1.本发明是有关于一种电极感应熔化(钝性)气体雾化(eiga,electrode induction melting(inert)gas atomization)线圈,用于部分熔化一电极,用于制造高品质及纯度的金属粉末。一电极感应熔化(钝性)气体雾化线圈是指用于一电极感应熔化(钝性)气体雾化系统的感应线圈,用于执行电极感应熔化(钝性)气体雾化方法。此外,本发明有关于一种用于执行电极感应熔化(钝性)气体雾化方法的设备以及一种用于制造高纯度金属粉末的电极感应熔化(钝性)气体雾化方法。
背景技术:
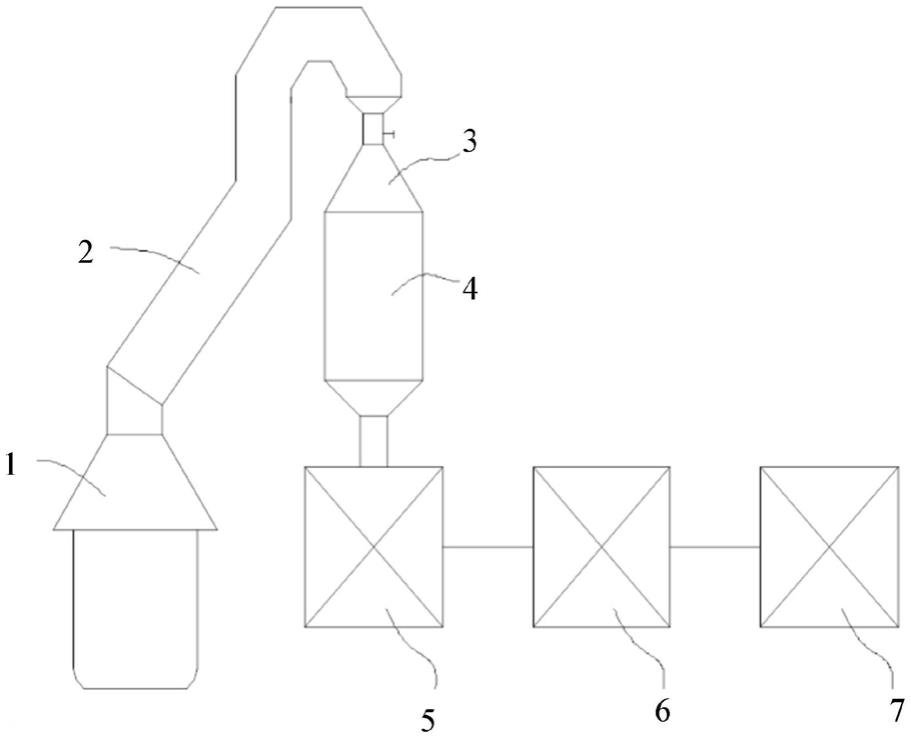
2.用于高纯度金属或贵重金属粉末(例如:钛、锆、铌和钽合金的粉末)的非陶瓷制造的电极感应熔化(钝性)气体雾化方法,是基于执行一电极感应熔化制程。垂直地悬吊的旋转电极持续地在真空或钝气气体大气的环境下被供给至配置于其下方的锥形感应线圈(电极感应熔化(钝性)气体雾化线圈),且通过线圈而无接触地被部分熔化或完全熔化。电极绕着本身纵轴的旋转运动确保了电极的均匀熔化。通过部分熔化或完全熔化制程而产生的熔融材料喷流,接着流动通过配置于感应线圈(电极感应熔化(钝性)气体雾化线圈)下方的一钝气气体喷嘴,在此处被雾化或汽化。微液滴的雾接着在下游的雾化塔中固化,且形成球形、细粒状的粉末。所形成的粉末是收集且累积在真空密闭的容器中。
3.由所需金属或特殊合金制成的条形电极可被用于电极感应熔化(钝性)气体雾化方法。特别是,这些电极可具有高达150毫米的直径以及高达1000毫米的长度。
4.将电极感应熔化(钝性)气体雾化线圈(感应线圈)的锥形设计以及一集合发电机频率最佳化,以熔化电极及从电极的一端部滴落熔料。习知的电极感应熔化(钝性)气体雾化线圈为锥形螺旋或锥状延伸的螺旋曲线的形式。为此目的,实际上,形成电极感应熔化(钝性)气体雾化线圈的绕组的铜管是以一既定的形式缠绕。
5.举例来说,上述种类的一种电极感应熔化(钝性)气体雾化方法及相关的电极感应熔化(钝性)气体雾化系统在文件de 41 02 101 a0中公开。
6.在运行电极感应熔化(钝性)气体雾化方法时,可在已知的电极感应熔化(钝性)气体雾化系统中发生,从电极熔化的熔融材料的液滴不会正好落下通过钝气气体喷嘴。反而,举例来说,有些液滴会落在冷的钝气气体喷嘴的边缘或边框上,在该处固化且在特定情况下可部分地或完全地堵塞喷嘴。并且,熔化的液滴可撞击感应线圈,且导致短路,干扰制程流程。
7.因此,本发明的目的是克服先前技术的缺点。特别是,本发明的一目的是提供一种电极感应熔化(钝性)气体雾化线圈、一种用于执行电极感应熔化(钝性)气体雾化方法的设备、以及一种用于制造高纯度金属粉末的方法,避免电极感应熔化(钝性)气体雾化系统被从电极熔化的液滴污染及/或损坏。
8.这些目的通过根据独立权利要求的一种用于熔化电极的电极感应熔化(钝性)气体雾化线圈、一种用于执行电极感应熔化(钝性)气体雾化方法的设备以及一种用于制造高
纯度金属粉末的方法来达成。电极感应熔化(钝性)气体雾化线圈、设备及方法的进一步发展及实施例为附属权利要求的标的及下方说明书的内容。
技术实现要素:
9.根据本发明,用于部分熔化及完全熔化电极的电极感应熔化(钝性)气体雾化线圈包括多个绕组,相对于电极感应熔化(钝性)气体雾化线圈的一中心轴彼此同轴地配置且彼此轴向地间隔分开。电极感应熔化(钝性)气体雾化线圈的中心轴与电极的纵轴同轴地延伸。
10.在本发明的脉络中,用语电极感应熔化(钝性)气体雾化线圈是指一种用于电极感应熔化(钝性)气体雾化系统或用于运行电极感应熔化(钝性)气体雾化方法的感应线圈。电极感应熔化(钝性)气体雾化线圈可包括至少两个绕组,较佳地至少三个绕组或甚至多于三个绕组。
11.根据本发明,多个绕组的每一者为环状的形式,由一间隙中断。因此,电极感应熔化(钝性)气体雾化线圈包括与绕组数量对应的环数量,其中每一环由小宽度的间隙中断,因此为非封闭的。更特定地,每一环为一环段件,包括一第一端部及一第二端部,其中相关的间隙设置在环段件的两个端部之间。因为每一环段件形成几近完整的环,由于相关间隙的非常窄的宽度,在本发明的脉络中,环段件是称为中断环或环。
12.根据本发明,每一中断环相对于中心轴为等距,且在垂直于中心轴并相关于各自环的一平面上延伸。换句话说,多个绕组的每一者在分别的相关平面中延伸,上述平面垂直于中心轴。其中有单独的环或绕组延伸的平面因此彼此平行。换句话说,环或绕组彼此平行地配置。在操作中,其中有单独的环或绕组延伸的平面为水平。应了解的是,绕组及环为三维的物体,且每一绕组及环(更精确地,环体)在垂直于中心轴的仅一平面的延伸描述了一三维物体根据此平面或在此平面的重合方向上的延伸。换句话说,每一绕组或环在垂直于中心轴的仅一平面的延伸描述了形成一(几近完整的)圆环的绕组或环的水平剖面面积仅在此平面延伸。
13.多个绕组中邻接的绕组分别通过一连接部而彼此连接。连接部可在相关的间隙的区域连接至邻接的绕组。特别是,每一连接部可将多个绕组中一绕组的一第二端部连接至多个绕组中邻接的一绕组的一第一端部。
14.电极感应熔化(钝性)气体雾化线圈可具有一整体锥形的设计。为此目的,至少两个绕组或圆环具有不同的内径。在一实施例中,电极感应熔化(钝性)气体雾化线圈的所有绕组可具有不同的内径。替代地,一些绕组可具有相同的内径且可具有相较于电极感应熔化(钝性)气体雾化线圈的其他绕组不同的内径。特别是,当沿着中心轴、在钝气气体喷嘴的下游方向观察时,电极感应熔化(钝性)气体雾化线圈可具有一整体梯形的形状。为此目的,在钝气气体喷嘴的下游方向上配置较靠近的电极感应熔化(钝性)气体雾化线圈的一绕组具有较小或至多与较远离钝气气体喷嘴的绕组相同的内径,其中最靠近钝气气体喷嘴的绕组比最远离钝气气体喷嘴的绕组更小的内径。
15.因为多个绕组的每一者仅在垂直于中心轴的相关平面中延伸,根据本发明,可通过电极感应熔化(钝性)气体雾化线圈来产生作用在电极上的方位角对称的劳仑兹力。因为这些作用在电极上的方位角对称的劳仑兹力彼此抵消,防止电极的横向偏转,且在整个电
极感应熔化(钝性)气体雾化方法中,电极与电极感应熔化(钝性)气体雾化线圈的中心轴保持同轴。这确保了电极的下方尖端(通过电极感应熔化(钝性)气体雾化线圈部分熔化)保持精准地对齐在钝气气体喷嘴的中心上方,使得所产生的熔融金属的喷流或熔融金属的液滴总是在中心通过喷嘴,而不会接触喷嘴的边缘。
16.在先前技术中已知的电极感应熔化(钝性)气体雾化线圈的螺旋结构中,相对的绕组部与电极的距离不同。本发明的发明人已经认识到,由这种电极感应熔化(钝性)气体雾化线圈产生并作用在电极上的劳仑兹力因此是方位角不对称的并且使电极从其垂直方向偏转。这导致电极感应熔化(钝性)气体雾化线圈的中心轴和电极的纵轴之间的偏转角。电极的下方尖端不再位于钝气气体喷嘴上方的中央。结果,从电极熔化的液滴会撞击冷的钝气气体喷嘴的边缘或边框,在该处固化并在特定情况下部分或完全堵塞喷嘴。熔化的液滴也会撞击感应线圈并污染它或导致短路。此外,电极本身可能会与电极感应熔化(钝性)气体雾化线圈接触,导致短路。由于电极绕着偏转的纵轴连续旋转,这些负面影响进一步增强。这些缺点可以通过根据本发明的电极感应熔化(钝性)气体雾化线圈来减少,并且可以减少由此产生的方位角对称地作用在电极上的劳仑兹力。
17.在电极感应熔化(钝性)气体雾化线圈的另一个实施例中,连接部可以在中心轴的平面上延伸,即在电极感应熔化(钝性)气体雾化线圈的垂直中心轴所在的平面上延伸。举例来说,连接部可以平行于电极感应熔化(钝性)气体雾化线圈的中心轴延伸。连接部可以与绕组的平面成直角延伸。特别是,将邻接绕组分别彼此连接的每个连接部可以以上述方式相对于电极感应熔化(钝性)气体雾化线圈的中心轴延伸。在组装状态下,绕组可以例如在水平方向上延伸及/或连接部可以例如在竖直方向上延伸。
18.根据一实施例,间隙宽度可介于0.5毫米和30毫米之间宽,较佳地在2毫米和20毫米之间,更加地在5毫米和10毫米之间。上述间隙可为至少0.5毫米宽,特别是至少2毫米,较佳地至少5毫米。在一些实施例中,间隙可为30毫米或更小,特别是20毫米或更小,较佳地为10毫米或更小。这里的间隙宽度是指相关绕组或环的第一端部和第二端部之间的距离。上述间隙宽度范围可以适用于电极感应熔化(钝性)气体雾化线圈的每个绕组的间隙。不同绕组的间隙可以具有相同的宽度或不同的宽度。0.5毫米和30毫米之间的间隙宽度、较佳地2毫米和20毫米之间、更加地5毫米和10毫米之间的间隙宽度,可以确保电极感应熔化(钝性)气体雾化线圈的整体配置在方位角上足够对称,以确保施加基本且足够方位角对称的劳仑兹力作用于电极。
19.具有最大内径的电极感应熔化(钝性)气体雾化线圈的多个绕组中的一绕组可具有介于40毫米和300毫米之间的内径。电极感应熔化(钝性)气体雾化线圈的绕组的尺寸,特别是电极感应熔化(钝性)气体雾化线圈的最上面绕组(即最靠近悬吊电极的绕组)的尺寸,可以根据待熔化的电极的尺寸来选择。具有最小内径的多个绕组中的一绕组的内径可介于10毫米和100毫米之间,较佳地在20毫米和50毫米之间。具有最小内径的绕组可以具有至少10毫米、较佳地至少20毫米的内径。具有最小内径的绕组的内径可以为100毫米或更小,较佳为50毫米或更小。应了解的是,具有较大内径绕组的电极感应熔化(钝性)气体雾化线圈可以在上述范围内具有较大的间隙宽度。对应地,具有较小内径绕组的电极感应熔化(钝性)气体雾化线圈在上述限定范围内可能具有较小的间隙宽度。
20.在进一步的实施例中,电极感应熔化(钝性)气体雾化线圈在形状及/或尺寸方面
可以具有不同的剖面几何形状。举例来说,电极感应熔化(钝性)气体雾化线圈可以具有椭圆形、圆形、矩形、正方形或其他剖面的截面。举例来说,电极感应熔化(钝性)气体雾化线圈的剖面几何形状可以在相同绕组内或不同绕组之间在形状及/或尺寸上变化。
21.特别是,电极感应熔化(钝性)气体雾化线圈可以由非陶瓷铜材料制成。
22.电极感应熔化(钝性)气体雾化线圈可以通过使用积层制造制程来制造。特别是,电极感应熔化(钝性)气体雾化线圈可以通过使用3d列印制程来制造,例如通过使用选择性雷射熔化制程。替代地,电极感应熔化(钝性)气体雾化线圈可以通过电子束熔化制程、通过粘合剂喷射或任何其他积层制造制程来制造。通过积层制造制程制造根据本发明的电极感应熔化(钝性)气体雾化线圈在以下事实中特别明显:可以以这种方式实现环的非常小的间隙宽度。此外,积层制造制程能够在相邻绕组之间形成垂直于绕组延伸的互连部。这些都不能通过电极感应熔化(钝性)气体雾化线圈的习知制造制程来实现。在习知的电极感应熔化(钝性)气体雾化线圈制造制程中,填充沙子的铜管采用既定的形式弯曲形成电极感应熔化(钝性)气体雾化线圈的绕组,但这严重限制了绕组的形成。
23.本发明的另一形态有关于用于执行电极感应熔化(钝性)气体雾化方法的设备或电极感应熔化(钝性)气体雾化系统。设备包括上述类型的电极感应熔化(钝性)气体雾化线圈。设备还包括待熔化的金属或金属合金电极,与多个绕组同轴地配置,电极分段延伸到电极感应熔化(钝性)气体雾化线圈中,并且可沿电极的纵轴相对于电极感应熔化(钝性)气体雾化线圈位移,以通过电极感应熔化(钝性)气体雾化线圈熔化。电极亦可绕其纵轴旋转。此外,设备包括用于雾化熔化电极材料的喷嘴或钝气气体喷嘴,和电极及多个线圈同轴地设置。
24.设备可还包括一雾化塔,雾化的电极材料可在其中固化以形成球形的细粒状粉末。
25.本发明的另一型态有关于一种电极感应熔化(钝性)气体雾化方法,用于制造高纯度的金属粉末。上述方法包括以下步骤:
[0026]-相对于一电极感应熔化(钝性)气体雾化线圈放置一电极,藉此将电极分段引入电极感应熔化(钝性)气体雾化线圈的内部;
[0027]-施加一交流电流至电极感应熔化(钝性)气体雾化线圈,以通过产生劳仑兹力来部分熔化电极,上述劳仑兹力相对于电极的一纵轴方位角对称;以及
[0028]-通过位于电极感应熔化(钝性)气体雾化线圈下游的钝气气体喷嘴,将电极材料雾化熔化。
[0029]
特别是,电极可以通过上述种类的电极感应熔化(钝性)气体雾化线圈部分熔化。
[0030]
在此方法期间,电极可以绕着其纵轴旋转。
[0031]
尽管仅关于电极感应熔化(钝性)气体雾化线圈描述了一些型态和特征,但它们可以准用于设备或电极感应熔化(钝性)气体雾化系统及/或电极感应熔化(钝性)气体雾化方法以及对应的进一步实施例,反之亦然。
附图说明
[0032]
本发明的范例实施例将在以下参照随附示意附图更加详述。在附图中:
[0033]
图1根据一范例实施例,显示电极感应熔化(钝性)气体雾化线圈的立体图。
[0034]
图2根据图1的范例实施例,显示电极感应熔化(钝性)气体雾化线圈的前视图。
[0035]
图3根据图1的范例实施例,显示电极感应熔化(钝性)气体雾化线圈的侧视图。
[0036]
图4根据图1的范例实施例,显示电极感应熔化(钝性)气体雾化线圈的顶视图。
[0037]
图5根据进一步的范例实施例,显示电极感应熔化(钝性)气体雾化线圈的连接部的示意代表图。
[0038]
图6根据图1的范例实施例,显示电极感应熔化(钝性)气体雾化线圈的示意剖面图。
[0039]
图7根据在初始状态的范例实施例,显示电极感应熔化(钝性)气体雾化系统的示意剖面图。
[0040]
图8显示图9的电极感应熔化(钝性)气体雾化系统在操作期间一进一步状态的示意剖面图。
[0041]
图9显示先前技术的电极感应熔化(钝性)气体雾化系统在初始状态的示意剖面图。
[0042]
图10显示图7的电极感应熔化(钝性)气体雾化系统在偏转状态的示意剖面图。
具体实施方式
[0043]
附图中相同的元件符号表示相同的、类似作用的及/或类似的元件。
[0044]
图1至图3以立体图(图1)、前视图(图2)和侧视图(图3)显示了根据本发明的用于部分熔化和完全熔化电极的电极感应熔化(钝性)气体雾化线圈10的范例实施例。此外,图4显示电极感应熔化(钝性)气体雾化线圈10的示意顶视图。
[0045]
电极感应熔化(钝性)气体雾化线圈10是用于执行电极感应熔化(钝性)气体雾化方法的电极感应熔化(钝性)气体雾化系统的感应线圈,包括多个绕组12a、12b、12c。在所示的范例实施例中,电极感应熔化(钝性)气体雾化线圈10包括三个绕组12a、12b、12c。在其他范例实施例中,电极感应熔化(钝性)气体雾化线圈可以包括多于三个绕组。
[0046]
绕组12a、12b、12c相对于电极感应熔化(钝性)气体雾化线圈10的中心轴m同轴地配置。此外,从中心轴m的方向观察,绕组12a、12b、12c在轴向上相互隔开。绕组12a、12b、12c各自具有不同的内径和外径,其中图1至图3中最上面的绕组12a具有三个绕组12a、12b、12c中最大的内径和外径,且图1至图3中最下面的绕组12c具有三个绕组12a、12b、12c中最小的内径和外径。配置在最上绕组12a和最下绕组12c之间的中间绕组12b的内径和外径的值分别位于最上绕组12a和最下绕组12c的内径和外径之间。如此一来,电极感应熔化(钝性)气体雾化线圈10整体看呈圆锥状。在操作中,电极感应熔化(钝性)气体雾化线圈10配置成使得具有最大内径和外径的最上绕组12a面对一悬吊电极(图未示),并且具有最小内径和外径的最下绕组12b面对钝气喷嘴(图未示)。范例的内径结合图6进行量化。
[0047]
绕组12a、12b、12c中的每一者都具有环形形状,更准确地说是被各自的相关间隙14a、14b、14c中断的环形圆环。与电极感应熔化(钝性)气体雾化线圈10的尺寸相比,特别是与绕组12a、12b、12c的尺寸相比,间隙14a、14b、14c各自具有非常小的宽度b。举例来说,三个间隙14a、14b、14c中的每一者可以具有在0.5毫米和30毫米之间的宽度b。较佳地,间隙14a、14b、14c的每一者至少2毫米宽,以使短路及/或火花的风险最小化。由于间隙14a、14b、14c中断了环12a、12b、12c,因此环没有封闭,使得环12a、12b、12c中的每一者都具有第一端
部16a、16b、16c和第二端部18a、18b、18c。在所示的范例实施例中,三个间隙14a、14b、14c的宽度b是相同的。然而,在替代的范例实施例中,不同的间隙可以具有不同的宽度。
[0048]
从图1至图3,特别是在图4中可以看出,每个环12a、12b、12c相对于电极感应熔化(钝性)气体雾化线圈10的中心轴m为等距。换句话说,当沿其内圆周表面观察时,每个环12a、12b、12c与中心轴m具有实质相同的距离。
[0049]
此外,在图1至图4中示出了绕组12a、12b、12c中的每一者或环12a、12b、12c中的每一者仅在水平方向上定向。也就是说,绕组12a、12b、12c中的每一者仅在垂直于中心轴m并且与各自的绕组12a、12b、12c相关联的平面内延伸,更具体地,在与此相关联平面相同的方向上延伸。绕组12a、12b、12c彼此平行地排列。这呈现了与具有螺旋绕组的先前技术电极感应熔化(钝性)气体雾化线圈的显著差异,其中绕组在所有三个空间方向上螺旋地延伸。
[0050]
由于在根据本发明的电极感应熔化(钝性)气体雾化线圈10中,每个绕组12a、12b、12c根据垂直于中心轴m的相关平面对齐,并且每个绕组或每个环12a、12b、12c由于与中心轴m为等距,所以可以通过根据本发明的电极感应熔化(钝性)气体雾化线圈10产生作用在电极上的方位角对称的劳仑兹力。下文结合图7至图10更详细地说明所得效果和优点。
[0051]
电极感应熔化(钝性)气体雾化线圈10的邻接绕组12a和12b或12b和12c分别通过连接部20ab、20bc彼此连接。更具体地,连接部20ab将绕组12a的第二端部18a连接到绕组12b的第一端部16b。因此,连接部20bc将绕组12b的第二端部18b连接到绕组12c的第一端部16c。在图1的范例实施例中,连接部20ab、20bc具有相对于中心轴m横向延伸的配置。然而,在其他范例实施例中,可以较佳地提供不同方位的连接部,这将结合图5更详细地说明。
[0052]
最上绕组12a的第一端部16a和最下绕组12c的第二端部18c分别经由末端部22a、22c连接到用于将交流电压施加到电极感应熔化(钝性)气体雾化线圈10的电压源。
[0053]
绕组12a、12b、12c、连接部20ab、20bc和末端部22a、22c由非陶瓷的铜材料制成。特别是,所示的范例实施例的电极感应熔化(钝性)气体雾化线圈10的绕组12a、12b、12c、连接部20ab、20bc和末端部22a、22c是中空圆柱形的。
[0054]
从图1可以看出,连接部20ab、20bc具有与绕组12a、12b、12c不同的剖面几何形状。然而,在进一步的范例实施例中,绕组和连接部可具有相同的剖面几何形状。
[0055]
图5示出了根据另一范例实施例的电极感应熔化(钝性)气体雾化线圈的放大截面的示意图。放大的部分示出了连接部120ab、120bc的特定设计,根据此设计,连接部120ab、120bc各自在中心轴m的平面中延伸并且因此基本上垂直于绕组12a、12b、12c。绕组12a、12b、12c因此在操作中和在图示中水平延伸,而连接部120ab、120bc为垂直延伸。连接部120ab、120bc在垂直于绕组12a、12b、12c的方向上的这种结构设计能够提供具有特别小的宽度b的间隙14a、14b、14c的电极感应熔化(钝性)气体雾化线圈。间隙14a、14b、14c、绕组12a、12b、12c可以形成为仅略微中断的形式,因此为几近完整的环形,这增加了整体配置的对称性并进一步改善了至电极的方位角对称劳仑兹力的施加。
[0056]
图6示出了根据上述范例实施例的电极感应熔化(钝性)气体雾化线圈10的示意剖面图。在图6的电极感应熔化(钝性)气体雾化线圈10中,最上绕组12a具有多个绕组12a、12b、12c中最大的内径l1,其值高达300毫米。最下绕组12c具有多个绕组12a、12b、12c中最小的内径l3,其值为至少10毫米。
[0057]
由于具有不同直径的绕组12a、12b、12c的所示布置,电极感应熔化(钝性)气体雾
化线圈10在整体视图中具有锥形形状,绕组12a、12b、12c相对于彼此同轴地布置并且彼此轴向间隔开。两条线段k1及k2在中心轴m处镜像,并分别延伸通过绕组12a、12b、12c的垂直剖面的中心点p,跨越30
°
和180
°
之间的角度β,较佳为90
°
。线段k1延伸通过的中心点p相对于中心轴m与线段k2延伸通过的中心点p相对设置。
[0058]
图7显示了用于执行电极感应熔化(钝性)气体雾化方法的电极感应熔化(钝性)气体雾化系统30的示意剖面图,包括电极感应熔化(钝性)气体雾化线圈10、具有纵轴a的电极40和钝气气体喷嘴50。在图7中,电极感应熔化(钝性)气体雾化系统在时间t=0为初始状态,这对应于电极感应熔化(钝性)气体雾化线圈10的第一次通电时间。为了更佳地说明电极感应熔化(钝性)气体雾化系统的构件相对于彼此的方向,由电极感应熔化(钝性)气体雾化线圈的绕组形成的假想圆锥c在图7和图10中的每一者中用虚线表示。
[0059]
电极40是由金属或金属合金制成的棒状电极,包括下方尖端42。电极40在下方尖端42的区域延伸到电极感应熔化(钝性)气体雾化线圈10的内部,以被交流电通电的电极感应熔化(钝性)气体雾化线圈10部分熔化或完全熔化。电极40与电极感应熔化(钝性)气体雾化线圈10的绕组12a、12b、12c同轴设置,即电极40的纵轴a与电极感应熔化(钝性)气体雾化线圈的中心轴m成一直线。在电极感应熔化(钝性)气体雾化方法期间,电极40可以沿其纵轴a在钝气气体喷嘴50的方向上根据由箭头p1指示的熔化体积连续地重新定位。此外,电极40在电极感应熔化(钝性)气体雾化方法期间可绕着其纵轴a旋转以确保均匀熔化,这由箭头p2指示。
[0060]
钝气气体喷嘴50位于电极感应熔化(钝性)气体雾化线圈10和电极40的下游,即在所示的附图中位于后者下方。钝气气体喷嘴50包括孔口52,孔口52亦与电极40和电极感应熔化(钝性)气体雾化线圈10的绕组12a、12b、12c同轴。换句话说,电极40的纵轴a和电极感应熔化(钝性)气体雾化线圈10的中心轴m精确地延伸通过钝气气体喷嘴50的孔口52的中心。
[0061]
如图7中可见,绕组12a在绕组12a的每个位置处与电极40具有相同的最小距离h
l
、hr。这是由于电极40和电极感应熔化(钝性)气体雾化线圈10的同轴对齐以及绕组12a、12b、12c在分别垂直于中心轴m的平面中的延伸。同样适用于电极感应熔化(钝性)气体雾化线圈10的绕组12b以及绕组12c,其也显示在图7中,但为了清楚起见,未用元件符号表示。
[0062]
由于绕组12a、12b、12c与电极40的均等距离,通过电极感应熔化(钝性)气体雾化线圈10产生作用在电极40上的方位角对称的劳仑兹力。方位角对称的劳仑兹力由等长的箭头lk1和lk2表示。由于间隙的宽度非常小,由间隙导致的不对称性可以忽略不计。
[0063]
图8显示了图7的电极感应熔化(钝性)气体雾化系统30在稍后的时间t=n,在熔化过程中,由于电极40的熔化,几乎连续的熔化材料液滴44的熔料流从电极40滴落或流动。由于电极感应熔化(钝性)气体雾化线圈10产生的劳仑兹力相对于电极40是方位角对称的,所以作用在电极40上的劳仑兹力相互抵消,从而使处于图8所示的状态的电极40继续按照初始状态定向。因此,电极40不相对于中心轴m偏转,而是在整个电极感应熔化(钝性)气体雾化方法中保持与电极感应熔化(钝性)气体雾化线圈同轴对齐。因此,电极40在熔化过程中也保持与钝气气体喷嘴50同轴对齐。熔体喷流或液滴40因此总是在垂直方向(沿纵轴a或中心轴m)中央通过钝气气体喷嘴50的孔口52落下,因此不与钝气气体喷嘴50的壁或电极感应熔化(钝性)气体雾化线圈10的绕组12a、12b、12c接触。这增加了制程的可靠性并减少了对
电极感应熔化(钝性)气体雾化系统30的可能污染或损坏。
[0064]
通过钝气气体喷嘴50落下的液滴44通过钝气气体喷嘴50雾化,随后在下游的雾化塔中固化。结果,固化的液滴形成球形的细粒状粉末,并收集且累积在真空密封容器中。
[0065]
根据本发明的电极感应熔化(钝性)气体雾化线圈10相对于先前技术的优点从图9和图10的考虑中变得更加明显,图9和图10显示了在图7和图8所示的操作条件下的先前技术的电极感应熔化(钝性)气体雾化系统70。
[0066]
先前技术的电极感应熔化(钝性)气体雾化系统70包括螺旋电极感应熔化(钝性)气体雾化线圈72、电极74和钝气气体喷嘴76。在图9所示的初始状态t=0,电极感应熔化(钝性)气体雾化线圈72、电极74和钝气气体喷嘴76相对彼此同轴对齐。即,电极感应熔化(钝性)气体雾化线圈72的中心轴v与电极74的纵轴w成一直线,纵轴w延伸通过钝气气体喷嘴76的中心。
[0067]
与根据本发明的配置相反,由于电极感应熔化(钝性)气体雾化线圈72的螺旋结构,先前技术电极感应熔化(钝性)气体雾化线圈72的绕组与电极74的距离不同。这以距离ho和h
p
做为范例。绕组距电极74的不同距离导致作用在电极74上的不同强度的劳仑兹力,即导致劳仑兹力的方位角不对称。这在图9和图10中由不同长度的箭头lk3和lk4绘示。
[0068]
所述作用在电极74上的劳仑兹力的方位角不对称导致电极74(更准确地说是电极74的纵轴w)偏转角度α。这可以在图10中看到,图10显示了图9的电极感应熔化(钝性)气体雾化系统70在熔化制程中稍后的时间t=n。
[0069]
在所示状态下,形成熔体喷流的熔融材料的液滴78从电极74沿垂直方向落下,电极74在钝气气体喷嘴76的方向上偏转角度α。由于偏转,液滴78或熔体喷流不通过钝气气体喷嘴76的孔口落在中心,而是相对于中心轴v偏移。这会导致液滴78落在钝气气体喷嘴76的边缘上,在该处固化并可能完全或部分地封闭钝气气体喷嘴76的孔口。通常会发生的电极74的旋转可进一步增强负面影响。而且,由于电极74的偏转,可能发生液滴78或电极74本身与电极感应熔化(钝性)气体雾化线圈72的绕组接触,这可能导致短路并损坏电极感应熔化(钝性)气体雾化系统70。
[0070]
这些缺点可以通过根据本发明的电极感应熔化(钝性)气体雾化线圈以及由此产生的作用在电极上的方位角对称的劳仑兹力而有效地减少。
[0071]
【符号说明】
[0072]
10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
电极感应熔化(钝性)气体雾化线圈
[0073]
12a,12b,12c
ꢀꢀ
绕组
[0074]
14a,14b,14c
ꢀꢀ
间隙
[0075]
16a,16b,16c
ꢀꢀ
绕组的第一端部
[0076]
18a,18b,18c
ꢀꢀ
绕组的第二端部
[0077]
20ab,20bc
ꢀꢀꢀꢀ
连接部
[0078]
22a,22b
ꢀꢀꢀꢀꢀꢀ
末端部
[0079]
120ab,120bc
ꢀꢀ
连接部
[0080]
30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
电极感应熔化(钝性)气体雾化系统
[0081]
32
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
输出口
[0082]
40
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
电极
[0083]
42
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
电极尖端
[0084]
44
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
液滴
[0085]
50
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
钝气喷嘴
[0086]
52
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
孔口
[0087]mꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
中心轴
[0088]bꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
宽度
[0089]
k1,k2
ꢀꢀꢀꢀꢀꢀꢀꢀ
线段
[0090]
p
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
中心点
[0091]
l1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
最大内径
[0092]
l3
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
最小内径
[0093]
β
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
跨度角度
[0094]
p1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
箭头复位运动
[0095]
p2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
箭头旋转运动
[0096]aꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
纵轴
[0097]cꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
假想圆锥
[0098]
lk1,lk2
ꢀꢀꢀꢀꢀꢀ
劳仑兹力
[0099]hl
,hrꢀꢀꢀꢀꢀꢀꢀꢀ
距离
[0100]
70
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
电极感应熔化(钝性)气体雾化系统(先前技术)
[0101]
72
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
电极感应熔化(钝性)气体雾化线圈(先前技术)
[0102]
74
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
电极(先前技术)
[0103]
76
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
钝气喷嘴(先前技术)
[0104]
78
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
液滴(先前技术)
[0105]vꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
中心轴(先前技术)
[0106]wꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
纵轴(先前技术)
[0107]
α
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
偏转角度(先前技术)
[0108]
lk3,lk4
ꢀꢀꢀꢀꢀꢀ
劳仑兹力(先前技术)
[0109]ho
,h
p
ꢀꢀꢀꢀꢀꢀꢀꢀ
距离(先前技术)
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。