1.本专利涉及储能器件生产技术领域,具体涉及一种锂离子电池极片与极耳焊接工装。
背景技术:
2.软包锂离子电池具有能量密度高、重量轻、设计灵活等优点被广泛应用于锂电池生产中。其中卷绕结构因其生产速度快、效率高成本低被大多数厂家所采用。在卷绕结构锂离子电池生产制造中,需要用超声波焊接机将正、负极极耳分别与正、负极集流体焊接,从而保证在锂电池工作时形成电子导电通路。由于电池的应用场景多种多样,所以电池型号也门类繁多,因此导致电池的极耳中心距设计、极耳宽度、极耳胶高高度均不相同。所以在极耳与极片焊接过程中影响因素多变,如只依赖手工操作,会因工人的熟练度及视觉误差导致极耳焊接位置偏差,最终使得电池极耳中心距、电池正负极极耳胶高不一致等影响电池外观一致性的问题出现;卷绕时正负极极耳胶重叠导致电芯顶部封口漏液影响电池安全性能。
3.基于以上原因,需要一种能够方便控制极耳焊接位置,使得极耳到极片侧边距离及极耳胶到极片顶端距离得到准确一致的工装制具。市场上关于电芯与极耳焊接的夹具或设备很多,但是极片与极耳焊接的工装或夹具很少。专利cn209062344u虽然也提出了一种极耳焊接工装,但是在工装合页合体开始就伴随着极耳位置移动的问题,虽能批量焊接极耳,但是由于极耳位置不正确,也会导致批量焊接错误,提高产品不良率。专利cn208556257u虽然也提出了一种极耳焊接工装,但是不能实现极耳与极片成90
°
焊接,与实际生产脱轨。本实用新型发明了一种锂电池极片与极耳在准确位置焊接,且速度快、效率高,简易便于生产,支持多种型号锂电池的极耳焊接的工装。
技术实现要素:
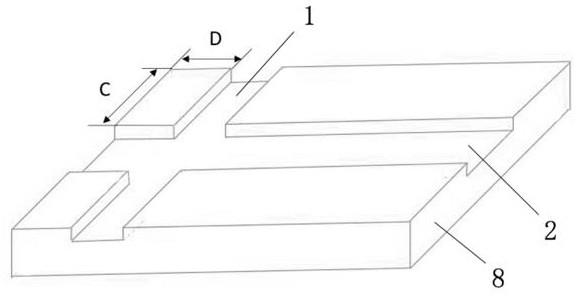
4.为实现上述目的,本实用新型采取的技术方案为:一种锂电池极片与极耳焊接工装,包括焊接极耳放置卡槽座,所述焊接极耳放置卡槽座的外形为矩形,所述焊接极耳放置卡槽座的上表面设有极耳胶卡槽和极耳卡槽,所述极耳胶卡槽和极耳卡槽相互垂直,所述极耳卡槽到焊接极耳放置卡槽座侧边的宽度c用于控制极耳到极片侧边的距离,所述极耳胶卡槽到焊接极耳放置卡槽座侧边的宽度d用于制极耳胶到极片顶端距离,所述极耳胶卡槽的宽度大于极耳胶的宽度,所述极耳卡槽的宽度大于极耳的宽度。
5.优选的所述极耳胶卡槽的宽度比极耳胶的宽度宽0.5-1毫米。
6.优选的所述极耳胶的厚度比极耳胶卡槽的深度大0.05-0.1毫米。
7.优选的所述极耳卡槽的宽度比极耳的宽度宽0.5-1毫米。
8.优选的所述极耳的厚度比极耳卡槽的深度大0.05-0.1毫米。
9.本实用新型涉及的一种锂电池极片与极耳焊接工装具,该锂电池极片与极耳焊接工装具在使用过程中,将锂电池极片与极耳焊接工装与超声波极耳焊接工作台贴合对齐位
置固定,将欲焊接极片在指定位置横平竖直的放平,先将极耳胶放置在极耳胶卡槽内,将欲使用极耳按照焊接方式放到极耳卡槽内,保证极耳胶和极耳均在指定卡槽内,如图2所示,启动超声波焊接器,进行超声波焊接,则出现不过焊、不虚焊的焊点,极耳与极片焊接完成,保证了极片一侧的极片物料区清洁完整。极耳胶卡槽的宽度大于极耳胶的宽度,所述极耳卡槽的宽度大于极耳的宽度,保证了极耳胶和极耳能快速放入和拿出焊接极耳放置卡槽座。总之,本实用新型涉及的一种锂电池极片与极耳焊接工装能够使得电池极片与极耳在准确位置焊接,焊接速度快、效率高,工装简易便于生产,支持多种型号锂电池的极耳焊接。
附图说明
10.图1为本实用新型一种锂电池极片与极耳焊接工装的结构示意图;
11.图2为本实用新型一种锂电池极片与极耳焊接工装的使用状态参考图;
12.图中:1、极耳胶卡槽;2、极耳卡槽;3、极片;4、极片物料区;5、极耳胶;6、极耳;7、焊点;8、焊接极耳放置卡槽座。
具体实施方式
13.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
14.具体实施例一,如图1和图2所示,一种锂电池极片与极耳焊接工装,包括焊接极耳放置卡槽座8,所述焊接极耳放置卡槽座8的外形为矩形,所述焊接极耳放置卡槽座(8)的上表面设有极耳胶卡槽1和极耳卡槽2,所述极耳胶卡槽1和极耳卡槽2相互垂直,所述极耳卡槽2到焊接极耳放置卡槽座8侧边的宽度c用于控制极耳6到极片3侧边的距离,所述极耳胶卡槽1到焊接极耳放置卡槽座8侧边的宽度d用于制极耳胶5到极片3顶端距离,所述极耳胶卡槽1的宽度大于极耳胶5的宽度,所述极耳卡槽2的宽度大于极耳6的宽度,所述极耳胶卡槽1的宽度比极耳胶5的宽度宽0.5-1毫米,所述极耳胶5的厚度比极耳胶卡槽1的深度大0.05-0.1毫米,所述极耳卡槽2的宽度比极耳6的宽度宽0.5-1毫米,所述极耳6的厚度比极耳卡槽2的深度大0.05-0.1毫米。
15.本实用新型涉及的一种锂电池极片与极耳焊接工装具,该锂电池极片与极耳焊接工装具在使用过程中,将锂电池极片与极耳焊接工装与超声波极耳焊接工作台贴合对齐位置固定,将欲焊接极片3在指定位置横平竖直的放平,先将极耳胶5放置在极耳胶卡槽1内,将欲使用极耳6按照焊接方式放到极耳卡槽2内,保证极耳胶5和极耳6均在指定卡槽内,如图2所示,启动超声波焊接器,进行超声波焊接,则出现不过焊、不虚焊的焊点7,极耳与极片焊接完成,保证了极片3一侧的极片物料区4清洁完整。极耳胶卡槽1的宽度大于极耳胶5的宽度,所述极耳卡槽2的宽度大于极耳6的宽度,保证了极耳胶5和极耳6能快速放入和拿出焊接极耳放置卡槽座8。总之,本实用新型涉及的一种锂电池极片与极耳焊接工装能够使得电池极片与极耳在准确位置焊接,焊接速度快、效率高,工装简易便于生产,支持多种型号锂电池的极耳焊接。
16.需要说明的是,在本文中,诸如第一和第二(一号、二号)等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变
体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
17.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种锂电池极片与极耳焊接工装,包括焊接极耳放置卡槽座(8),其特征在于:所述焊接极耳放置卡槽座(8)的外形为矩形,所述焊接极耳放置卡槽座(8)的上表面设有极耳胶卡槽(1)和极耳卡槽(2),所述极耳胶卡槽(1)和极耳卡槽(2)相互垂直,所述极耳卡槽(2)到焊接极耳放置卡槽座(8)侧边的宽度c用于控制极耳(6)到极片(3)侧边的距离,所述极耳胶卡槽(1)到焊接极耳放置卡槽座(8)侧边的宽度d用于制极耳胶(5)到极片(3)顶端距离,所述极耳胶卡槽(1)的宽度大于极耳胶(5)的宽度,所述极耳卡槽(2)的宽度大于极耳(6)的宽度。2.根据权利要求1所述的一种锂电池极片与极耳焊接工装,其特征在于:所述极耳胶卡槽(1)的宽度比极耳胶(5)的宽度宽0.5-1毫米。3.根据权利要求1所述的一种锂电池极片与极耳焊接工装,其特征在于:所述极耳胶(5)的厚度比极耳胶卡槽(1)的深度大0.05-0.1毫米。4.根据权利要求1所述的一种锂电池极片与极耳焊接工装,其特征在于:所述极耳卡槽(2)的宽度比极耳(6)的宽度宽0.5-1毫米。5.根据权利要求1所述的一种锂电池极片与极耳焊接工装,其特征在于:所述极耳(6)的厚度比极耳卡槽(2)的深度大0.05-0.1毫米。
技术总结
本实用新型涉及的一种锂电池极片与极耳焊接工装具,该锂电池极片与极耳焊接工装具在使用过程中,将锂电池极片与极耳焊接工装与超声波极耳焊接工作台贴合对齐位置固定,将欲焊接极片在指定位置横平竖直的放平,先将极耳胶放置在极耳胶卡槽内,将欲使用极耳按照焊接方式放到极耳卡槽内,保证极耳胶和极耳均在指定卡槽内。极耳胶卡槽的宽度大于极耳胶的宽度,所述极耳卡槽的宽度大于极耳的宽度,保证了极耳胶和极耳能快速放入和拿出焊接极耳放置卡槽座。总之,本实用新型涉及的一种锂电池极片与极耳焊接工装能够使得电池极片与极耳在准确位置焊接,焊接速度快、效率高,工装简易便于生产,支持多种型号锂电池的极耳焊接。支持多种型号锂电池的极耳焊接。支持多种型号锂电池的极耳焊接。
技术研发人员:尚德华 张秋红
受保护的技术使用者:傲普(上海)新能源有限公司
技术研发日:2021.08.11
技术公布日:2022/4/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。