一种pvc装饰材料的装饰件成型工艺
技术领域
1.本技术涉及pvc装饰材料领域,尤其涉及一种pvc装饰材料的装饰件成型工艺。
背景技术:
2.pvc运用广泛,pvc作为家具上的装饰件装饰性材料,具有上色丰富多彩,黏贴牢固,防腐防氧化防潮等优点,可以代替木料的装饰件,家具上装饰件大都是木头,木头装饰件再生产过程中加工中出现失误操作不可再生,而pvc的装饰材料可以重新制造,节约资源,更加环保,寿命更加长,传统的加工pvc的材料方式有3d打印和翻模,打印的方式成本大,而且不能加工大的工件花纹,翻模则是人工参与较多,需要人工时刻监测加工步骤,脱模的时候困难,上脱模剂的时候需要考虑到边边角角,效率不高。
技术实现要素:
3.本技术的目的在于提供一种pvc装饰材料的装饰件成型工艺,采用如下技术方案:一种pvc装饰材料的装饰件成型工艺,所述机壳内设有与外界连通的成型腔,所述机壳内设有输送机构、转换机构和挤压机构,所述转换机构能够收集整理翻模模板,所述挤压机构能够完成挤压;所述输送机构包括能够添加pvc的熔融溶液进入容器内的加料机构,所述成型腔左端壁固定连接有输送电机,所述输送电机动力连接有输送轴,所述输送轴固定连接有主动带轮,所述成型腔左右端壁固定连接有被动轴,所述被动轴转动连接有被动带轮,所述被动带轮和是主动带轮之间通过皮带连接,所述皮带固定连接有滑杆,所述滑杆滑动连接有套杆,所述套杆和所述滑杆通过填充弹簧连接,所述套杆固定连接有毛刷杆,所述毛刷杆固定连接有气泵,所述毛刷杆滑动连接有推块,所述毛刷杆固定连接有木塞,方便对毛刷杆内添加脱模剂,所述毛刷杆上端固定连接有毛刷,所述毛刷杆内装有脱模剂。
4.优选的,所述加料机构包括所述皮带上端面固定连接的容器,所述容器内设有加热器。
5.优选的,所述机壳上端面固定连接有储存箱,所述成型腔左端壁固定连接有气缸,所述气缸和所述储存箱之间通过连接管连接,所述连接管前端设有加热器,可以使得连接管被加热熔融。
6.优选的,所述挤压机构包括所述成型腔右端壁固定连接的液压杆,所述液压杆固定连接有固定架,所述固定架固定连接有电机,所述电机动力连接有齿轮轴,所述齿轮轴固定连接有齿轮,所述固定架滑动连接有左右两个移动杆,所述移动杆转动连接有前后两个旋转杆,所述移动杆之间螺纹连接有丝杆。
7.优选的,所述丝杆固定连接有被动齿轮,所述旋转杆另一端转动连接有施力块,所述固定架内的水槽和所述固定架水槽通过两个输送管连接,所述施力块固定连接有左右两个固定弹簧,所述固定弹簧固定连接有锁块,所述锁块固定连接有电磁铁,所述锁块能够与固定块接触,所述固定块固定连接有花纹板。
8.优选的,所述转换机构包括所述成型腔下端壁固定连接的摆放箱,所述摆放箱固定连接有弹簧,所述弹簧固定连接有摆台。
9.优选的,所述成型腔下端壁固定连接有旋转电机,所述旋转电机动力连接有转轴,所述转轴固定连接有摆放台。
10.与现有技术相比,本发明提供了一种pvc装饰材料的装饰件成型工艺,具备以下有益效果:本发明设置的容器,能够使得pvc熔融溶液保持液体状态,也能够回收多余的pvc,减少资源浪费,降低成本,提高成品率,并且对于比较难脱模的装饰件脱模更加方便,减少因为暴力脱模造成装饰件的损坏;利用设置的施力块,能够固定住花纹板,施力块可以更换花纹板,从而满足加工的多样性,而且施力块还能够对花纹板进行降温,使得pvc凝固加快,提高效率,而且施力块内的冷凝水可以循环重复利用,节约资源。
附图说明
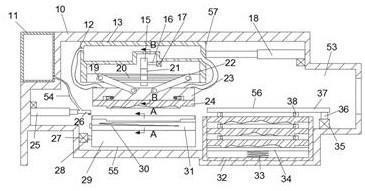
11.图1是本发明的一种pvc装饰材料的装饰件成型工艺内部结构示意图;图2是本发明图1中a-a的示意图;图3是本发明图1中b-b的示意图;图4是本发明图1的局部放大示意图。
具体实施方式
12.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
13.如图1-图4,根据本发明的实施例的一种pvc装饰材料的装饰件成型工艺,包括机壳10,所述机壳10内设有与外界连通的成型腔53,所述机壳10内设有输送机构55、转换机构56和挤压机构57,所述转换机构56能够收集整理翻模模板,所述挤压机构57能够完成挤压的动作;所述输送机构55包括能够添加pvc的熔融溶液进入容器内的加料机构54,所述成型腔53左端壁固定连接有输送电机27,所述输送电机27动力连接有输送轴28,所述输送轴28固定连接有主动带轮50,所述成型腔53左右端壁固定连接有被动轴46,所述被动轴46转动连接有被动带轮45,所述被动带轮45和是主动带轮50之间通过皮带29连接,所述皮带29固定连接有滑杆48,所述滑杆48滑动连接有套杆44,所述套杆44和所述滑杆48通过填充弹簧49连接,所述套杆44固定连接有毛刷杆43,所述毛刷杆43固定连接有气泵41,所述毛刷杆43滑动连接有推块42,所述毛刷杆43固定连接有木塞14,方便对毛刷杆43内添加脱模剂,所述毛刷杆43上端固定连接有毛刷40,所述毛刷杆43内装有脱模剂,输送电机27启动,从而带动输送轴28转动,从而带动主动带轮50转动,从而带动被动轴46转动,从而带动皮带29转动,从而带动滑杆48向后移动。
14.在本发明的实施例中,所述加料机构54包括所述皮带29上端面固定连接的容器31,所述容器31内设有加热器30,所述加热器30能够给所述容器31加热,所述加热器30内设有温度计,通过温度计的数据控制所述加热器30,所述机壳10上端面固定连接有储存箱11,所述成型腔53左端壁固定连接有气缸25,所述气缸25和所述储存箱11之间通过连接管26连
接,所述连接管26前端设有加热器,可以使得连接管26被加热熔融。
15.在本发明的实施例中,所述挤压机构57包括所述成型腔53右端壁固定连接的液压杆18,所述液压杆18固定连接有固定架13,所述固定架13内设有水槽,所述固定架13固定连接有电机17,所述电机17动力连接有齿轮轴16,所述齿轮轴16固定连接有齿轮15,所述固定架13滑动连接有左右两个移动杆19,所述移动杆19转动连接有前后两个旋转杆22,所述移动杆19之间螺纹连接有丝杆20,两个所述移动杆19螺纹相反,所述丝杆20固定连接有被动齿轮21,所述旋转杆22另一端转动连接有施力块23,所述施力块23内设有水槽,所述固定架13内的水槽和所述固定架13水槽通过两个输送管12连接,所述施力块23固定连接有左右两个固定弹簧51,所述固定弹簧51固定连接有锁块52,所述锁块52滑动连接有施力块23,所述锁块52固定连接有电磁铁39,所述锁块52能够与固定块38接触,所述固定块38固定连接有花纹板24,所述花纹板24可以设置多个形状的模板形状。
16.在本发明的实施例中,所述转换机构56包括所述成型腔53下端壁固定连接的摆放箱32,所述摆放箱32固定连接有弹簧33,所述弹簧33固定连接有摆台34,所述摆台34上放置有多个所述花纹板24,所述成型腔53下端壁固定连接有旋转电机35,所述旋转电机35动力连接有转轴36,所述转轴36固定连接有摆放台37。
17.本发明的一种pvc装饰材料的装饰件成型工艺,其工作流程如下:初始状态时,弹簧33、填充弹簧49处于收缩状态,固定弹簧51处于拉长位置,施力块23处于最高位置,毛刷杆43处于最低位置,摆放台37处于最左端位置,容器31处于施力块23下端,液压杆18处于伸长状态,气缸25处于收缩状态。
18.当需要加工时,储存箱11内的材料进行加热,然后旋转电机35启动,从而带动转轴36转动,从而摆放台37转动一百八十度,从而使得摆放台37不挡住摆放箱32,然后打开机壳10的门然后在摆放箱32内放入需要加工模板的花纹板24,然后关上门,旋转电机35反向启动,从而带动摆放台37复位,同时输送电机27启动,从而打动输送轴28转动,从而带动主动带轮50转动,从而带动皮带29抓动,从而带动滑杆48向后移动,此时继电器47停止,套杆44在填充弹簧49作用下向上移动,从而带动毛刷杆43向上移动,从而带动毛刷40向上移动,当毛刷40接触到花纹板24是,气泵41启动充气,从而带动推块42向上移动,从而使得脱模剂被毛刷沾染,均匀的涂抹在花纹板24上;然后,涂抹完成后输送电机27反向启动,从而带动容器31复位,然后此时气缸25启动伸长,从而带动连接管26向右移动到容器31内停止,此时连接管26上的加热器加热并且打开,使得pvc熔融溶液进入容器31凹槽内,然后容器31上的加热器30开始加热,然后使得溶液保持熔融状态,然后此时连接管26通道关闭,加热器关闭,然后气缸25启动收缩复位,然后电机17启动,从而带动齿轮轴16转动,从而带动齿轮15转动,从而带动被动齿轮21转动,从而带动丝杆20转动,从而带动移动杆19向中心移动,从而带动旋转杆22旋转,从而带动施力块23向下移动,从而带动花纹板24向下移动,当花纹板24挤压容器31时,加热器30停止然后固定架13内的水槽和施力块23内的水槽的水通过输送管12互相传递,给花纹板24降温加速pvc熔融溶液的快速凝结,然后灯pvc凝结后,电机17反向启动,使得花纹板24复位,由于花纹板24上存在脱模剂,pvc冷却后的材料黏在容器31上,然后此时加热器30和输送电机27启动,从而带动容器31加热,从而使得容器31向后移动,由于容器31加热后pvc容易脱模,方便取出,然后取出pvc材料后,剩余的pvc被容器31继续加热成熔融状态,然后输送电
机27反向启动,使得容器31复位,然后气缸25启动伸长,连接管26打开继续添加熔融溶液,然后气缸25启动收缩,然后电机17启动;此时,如果需要更换花纹板24,此时液压杆18启动收缩,从而带动固定架13向右移动,从而带动花纹板24向右移动,直到花纹板24运动到摆放台37上端,然后电磁铁39停止,锁块52在固定弹簧51作用下向远离中心移动,然后固定块38收到花纹板24重力脱离施力块23,然后旋转电机35启动,从而带动花纹板24运动一百八十度,使得花纹板24运动到机壳10外,然后此时电机17启动,从而使得施力块23向下移动,然后固定块38移动到施力块23内,然后皮带29启动,从而带动锁块52向中心移动,从而使得锁块52锁住固定块38,然后电机17反向启动,从而使得施力块23复位,然后液压杆18启动伸长,从而带动施力块23向左复位,旋转电机35反向启动,从而使得摆放台37复位,摆台34因为花纹板24减少重量后在弹簧33作用下向上移动,使得下一个花纹板24复位第一个花纹板24位置,脱模剂用完后,打开木塞14,然后往毛刷杆43内灌脱模剂,脱模剂推开推块42复位。
19.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
