1.本技术涉及真空镀膜的领域,尤其是涉及一种多弧离子真空镀膜机。
背景技术:
2.真空镀膜是指在真空条件下加热金属或非金属材料,使其蒸发并凝结于镀件表面而形成薄膜的一种方法。多弧离子镀是真空镀膜的一种,采用电弧放电的方法,在固体的阴极靶材上蒸发金属,从而在基材表面沉积成为薄膜。由于多弧离子镀在真空环境下制备薄膜,薄膜不易受污染,可得到涂层均匀、纯度高的薄膜,且镀膜过程中无废气或废液产生,是一种环保的镀膜方式。
3.授权公告号为cn210945761u的中国专利公开了一种耐高温多弧离子真空镀膜机,包括工作台,工作台上表面的一侧固定连接有镀膜仓,镀膜仓的两侧对称固定设有u形块,u形块的内壁均通过转轴转动连接设有转动块,两个转动块的一侧固定设有舱盖,工作台上表面的两侧对称设有滑轨,两个舱盖下表面的一侧均设有与滑轨对应的滑块。舱盖内壁底部的中间固定设有支撑柱,支撑柱的上表面转动连接设有转盘,转盘上表面的中间固定设有螺纹柱,螺纹柱的表面等距离螺纹连接设有多个旋转挂杆。舱盖远离转动块的一侧均固定设有锁紧装置,工作台的上表面对称设有方形槽,方形槽内壁的底部均固定设有弹簧,弹簧的一端均固定设有限位块,方形槽内壁的一侧均设有t形贯穿槽,限位块的一侧均固定设有连接杆,连接杆远离限位块的一端贯穿t形贯穿槽延伸至工作台一侧。镀膜仓与舱盖内壁的表面均固定设有耐热层。
4.针对上述中的相关技术,发明人认为,上述技术中的一种耐高温多弧离子真空镀膜机通过螺纹柱表面设置的多个旋转挂杆来安装镀件,进行镀膜工作前,操作人员需要将镀件悬挂于旋转挂杆上,对于不便悬挂的工件,尤其是板状工件,旋转挂杆难以将其固定。因此,上述技术中的耐高温多弧离子真空镀膜机存在适用范围小的缺陷。
技术实现要素:
5.为了改善多弧离子真空镀膜机适用范围小的缺陷,本技术提供一种多弧离子真空镀膜机。
6.本技术提供的一种多弧离子真空镀膜机采用如下的技术方案:
7.一种多弧离子真空镀膜机,包括镀膜仓,所述镀膜仓内转动连接有主轴,所述主轴的一端贯穿镀膜仓,所述镀膜仓外的一侧设有电机,所述电机与主轴传动连接,所述主轴上同轴连接有第一转盘和第二转盘,所述第一转盘和第二转盘之间设有安装组件,所述安装组件包括转轴、安装架和安装杆,所述转轴的一端与第一转盘转动连接,所述转轴的另一端与第二转盘转动连接,所述安装架连接于转轴上,所述安装杆位于安装架上,所述安装杆沿主轴长度方向设有多根,所述安装杆靠近安装架的一端开设有开口向下的安装槽,所述安装杆背离安装架的一端开设有开口向上的安装槽。
8.通过采用上述技术方案,安装镀件时,若镀件便于悬挂,可将镀件挂设于安装杆上
的安装槽内,若镀件为不便悬挂的板状工件,可将镀件卡接于两根安装杆之间,镀件的顶部插接于上方安装杆开口向下的安装槽内,镀件的底部插接于下方安装杆开口向上的安装槽内,安装槽的设置降低了镀件镀膜过程中脱离安装杆的可能性,完成安装后,开始镀膜工作,镀膜过程中,电机驱动主轴转动,带动第一转盘和第二转盘转动,从而带动安装组件转动,安装组件带动工件围绕主轴的轴线转动,使得工件的表面得到均匀的镀层,安装杆和安装槽的设置使得板状工件便于安装,扩大了镀膜机的适用范围,改善了多弧离子真空镀膜机适用范围小的缺陷。
9.可选的,所述安装组件设有多组,多组所述安装组件围绕主轴轴线成环形阵列。
10.通过采用上述技术方案,多组安装组件的设置使得镀膜机能够同时对多组工件进行镀膜工作,提高了镀膜机的工作效率。
11.可选的,所述安装杆与安装架螺纹连接。
12.通过采用上述技术方案,安装杆与安装架的螺纹连接,使得安装杆与安装架可拆卸,根据镀件的尺寸调整安装杆的数量,进一步扩大了镀膜机的适用范围。
13.可选的,所述安装杆上开设有三个安装槽,其中两个所述安装槽开口向上,同一根所述安装杆上的三个安装槽中,开口向下的所述安装槽与安装架距离最近。
14.通过采用上述技术方案,在安装杆上开设两个开口向上的安装槽,使得工件尺寸发生变化时,能够根据工件尺寸将工件的底部插接于不同的安装槽内,进一步扩大了镀膜机的适用范围。
15.可选的,所述镀膜仓包括仓体和仓门,所述仓体的一侧与仓门铰接,所述仓体的另一侧与仓门可拆卸连接,所述仓体的内部与仓门的内部连通,所述仓体的顶部设有第一连接板,所述仓门上开设有第一连接槽,所述第一连接板位于第一连接槽内,所述第一连接板的边缘与第一连接槽的边缘重合,所述仓体的底部设有第二连接板,所述仓门上开设有第二连接槽,所述第二连接板位于第二连接槽内,所述第二连接板的边缘与第二连接槽的边缘重合,所述主轴的一端转动连接于仓体和第二连接板的连接处,所述主轴的另一端贯穿仓体和第一连接板的连接处。
16.通过采用上述技术方案,第一连接板和第二连接板的设置,使得主轴连接于仓体上,打开仓门时,主轴、第一转盘和第二转盘能够与仓体稳固连接,提高了主轴的稳定性。
17.可选的,所述镀膜仓内设有齿环,所述齿环的外壁与仓体的侧壁连接,所述转轴上同轴设有转动齿轮,所述转动齿轮与齿环啮合。
18.通过采用上述技术方案,启动电机时,转轴围绕主轴的轴线发生公转,带动转动齿轮转动,转动齿轮沿着齿环移动的同时发生自转,带动转轴自转,从而带动整个安装组件发生自转,使得工件的表面得到均匀的镀膜处理。
19.可选的,所述安装架包括两块水平设置的横板和两块竖直设置的立板,所述立板位于横板长度方向的两侧,所述横板与立板组成纵截面为长方形的框架,所述转轴贯穿两块横板,所述安装杆沿立板长度方向设置,两块所述立板宽度方向的同侧均设有安装杆。
20.通过采用上述技术方案,在两块立板的同侧均设置安装杆,一方面使得安装组件能够安装更多的工件,另一方面当板状工件尺寸较大时,可将工件卡接于两块立板上的安装杆之间,提高了工件的稳定性,进一步扩大了镀膜机的适用范围。
21.可选的,所述立板宽度方向的两侧均设有安装杆。
22.通过采用上述技术方案,立板宽度方向的两侧均设有安装杆,使得立板宽度方向的两侧均能安装工件,提高了镀膜机的工作效率。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.安装镀件时,若镀件便于悬挂,可将镀件挂设于安装杆上的安装槽内,若镀件为不便悬挂的板状工件,可将镀件卡接于两根安装杆之间,镀件的顶部插接于上方安装杆开口向下的安装槽内,镀件的底部插接于下方安装杆开口向上的安装槽内,安装槽的设置降低了镀件镀膜过程中脱离安装杆的可能性,完成安装后,开始镀膜工作,镀膜过程中,电机驱动主轴转动,带动第一转盘和第二转盘转动,从而带动安装组件转动,安装组件带动工件围绕主轴的轴线转动,使得工件的表面得到均匀的镀层,安装杆和安装槽的设置使得板状工件便于安装,扩大了镀膜机的适用范围,改善了多弧离子真空镀膜机适用范围小的缺陷;
25.2.安装杆与安装架的螺纹连接,使得安装杆与安装架可拆卸,根据镀件的尺寸调整安装杆的数量,进一步扩大了镀膜机的适用范围;
26.3.在安装杆上开设两个开口向上的安装槽,使得工件尺寸发生变化时,能够根据工件尺寸将工件的底部插接于不同的安装槽内,进一步扩大了镀膜机的适用范围。
附图说明
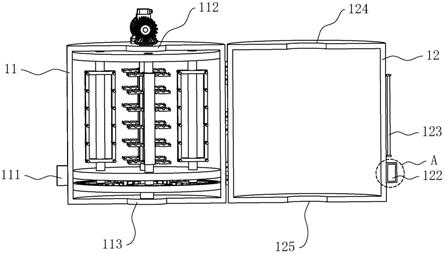
27.图1是本技术实施例一种多弧离子真空镀膜机的结构示意图。
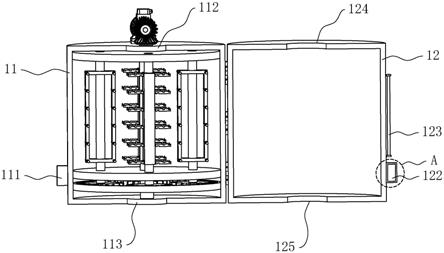
28.图2是本技术实施例中用于体现仓门打开时的结构示意图。
29.图3是图2中a处的放大图。
30.图4是本技术实施例中用于体现主轴与镀膜仓连接关系的结构示意图。
31.图5是本技术实施例中用于体现安装组件与齿环连接关系的结构示意图。
32.图6是本技术实施例中安装组件的结构示意图。
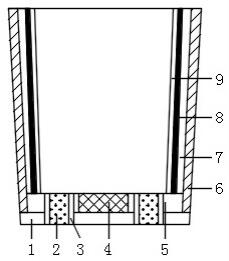
33.图7是本技术实施例中安装杆的结构示意图。
34.附图标记说明:1、镀膜仓;11、仓体;111、固定块;112、第一连接板;113、第二连接板;12、仓门;121、固定盒;122、电磁铁;123、把手;124、第一连接槽;125、第二连接槽;2、主轴;21、第一锥齿轮;22、第一转盘;23、第二转盘;3、安装板;31、电机;32、第二锥齿轮;4、安装组件;41、转轴;411、转动齿轮;42、安装架;421、横板;422、立板;43、安装杆;431、安装槽;5、齿环。
具体实施方式
35.以下结合附图1
‑
7对本技术作进一步详细说明。
36.本技术实施例公开一种多弧离子真空镀膜机。参照图1和图2,一种多弧离子真空镀膜机包括镀膜仓1,镀膜仓1为中空的圆柱体。镀膜仓1包括仓体11和仓门12,仓体11和仓门12均为一侧开口的半圆柱体,仓体11和仓门12竖直设置。
37.参照图2和图3,仓体11的一侧通过合页与仓门12铰接,仓体11的另一侧固定连接有固定块111,固定块111的材料为铁磁性物质,本实施例中,固定块111为铁块。仓门12的一侧固定连接有固定盒121,固定盒121内嵌设有电磁铁122,固定盒121的位置与固定块111的位置对应。固定盒121上方设有把手123,把手123固定连接于仓门12的侧壁上。
38.参照图2,仓体11顶部的一侧设有第一连接板112,第一连接板112的横截面为半圆
形,第一连接板112的圆心位于镀膜仓1的轴线上,第一连接板112与仓体11一体成型。仓门12顶部的一侧开设有第一连接槽124,第一连接槽124为竖直方向的通槽,第一连接槽124的位置与第一连接板112对应,第一连接槽124的形状与第一连接板112的形状相同。
39.参照图2,仓体11底部的一侧设有第二连接板113,第二连接板113的横截面为半圆形,第二连接板113的圆心位于镀膜仓1的轴线上,第二连接板113与仓体11一体成型,第二连接板113与第一连接板112大小相等。仓门12底部的一侧开设有第二连接槽125,第二连接槽125为竖直方向的通槽,第二连接槽125的位置与第二连接板113对应,第二连接槽125的形状与第一连接板112的形状相同。
40.参照图1和图2,当仓体11的两侧与仓门12连接时,电磁铁122与固定块111磁性连接。第一连接板112位于第一连接槽124内,第一连接板112的边缘与第一连接槽124的边缘重合。第二连接板113位于第二连接槽125内,第二连接板113的边缘与第二连接槽125的边缘重合。仓体11与仓门12形成一个完整的圆柱体,且仓体11的内部与仓门12的内部连通,形成一个圆柱体内腔。
41.参照图4,镀膜仓1内同轴设有主轴2,主轴2的一端转动连接于仓体11和第二连接板113的连接处,主轴2的另一端贯穿仓体11与第一连接板112的连接处,且主轴2与第一连接板112转动连接。主轴2贯穿仓体11的一端同轴固定连接有第一锥齿轮21,仓体11的顶部固定连接有安装板3,安装板3上固定连接有电机31,电机31的输出轴上同轴固定连接有第二锥齿轮32,第二锥齿轮32与第一锥齿轮21啮合。
42.参照图4,主轴2上同轴固定连接有第一转盘22,第一转盘22转动连接于镀膜仓1内腔的顶部。主轴2上同轴固定连接有第二转盘23,第二转盘23转动连接于镀膜仓1内,第二转盘23位于第一转盘22的下方,第二转盘23与第一转盘22的大小相等。
43.参照图4和图5,第一转盘22和第二转盘23之间设有四组安装组件4,四组安装组件4围绕第二转盘23的轴线成环形阵列。安装组件4包括转轴41、安装架42和安装杆43。转轴41竖直设置,转轴41的一端与第一转盘22转动连接,转轴41的另一端贯穿第二转盘23,且转轴41与第二转盘23转动连接。
44.参照图4和图5,镀膜仓1内设有齿环5,齿环5位于第二转盘23的下方,齿环5的齿牙设置于齿环5的内侧,齿环5的外壁与仓体11的内壁固定连接。转轴41贯穿第二转盘23的一端同轴固定连接有转动齿轮411,转动齿轮411与齿环5啮合。
45.参照图6,安装架42包括两块水平设置的横板421和两块竖直设置的立板422,两块横板421沿转轴41的长度方向设置,转轴41贯穿横板421,且转轴41与横板421固定连接。立板422位于横板421长度方向的两侧,立板422的宽度方向与横板421的宽度方向一致。立板422将两块横板421连接,立板422与横板421一体成型,两块立板422与两块横板421组成一个纵截面为长方形的框架。
46.参照图6,安装杆43设有多组,每组设有四根安装杆43,多组安装杆43沿立板422长度方向设置,相邻两组安装杆43之间的间距相等。同组的四根安装杆43中,两根安装杆43设置于立板422宽度方向的两侧,另外两根安装杆43设置于另一块立板422宽度方向的两侧。同组的四根安装杆43齐平。
47.参照图6和图7,安装杆43与立板422螺纹连接。安装杆43上开设有三个安装槽431,安装槽431为垂直安装杆43轴线方向的通槽。同一安装杆43上的三个安装槽431中,两个安
装槽431开口向上,一个安装槽431开口向下,开口向下的安装槽431与立板422的距离最近。两个开口向上的安装槽431沿安装杆43的长度方向间隔设置,其中一个开口向上的安装槽431位于安装杆43背离立板422的一端。开口向下的安装槽431位于安装杆43靠近立板422的一端。为了降低安装槽431侧壁对工件边缘镀膜造成影响的可能性,安装槽431的高度应尽可能得小。
48.本技术实施例一种多弧离子真空镀膜机的实施原理为:对工件进行镀膜前,需要将工件安装于安装组件4上。对于便于悬挂的工件,可将工件挂设于开口向上的安装槽431内,降低镀膜过程中工件脱落的可能性。根据工件的尺寸,可调整安装架42上安装杆43的数量和安装杆43之间的距离,使得工件之间互不干涉。
49.对于不便悬挂的板状工件,可将工件卡接于竖直方向相邻的两根安装杆43之间,将工件的两侧插接于安装槽431中,以减少镀膜过程中工件脱落的可能性。对于尺寸较大的板状工件,可将其一侧卡接于一块立板422的两根安装杆43之间,另一侧卡接于另一块立板422的两根安装杆43之间。立板422宽度方向的两侧均可安装工件。
50.完成工件的安装后,关闭仓门12,向电磁铁122通磁,使得电磁铁122与固定块111磁性连接,从而将仓门12与仓体11固定。同时启动镀膜机和电机31,电机31的输出轴带动第二锥齿轮32转动,带动第一锥齿轮21转动,主轴2随第一锥齿轮21转动,带动第一转盘22和第二转盘23转动。安装组件4随第一转盘22和第二转盘23的转动围绕主轴2的轴线发生位移,转动齿轮411随安装组件4围绕主轴2的轴线位移,由于转动齿轮411与齿环5啮合,转动齿轮411沿齿环5移动的同时发生转动,带动转轴41转动,安装架42随转轴41转动,带动安装杆43转动,从而带动工件转动,使得工件背离转轴41的一侧得到均匀的镀膜处理。
51.完成镀膜工作后,关闭镀膜机、电机31和电磁铁122,打开仓门12,对于只需单面镀膜的工件,可将工件取下,对于需要双面镀膜的工件,可将工件翻面,再次进行镀膜处理。
52.由于安装组件4围绕主轴2公转的同时,还能够围绕转轴41进行自转,安装组件4上的工件表面能够得到均匀的镀层,而安装杆43与立板422的螺纹连接以及安装槽431的开设,扩大了镀膜机的适用范围,改善了多弧离子真空镀膜机适用范围小的缺陷。
53.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。