1.本发明属于精密零件制造技术领域,具体为一种卡座注塑自动上料装置。
背景技术:
2.目前,采用卡座注塑生产的过程所使用的注塑机设有上模座与注塑模座,上模座连接注塑机,注塑模座固定连接于气缸伸缩端,朝向工作人员操作方向伸出或缩回,注塑流程为,操作人员将待注塑卡座支架安装于注塑模座的安装槽c上,注塑模座回缩至上模座下方,上模座下压,进行注塑,成品完成后,操作人员将成品取下再放上新的待注塑卡座支架,重复生产过程,每注塑一次安装槽c需要使用气枪清理一次。
3.这样的操作,严重影响了生产产能,同时,大大增加了员工的工作量。
技术实现要素:
4.本发明要解决的技术问题是提供一种卡座注塑自动上料装置,能够实现待注塑卡座支架自动上料,自动卸料成品,上料与卸料同时进行,还无需人工清理注塑模座,提高了工作效率。
5.本发明通过以下技术方案实现:一种卡座注塑自动上料装置,包括,支撑架a,所述支撑架a安装于注塑机操作台上;安装模座,所述安装模座固定连接于支撑架一侧,所述安装模座上表面设有与待注塑卡座支架下表面相匹配的安装槽a;第一转移装置,所述第一转移装置包括第一转移模块,所述第一转移模块下表面设有与待注塑卡座支架上表面相匹配的安装槽b,所述第一转移模块下表面设有用于吸附待注塑卡座支架的多个吸附孔,所述吸附孔联通负压气源;驱动装置a,所述驱动装置a固定连接于支撑架a,所述驱动装置a用于驱动第一转移装置左右运动,由安装模座上方运动至注塑模座的安装槽c上方;驱动装置b,所述驱动装置b固定连接于驱动装置a上,所述第一转移装置固定连接于驱动装置b并在驱动装置b作用下上下运动。
6.进一步地,所述挡边与立板的横向中心面位于同一平面上。所述第一转移模块靠近注塑模座一侧固定连接有吹气模块,所述吹气模块靠近注塑模座的侧面斜向设有朝向注塑模座上表面设置的吹气孔,所述吹气孔联通正压气源。
7.进一步地,所述吸附孔上还连接有正压气源。
8.进一步地,所述安装模座上设有定位杆,所述第一转移模块上设有与定位杆相匹配的定位孔,所述第一转移模块在驱动装置b驱动下朝向安装模座运动时,所述定位杆插入定位孔内,所述吸附孔在负压气源作用下,吸附起待注塑卡座支架。
9.进一步地,所述第一转移装置还包括支撑板,所述支撑板固定连接于驱动装置b的伸缩端上,所述支撑板四角分别设有通孔,所述第一转移模块上表面固定连接有导向杆,所
述导向杆杆身穿接于通孔,其自由端固定连接有直径大于通孔的限位块,位于限位块与第一转移模块之间设置有平面推力球轴承,所述平面推力球轴承套接于导向杆上。
10.进一步地,所述第一转移模块上表面与支撑板之间还设置有压缩弹簧。
11.进一步地,所述驱动装置b驱动端固定连接有支撑架b,所述支撑板固定连接于支撑架b一端,所述支撑架b另一端固定连接有第二转移模块,所述第二转移模块上设有吸附装置,所述安装槽b位于正上方时,所述吸附装置位于安装槽c正上方,所述吸附装置联通负压气源,用于吸附注塑模座上的成品卡座。
12.进一步地,所述吸附装置为固定连接于第二转移模块上的塑料软吸管,位于支撑架a上还设有承接盘,所述驱动装置a驱动安装槽b位于安装槽c正上方时,所述第二转移模块位于承接盘正上方。
13.进一步地,所述驱动装置a为伸缩杆横向设置的气缸、所述驱动装置b为伸缩杆竖直设置的气缸。
14.进一步地,所述安装模座固定连接于驱动装置c伸缩杆上,所述驱动装置c为朝向操作员伸缩设置的气缸。
15.本发明的有益效果是;一、本发明安装模座可以在卡座支架进行注塑时,提前放置好下一待注塑的卡座支架,提高了工作效率,通过驱动装置a、驱动装置b实现了第一转移模块将待注塑卡座支架从安装槽a转移至安装槽c内进行注塑操作,提高了生产效率。
16.二、通过设置吹气模块利用自动上料时间对安装槽c进行清理,无需再人工进行气枪冲洗,提高了工作效率。
17.三、通过吸附孔连接正压气源,可以在需要将待注塑卡座支架放入安装槽c时接通,避免安装槽b粘连待注塑卡座支架,保证注塑时的准确性。
18.四、通过设置定位杆与定位孔配合保证第一转移模块转移待注塑卡座支架时吸附位置的准确性。
19.五、由于需要保证定位杆插入定位孔的准确性,才能提高待注塑卡座支架转移时,安装槽a与安装槽b配合的准确性,通过设置导向杆与通孔配合同时设置平面推力球轴承使得第一转移模块与安装模座配合时有一定的平面位移空间,使得定位杆更容易插入定位孔内,相关设备安装更为容易。
20.六、通过设置压缩弹簧,保证安装槽a与安装槽b配合时,第一转移模块上的吸附孔能够更好的吸附待注塑卡座支架。
21.七、通过设置支撑架b,在支撑架b上设置第二转移模块,实现第一转移模块吸附待注塑卡座支架时,第二转移模块可以同时吸附安装槽c内的成品,上下料可以同时进行。
22.八、通过设置承接盘承接成品,方便快捷。
23.九、通过设置驱动装置c,方便工作人员更方便的将待注塑卡座支架进行放置,不会发生误撞击第一转移模块的问题。
附图说明
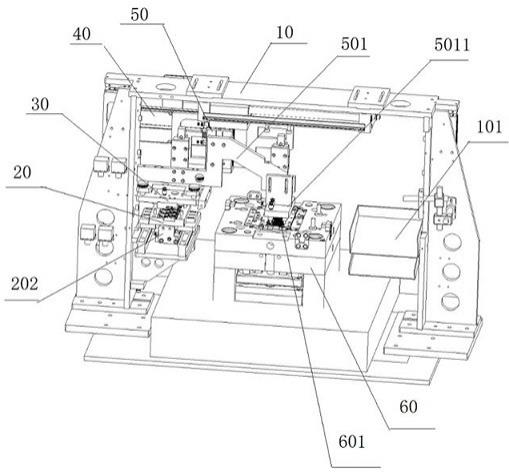
24.图1为本发明结构示意图。
25.图2为本发明第一转移装置结构示意图。
26.图3为第一转移装置下部结构示意图。
27.图4安装模座结构示意图。
28.图5为第二转移装置结构示意图。
29.图6为驱动装置结构示意图。
具体实施方式
30.下面结合附图对本发明进行详细的介绍。
31.如图1~6所示,本发明提供了一种卡座注塑自动上料装置,其特征在于,包括,支撑架a10,所述支撑架a10安装于注塑机操作台上;安装模座20,所述安装模座20固定连接于支撑架10一侧,所述安装模座20上表面设有与待注塑卡座支架下表面相匹配的安装槽a201;第一转移装置30,所述第一转移装置30包括第一转移模块301,所述第一转移模块301下表面设有与待注塑卡座支架上表面相匹配的安装槽b3011,所述第一转移模块301下表面设有用于吸附待注塑卡座支架的多个吸附孔3012,所述吸附孔3012联通负压气源;驱动装置a40,所述驱动装置a40固定连接于支撑架a10,所述驱动装置a40用于驱动第一转移装置30左右运动,由安装模座20上方运动至注塑模座60的安装槽c601上方;驱动装置b50,所述驱动装置b50固定连接于驱动装置a40上,所述第一转移装置30固定连接于驱动装置b50并在驱动装置b50作用下上下运动。
32.具体来说,驱动装置a40驱动装置b50均采用气缸,其中驱动装置a40横向设置,控制第一转移装置30往返水平方向往返安装模座20与注塑模座60之间,驱动装置b50竖直设置,控制安装槽b3011配合安装槽a201、安装槽c601,吸附孔3012可以吸附货释放待注塑卡座支架。
33.进一步的,为了方便的对安装槽c进行清理,所述第一转移模块301靠近注塑模座一侧固定连接有吹气模块302,所述吹气模块302靠近注塑模座的侧面斜向设有朝向注塑模座上表面设置的吹气孔3021,所述吹气孔3021联通正压气源。
34.进一步的,为了避免第一转移模块301,粘连待注塑卡座支架,所述吸附孔3012上还连接有正压气源,可以在安装槽b与安装槽c配合时将待注塑卡座支架吹离安装槽b,贴合安装槽c。
35.进一步的,为了保证待注塑卡座支架转移时吸附孔3012吸附位置的准确性,所述安装模座20上设有定位杆203,所述第一转移模块301上设有与定位杆203相匹配的定位孔3015,所述第一转移模块301在驱动装置b50驱动下朝向安装模座20运动时,所述定位杆203插入定位孔3015内,所述吸附孔3012在负压气源作用下,吸附起待注塑卡座支架。
36.进一步的,为了方便对相关设备安装时允许有一定量的误差,所述第一转移装置30还包括支撑板303,所述支撑板303固定连接于驱动装置b50的伸缩端上,所述支撑板303四角分别设有通孔3031,所述第一转移模块301上表面固定连接有导向杆3011,所述导向杆3011杆身穿接于通孔3031,其自由端固定连接有直径大于通孔3031的限位块3013,位于限位块3013与第一转移模块301之间设置有平面推力球轴承3014,所述平面推力球轴承3014套接于导向杆3011上,这样一旦定位杆203与定位孔3015之间存在了误差,通过平面推力球轴承3014的设置,可以使得第一转移模块301有一定的平移距离。
37.进一步的,为了保证待注塑卡座支架进入安装槽b时能够吸附更稳定,所述第一转移模块301上表面与支撑板303之间还设置有压缩弹簧304。
38.进一步地,为了对注塑模座的上下料可以快速进行,所述驱动装置b50驱动端固定连接有支撑架b501,所述支撑板303固定连接于支撑架b501一端,所述支撑架b501另一端固定连接有第二转移模块5011,所述第二转移模块5011上设有吸附装置5012,所述安装槽b3011位于正上方时,所述吸附装置5012位于安装槽c601正上方,所述吸附装置5012联通负压气源,用于吸附注塑模座上的成品卡座。
39.进一步的,为了避免吸附装置5012在吸附成品时与成品发生撞击造成成品损伤,所述吸附装置5012为固定连接于第二转移模块5011上的塑料软吸管,为了方便存放成品,位于支撑架a10上还设有承接盘101,为了保证成品落入承接盘101所述驱动装置a40驱动安装槽b3011位于安装槽c601正上方时,所述第二转移模块5011位于承接盘101正上方。
40.进一步的,为了方便操作人员安装待注塑卡座支架,避免上料时发生撞击第一转移装置30的问题,所述安装模座20固定连接于驱动装置c202伸缩杆上,所述驱动装置c202为朝向操作员伸缩设置的气缸。
41.使用时,首先操作人员将待注塑卡座支架放置于安装槽a上,驱动装置c带动安装槽a至安装槽b正下方,待注塑完毕后,注塑模座在伸缩装置图中未示出驱动至第二转移模块5011下方,驱动装置b驱动支撑架b501向下移动,移动到位时,吸附孔3012吸附待注塑卡座支架,吸附装置5012吸附已注塑模座上的成品,驱动装置b再驱动支撑架b上升,完成后,驱动装置a驱动第一转移模块至注塑模座上方,第二转移模块至承接盘上方,驱动装置b再驱动支撑架b下降,进行放置模具,放置成品,完成一次工作流程。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。