待制备复合材料反射镜曲率确定制备可变曲率复合材料模具的曲率半径、口径等外形技术参数,并采用铟钢或光学玻璃为基材加工制备不可变曲率模具。
57.继续通过s1012,基于所述不可变曲率模具,制备初级可变曲率复合材料模具;
58.其中,按照可变曲率复合材料模具的技术参数要求,完成复合材料铺层设计优化,按照铺层设计将预浸料铺贴于不可变曲率模具上,采用真空袋工艺或其他复合材料成型工
艺,制备出初级可变曲率复合材料模具。
59.继续通过s1013,改变所述初级可变曲率复合材料模具的表面曲率以获得可变曲率复合材料模具;
60.其中,通过干涉仪检测可变曲率复合材料模具高精度表面面型,其面型精度须优于待加工复合材料反射镜镜面面型精度要求,在可变曲率复合材料模具背面安装驱动装置,如气压驱动或者支撑环驱动等,作为调节曲率的动力机构,调节驱动装置的驱动能力实现可变曲率模具曲率变化,达到设计要求并检测不同曲率下的面型精度,均需满足面型精度优于待制备复合材料反射镜面型精度要求。
61.其中,将制备的可变曲率复合材料模具调整到待制备复合材料反射镜曲率并检测面型。
62.在得到可变曲率复合材料模具后,即可开始制备复合材料反射镜的步骤,因此,接下来,执行s102,涂覆脱模剂于所述可变曲率复合材料模具上;
63.继续执行s103:将复合材料铺层贴于所述可变曲率复合材料模具上,所述复合材料铺层位于所述脱模剂上方;
64.其中,按待制备复合材料反射镜参数技术要求,完成复合材料铺层设计优化,按照铺层设计将预浸料铺贴于可变曲率复合材料模具上,固化成型制备出复合材料反射镜镜坯,并检测面型,若不满足要求,依据干涉仪检测结果,调整可变曲率复合材料模具和制备工艺等,直至使其满足面型要求。
65.在获得了满足面型要求的镜坯后,为了形成反射镜的“反射”功能,需要继续执行s104:对所述复合材料铺层进行镀膜。
66.其中,对制备的复合材料反射镜镜坯进行镀膜,进行最终检测,不合格,寻找问题,合格完成制备。
67.以上描述了本发明采用可变曲率模具制备复合材料反射镜的制备方法,下面将继续结合图3至图5对本发明的实施例做进一步描述。
68.在一个实施例中,待设备反射镜的需求参数如下:待制备有效口径50mm(考虑边缘效应,反射镜口径按60mm制备),曲率半径100mm,厚度4mm,应用于长波红外的凹面碳纤维复合材料反射镜。
69.基于前述制备方法,示例性地列出制备步骤如下:
70.s1011,制备不可变曲率模具。其中,基于待制备复合材料反射镜曲率确定制备可变曲率复合材料模具的曲率半径、口径等外形技术参数,将基材加工制备为不可变曲率模具。
71.具体地,待制备复合材料反射镜的有效口径50mm、曲率100mm,确定确定制备可变曲率复合材料模具的不可变曲率模具的基本参数为口径60mm、曲率半径100mm,厚度20mm。
72.考虑复合材料的边缘效应,即复合材料往往有边缘存在,因此,将口径设置为50mm 10mm,60mm,并依据模具材质的比刚度以及热膨胀系数,选择径厚比为3~5:1,由于口径为60mm,那么厚度为20mm~12mm,以满足在加热和复合材料成型过程受压力变形小于面型精度要求。
73.示例性地,采用铟钢、光学玻璃或微晶玻璃作为基材来加工不可变曲率模具。
74.考虑到应用场景,如图3所示,将基材加工制备为凹的不可变曲率模具320,为了保
证模具精度,对于加工后的模具,需要检测其面型精度。
75.示例性地,面型精度与反射镜的应用场景相关联,不可变曲率模具的面型精度要优于1/40λ,例如,该反射镜应用于长波红外波段10.6μm,那么不可变曲率模具的面型精度要优于1/40λ,即265nm。
76.s1012,基于所述不可变曲率模具,制备初级可变曲率复合材料模具;
77.其中,按照可变曲率复合材料模具的技术参数要求,完成复合材料铺层设计优化,按照铺层设计将预浸料铺贴于不可变曲率模具上,采用真空袋工艺或其他复合材料成型工艺,制备出可变曲率复合材料模具。
78.示例性地,如图3所示,基于经典层合板理论和可变曲率模具半径100mm,口径60mm,厚度2mm等技术参数,完成可变曲率复合材料模具的铺层设计[0 90 45
ꢀ‑
45]3s,按照铺层设计铺贴于不可变曲率模具表面,采用真空袋工艺,制备出凸的初级可变曲率模具镜坯310,并检测其面型精度,优于1/35λ(λ=10.6μm),例如302nm,否则,若面型精度没有达到要求,重复s1012直至达到面型精度要求。
[0079]
示例性地,所述复合材料预浸料可以为m40、t300、t600、t700或t800。
[0080]
示例性地,采用真空袋制备工艺、rtm工艺或模压成型工艺制备初级复合材料模具310。
[0081]
s1013,改变所述初级可变曲率复合材料模具的表面曲率以获得可变曲率复合材料模具。
[0082]
如图4所示,在可变曲率模具镜坯背面粘接环形气动变形外壳,并通过进气口430控制可变曲率模具背面与环形气动变形外壳之间的空气量,由此产生的气压变化可以改变凸可变曲率模具的曲率半径,例如,曲率半径的变化范围在95mm-110mm之间,用长波红外干涉仪检测面型,须优于1/35λ(λ=10.6μm),例如302nm,否则重复s1012和s1013直至满足要求。
[0083]
继续调整气压保持为1个大气压使凸可变曲率模具410的曲率半径100mm,并检测其面型,须优于1/35λ(λ=10.6μm),在其高精度表面涂抹脱模剂备用。
[0084]
接下来,按待制备有效口径50mm,曲率半径100mm,厚度4mm的要求,基于经典层合板理论,确定铺层为[0 90 45
ꢀ‑
45]6s,按照铺层设计铺贴于凸可变曲率模具510表面,室温固化,制备出待制备镜坯540,检测面型,须优于1/30λ(λ=10.6μm),图中还示出了进气口530。
[0085]
接下来,口径60mm,曲率半径100mm,厚度4mm的镜坯镀反射膜,采用长波红外干涉仪检测面型,面型精度要优于1/30λ(λ=10.6μm),不合格,寻找问题,合格完成反射镜的制备。
[0086]
在前述实施例完成的基础上,当下一次的反射镜制备需求为:待制备有效口径50mm(考虑边缘效应,反射镜口径按60mm制备),曲率半径105mm,厚度6mm,应用于长波红外的凹面碳纤维复合材料反射镜。
[0087]
考虑到可变曲率复合材料反射镜模具已经制备完成,如图4所示,那么针对本次制备需求,仅需对图4中示出的凸可变曲率模具的曲率半径通过气压改变调整为105mm,铺层改为[0 90 45
ꢀ‑
45]9s即可,其余按照相应步骤即可,本处不再赘述。
[0088]
可变曲率复合材料反射镜模具的半径由前一次使用时的100mm,变化为当前的
105mm并完成了反射镜的制备,在这个过程中无需制备新的反射镜模具,直接利用前一次使用的模具对其曲率半径进行改变即可得到新的反射镜模具。
[0089]
由此可见,由于可变曲率模具的表面曲率能够改变,因此,对于不同曲率的反射镜制备需求,通过改变可变曲率模具表面的曲率即可实现,而无需更换模具,从而能够实现减少模具制备数量和缩短模具准备时间,提高模具的通用性,降低模具制备的成本。
[0090]
示例性地,本公开提及的可变曲率模具的表面曲率的变化范围为95mm至110mm,只要待制备的反射镜曲率位于前述范围,均无需更换模具。
[0091]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
[0092]
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
[0093]
以上本发明的具体实施方式,并不构成对本发明保护范围的限定。任何根据本发明的技术构思所作出的各种其他相应的改变与变形,均应包含在本发明权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。