1.本发明涉及板材加工技术领域,尤其是涉及一种一体板的制造工艺及应用。
背景技术:
2.目前的硫氧镁板存在强度低、结构不稳定、保温性能差等缺点,限制了其应用推广。尤其是用于装配式建筑时,目前的硫氧镁板不能满足剪力墙板的要求,只能用作内墙或者装饰面,有待对此进行改进。
技术实现要素:
3.本发明的目的在于克服上述现有技术的不足,提供一种一体板的制造工艺及应用,制得的一体板具有保温、装饰的效果,结构稳定、强度高,可作为主体结构的墙面使用。
4.为了实现上述目的,本发明采用如下技术方案:
5.一种一体板的制造工艺,包括以下步骤:
6.①
在模具板上喷涂基板层一,在基板层一上铺设玻纤网,在玻纤网上铺设基板层二,在基板层二上铺设无纺布一后挤压得到基板;
7.②
在无纺布一上铺设芯板层,在芯板层上铺设无纺布二并挤压,在芯板层表面挤压出水电槽;
8.③
在初凝房内初凝后脱下模具板;
9.④
在固化房内固化;
10.⑤
对开设水电槽的一面进行打磨得到半成品,在打磨面涂胶将两个半成品粘合;
11.⑥
四边切边;
12.⑦
在芯板层周边铣槽得到产品。
13.所述基板层一和基板层二包括5.5份硫氧镁、1份短玻纤、3份木屑、0.5份粘合添加剂、0.01份催化剂及辅料。
14.所述芯板层包括3份硫氧镁、1份短玻纤、6份聚氨酯颗粒、0.02份催化剂、促进剂及辅料,芯板层的厚度为70-75mm。
15.步骤
⑦
中,得到产品后对产品正反面进行打磨,在打磨后的产品正反面粘合pvc层,pvc层在常温下固化3个小时。
16.步骤
⑦
中,在芯板层周边铣槽得到产品一,所述产品一包括分别位于前后两边的公槽和母槽,所述公槽和母槽形成插套配合,公槽和母槽开设于芯板层。
17.步骤
⑦
中,在芯板层周边铣槽得到产品二,所述产品二包括位于四边的平槽,所述平槽开设于芯板层。
18.在喷涂基板层一前先在模具板上刷脱模油,模具板的进给速度为10块/分钟,所述玻纤网的网眼大小为10mm
×
10mm,玻纤网的尺寸大于基板层一,所述基板层二的厚度为4mm,基板层一的厚度为1mm,所述基板包括基板层一、玻纤网和基板层二,基板的厚度为5mm,所述水电槽为半蜂窝状,所述初凝房内控制温度为35-40℃,湿度为50%-60%,初凝7
个小时,所述固化房内控制温度为15-35℃,湿度为50%-80%,固化150个小时,多个所述水电槽间隔分布且每个水电槽贯穿芯板层表面的两端,对开设水电槽的一面打磨至厚度h/2
±
0.5mm,粗糙度小于100μm。
19.一种一体板的应用,将一体板应用到墙体。
20.多个产品一通过公槽和母槽前后依次拼接得到内墙体,插套配合的公槽和母槽之间打入免钉胶,位于两端的两个产品一的外露端通过砂浆和免钉胶固定。
21.多个产品二配合立柱、底梁、顶梁得到外墙体,所述顶梁和底梁上下相对分布,顶梁配套插入产品二上端的平槽,底梁配套插入产品二下端的平槽,每个产品二的两侧的平槽内均配套插入立柱,相邻两个产品二之间配套插入一个立柱,立柱的上下端分别与顶梁和底梁固定。
22.本发明的有益效果是:在基板层中嵌入玻纤网且玻纤网靠近基板层的外表面处,可极大提高产品的强度,确保结构稳定;无纺布使得挤压过程中不黏连,确保结构稳定;芯板层厚度大且使用了聚氨酯颗,可以大幅提高产品的保温隔热性能;蜂窝状的水电槽也可提高整体结构强度。本工艺制得的一体板具有保温、装饰的效果,可作为主体结构的墙面使用。
附图说明
23.图1为模具板和基板层一配合示意图;
24.图2为模具板、基板层一、玻纤网配合示意图;
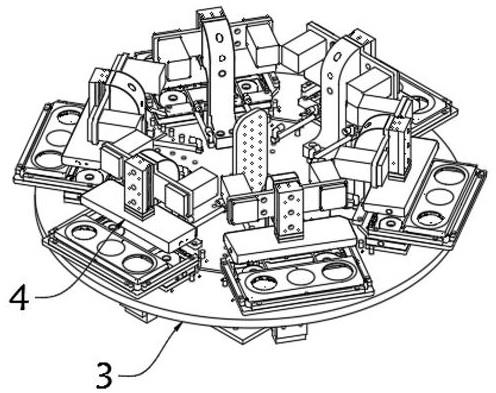
25.图3为模具板、基板层一、玻纤网、基板层二、无纺布一配合示意图;
26.图4为模具板、基板层一、玻纤网、基板层二、无纺布一、芯板层、无纺布二配合示意图;
27.图5为在图4基础上加工出水电槽后的示意图;
28.图6为在图5的基础上进行打磨后的示意图;
29.图7为两个图6的半成品进行粘合并切边后的的示意图;
30.图8为在图7的基础上加工公母槽后的示意图;
31.图9为两个图8的产品拼接后的的示意图;
32.图10为在图7的基础上加工平槽后的示意图;
33.图11为图10中a处的放大图;
34.图12为图10的产品的安装示意图;
35.图13为图12中b处的放大图。
36.图中:模具板1、基板层一2、玻纤网3、基板层二4、无纺布一5、芯板层6、无纺布二7、水电槽8、产品一9、公槽91、母槽92、产品二93、平槽94、立柱95、底梁96、顶梁97。
具体实施方式
37.下面结合附图和具体实施方式对本发明作进一步描述:
38.如图1~图13所示,一种一体板的制造工艺,包括以下步骤:
39.①
模具板1上喷涂基板层一2,模具板1的进给速度为10块/分钟,模具板1采用abs板,在喷涂基板层一2前先在模具板1上刷脱模油,防止后续得到的半成品黏连模具板1,方
便脱模,基板层一2的范围不超出模具板1的范围。
40.基板层一2的厚度为1mm,因此采用喷涂的方式。
41.在基板层一2上铺设玻纤网3,所述玻纤网3的网眼大小为10mm
×
10mm,玻纤网3的尺寸大于基板层一2,这样能够确保玻纤网3对基板层一2进行全覆盖,不会因为覆盖不全而出现某些部位结构强度不达标的情况。玻纤网3的范围不超出模具板1的范围,玻纤网3可以提高基板的结构强度,同时防止后续脱模时半成品弯曲变形。
42.在玻纤网3上铺设基板层二4,所述基板层一2和基板层二4包括5.5份硫氧镁、1份短玻纤、3份木屑、0.5份粘合添加剂、0.01份催化剂及辅料。硫氧镁为基板层的主要构成成分;短玻纤用于增加强度;木屑可以减小板重,减小密度,轻化板材;粘合添加剂用于粘合各成分进而构成一个整体。基板层二4的范围与基板层一2相当即可。
43.所述基板层二4的厚度为4mm,基板层二4的厚度较大,采用在玻纤网3上倒入硫氧镁、短玻纤、木屑、粘合添加剂、催化剂及辅料的半流体混合料的方式。由于使用时基板层一2几乎作为最外层,因此要使玻纤网3尽可能靠外,这样才能最大程度加强结构强度,因此玻纤网3设在整个基板层靠近外侧的1mm处。
44.在基板层二4上铺设无纺布一5后挤压得到基板;采用滚轮挤压,无纺布一5能防止基板层的混合物黏连滚轮。
45.所述基板包括基板层一2、玻纤网3和基板层二4,基板的厚度为5mm,即基板层一2和基板层二4的厚度之和,玻纤网3为嵌入式,其厚度不计入。
46.②
在无纺布一5上铺设芯板层6,所述芯板层6包括3份硫氧镁、1份短玻纤、6份聚氨酯颗粒、0.02份催化剂、促进剂及辅料,芯板层6的厚度为70-75mm。硫氧镁作为主要构成成分;短玻纤用于增加强度;聚氨酯颗粒可以减小板重,减小密度,轻化板材。采用在无纺布一5上倒入硫氧镁、短玻纤、聚氨酯颗粒、催化剂、促进剂及辅料的半流体混合料的方式。芯板层6的范围与基板层一2相当即可。芯板层6的厚度大,加上使用了聚氨酯颗,可以提高产品的保温隔热性能。
47.在芯板层6上铺设无纺布二7并挤压,在芯板层6表面挤压出水电槽8;采用滚轮挤压,无纺布二7能防止芯板层6的混合物黏连滚轮。水电槽8为在芯板层6表面凹陷的槽,挤压后无纺布二7依旧全部贴合芯板层6(包括贴合水电槽8)。
48.所述水电槽8为半蜂窝状,水电槽8的深度为25-50mm。后续两个半成品粘合后形成一个个完整的蜂窝状的水电槽8,多个所述水电槽8间隔分布且每个水电槽8贯穿芯板层6表面的两端,水电槽8用于走线,后续作为墙板使用时,水电槽8为竖直方向分布且贯穿芯板层6上下两端;水电槽8的设计还可以节约材料并提高结构强度。
49.③
在初凝房内初凝后脱下模具板1;所述初凝房内控制温度为35-40℃,湿度为50%-60%,初凝7个小时。
50.④
将脱下模具板1后的半成品在固化房内固化;所述固化房内控制温度为15-35℃,湿度为50%-80%,固化150个小时。
51.⑤
对开设水电槽8的一面进行打磨得到半成品,对开设水电槽8的一面打磨至厚度h/2
±
0.5mm,粗糙度小于100μm。只对无纺布二7所在的水平面进行精铣磨平,不对凹陷的水电槽8进行打磨,打磨后芯板层6水平面处的无纺布二7被全部打磨掉,水电槽8内的无纺布二7依然得以保留,参照图6。
52.在打磨面涂胶将两个半成品粘合;涂的是聚氨酯胶,粘结厚度2mm,由于涂胶处已经没有无纺布二7,因此容易将两个半成品进行粘合,参照图7。
53.⑥
四边切边;切制1220
×
2440或者客户要求的尺寸,切边后四周平整(玻纤网3不再超出边框范围)。
54.⑦
在芯板层6周边铣槽得到产品。产品有两种形式,包括产品一9和产品二93。
55.参照图8,步骤
⑦
中,在芯板层6周边铣槽得到产品一9,所述产品一9包括分别位于前后两边的公槽91和母槽92,所述公槽91和母槽92形成插套配合,公槽91和母槽92开设于芯板层6。
56.参照图10、图11,步骤
⑦
中,在芯板层6周边铣槽得到产品二93,所述产品二93包括位于四边的平槽94,所述平槽94开设于芯板层6。
57.步骤
⑦
中,得到产品后对产品正反面进行打磨(即打磨基板层一2),磨至厚度h,粗糙度小于100μm;在打磨后的产品正反面粘合pvc层,粘合pvc层可以是喷涂pvc胶或黏贴pvc皮,pvc层在常温下固化3个小时。
58.本实施例将一体板应用到墙体。
59.参照图9,多个产品一9通过公槽91和母槽92前后依次拼接得到内墙体,该内墙体为无钢管作为支撑的内墙体,插套配合的公槽91和母槽92之间打入免钉胶,位于两端的两个产品一9的外露端通过砂浆和免钉胶固定。
60.例如,需要在室内通过内墙体进行隔断时,将多个产品一9拼接形成一个整墙,这样整墙的两端会有一个公槽91和母槽92(即外露端),可以根据现场时间情况调整尺寸,磨掉一部分公槽91或母槽92,还可用砂浆灌注弥补整墙与室内原有的墙壁之间的间隙,最终通过免钉胶填充整墙的两端和室内原有的墙壁之间的间隙。
61.参照图10-图13,多个产品二93配合多个立柱95、底梁96、顶梁97得到外墙体,所述顶梁97和底梁96上下相对分布,顶梁97配套插入产品二93上端的平槽94,底梁96配套插入产品二93下端的平槽94,顶梁97和底梁96均为凵字型结构且上下对称分布,顶梁97的上端为平面端且顶梁97的上端超出产品二93的上端,稍微超出即可;底梁96的下端为平面端且底梁96的下端超出产品二93的下端,稍微超出即可;底梁96直接固定于地面,顶梁97可与上层房屋框架连接固定(用于装配式建筑)。
62.每个产品二93的两侧的平槽94内均配套插入立柱95,相邻两个产品二93之间配套插入一个立柱95,每个立柱95的宽度约等于两倍的侧边平槽94的深度,这样两个相邻的产品二93拼接后位于两者之间的立柱95不会外露,整体美观。
63.立柱95的上下端分别与顶梁97和底梁96固定。
64.安装时,先固定底梁96和位于一侧的一个立柱95,将产品二93插入底梁96的槽内,平移靠紧位于一侧的该立柱95,将第二个立柱95安装进底梁96的槽与产品二93的平槽94处,这样依次安装,最后安装顶梁97。
65.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。