1.本发明涉及一种冲压装置,尤其涉及一种便于精密模具成品快速取出的冲压装置。
背景技术:
2.汽车零件在生产中,一般是通过冲压设备将板材放置在冲压模具上,冲压装置通过冲压头对钢材施加压力,使板材产生塑性变形,从而获得所需的形状和尺寸的汽车零部件。
3.专利申请cn210450503u,公开日为20200505。公开了一种汽车配件加工用冲压装置,涉及冲压装置技术领域,具体为一种汽车配件加工用冲压装置,包括冲压装置本体,所述冲压装置本体的顶部固定安装有上置压板,所述冲压装置本体的内部设置有冲压台,所述冲压装置本体的底部卡接有蜗轮支撑腿。该汽车配件加工用冲压装置,通过安装板和液压支撑柱的配合,利用液压支撑柱将安装板放下接触地面,同时利用滚动筒便于搬运模具,避免了传统手工搬运模具增加工作人员的劳动强度的问题,同时通过卡接板和挡板的配合,可以对放置在滚动筒上的物体进行格挡固定,避免安装板升起时模具掉落的问题,提高了该汽车配件加工用冲压装置的稳定性,虽然该装置提高了用冲压的稳定性,但是由于板材通过冲压头冲压成与冲压模具相匹配的形状,使得零件与冲压模具的内壁贴紧,导致人工想要将零件取出时十分费力,且耽误时间还使得工作效率降低。
4.因此研发一种方便人们冲压后进行脱模,省时省力,且不耽误时间和工作效率的便于精密模具成品快速取出的冲压装置,以解决现有技术问题。
技术实现要素:
5.为了克服人工想要将零件取出时十分费力,且耽误时间还使得工作效率降低的缺点,本发明提供一种方便人们冲压后进行脱模,省时省力,且不耽误时间和工作效率的便于精密模具成品快速取出的冲压装置。
6.本发明通过以下技术途径实现:
7.一种便于精密模具成品快速取出的冲压装置,包括有安装横板、支撑底架、固定横杆、固定底箱、冲压模组、出料顶板、定位机构和升降机构,安装横板左右两侧都固接有支撑底架,左右两侧支撑底架下部之间固接有固定横杆,安装横板底部固接有固定底箱,固定底箱内滑动式设有冲压模组,冲压模组与安装横板滑动连接,出料顶板能够便于模具取出,安装横板上设有用于导向定位的定位机构,定位机构与出料顶板固定连接,固定底箱上设有用于驱动的升降机构,升降机构与定位机构固定连接。
8.在本发明一个较佳实施例中,定位机构包括有铰接斜板、定位弹簧、固定横轴和定位立杆,安装横板前后两侧都左右对称转动式设有固定横轴,固定横轴中部固接有铰接斜板,铰接斜板与出料顶板滑动连接,安装横板前后两侧都左右对称滑动式设有定位立杆,左右两侧定位立杆顶端与相邻的出料顶板固定连接,出料顶板底部与安装横板顶部之间左右
对称固接有定位弹簧。
9.在本发明一个较佳实施例中,升降机构包括有安装罩、电动推杆、升降横板、定位导柱和启停开关,固定底箱右部中间固接有安装罩,安装罩内固接有电动推杆,安装横板右部前后对称固接有定位导柱,前后两侧定位导柱之间滑动式设有升降横板,升降横板与电动推杆的伸缩杆固定连接,升降横板还与定位立杆底端固定连接,安装横板右侧面前部固接有启停开关,启停开关能够控制电动推杆的伸缩杆伸缩。
10.在本发明一个较佳实施例中,还包括有用于夹紧板材的限位机构,限位机构包括有限位立板、第一复位导柱、第一复位弹簧、定位立块、定位齿条、换向齿轮、定位立板、第一活塞杆、第一液压筒、第二复位弹簧、导液管、第二液压筒和第二活塞杆,安装横板前后两侧都左右对称固接有第一复位导柱,左右两侧第一复位导柱之间滑动式设有用于夹紧板材的限位立板,第一复位导柱上绕有第一复位弹簧,第一复位弹簧一端与限位立板连接,第一复位弹簧另一端与安装横板连接,限位立板底部左侧固接有定位立块,定位立块下部固接有定位齿条,定位齿条与安装横板滑动连接,安装横板左部中间转动式设有换向齿轮,换向齿轮与定位齿条啮合,限位立板底部中间固接有定位立板,固定底箱前部上中侧固接有第一液压筒,第一液压筒内滑动式设有第一活塞杆,第一活塞杆与定位立板固定连接,第一活塞杆后端与第一液压筒内部之间设有第二复位弹簧,固定底箱前部左上侧嵌入式设有第二液压筒,第二液压筒与第一液压筒之间连接有导液管,第二液压筒内滑动式设有第二活塞杆,第二活塞杆穿过安装横板与前方出料顶板固定连接,第二活塞杆与安装横板滑动连接。
11.在本发明一个较佳实施例中,还包括有用于进一步限位的夹紧机构,夹紧机构包括有夹紧圆座、安装横轴、定位连杆、定向弯块、开槽套筒、固定斜板、第二复位导柱和第三复位弹簧,安装横板左右两侧都转动式设有安装横轴,安装横轴前后两侧都固接有用于限位的夹紧圆座,安装横轴前后两侧都固接有开槽套筒,限位立板内侧面左右对称固接有定位连杆,定位连杆内端固接有定向弯块,定向弯块与相邻的开槽套筒滑动连接,安装横板左右两侧都前后对称固接有第二复位导柱,第二复位导柱上滑动式设有固定斜板,固定斜板与相邻的夹紧圆座固定连接,第二复位导柱上绕有第三复位弹簧,第三复位弹簧一端与固定斜板连接,第三复位弹簧一端与安装横板连接。
12.在本发明一个较佳实施例中,还包括有用于吹出成品的吹气机构,吹气机构包括有l形连接杆、第三复位导柱、第四复位弹簧、定位绳轮、换向转轴、防护底罩、传动皮带组件、换向横轴、固定套架、导风筒、防尘罩和导风叶轮,安装横板右部后侧固接有两根第三复位导柱,两根第三复位导柱之间滑动式设有l形连接杆,l形连接杆与后方限位立板固定连接,第三复位导柱上绕有第四复位弹簧,第四复位弹簧一端与l形连接杆连接,第四复位弹簧另一端与安装横板连接,安装横板右部后上侧转动式设有换向转轴,换向转轴前部固接有定位绳轮,定位绳轮上拉绳尾端与l形连接杆固定连接,安装横板右部后上侧嵌入式设有防护底罩,防护底罩与换向转轴转动连接,安装横板后侧面上部固接有固定套架,固定套架上部中间转动式设有换向横轴,换向横轴右部与换向转轴左部之间连接有传动皮带组件,传动皮带组件由两个皮带轮和皮带组成,一个皮带轮安装于换向横轴右部,另一个皮带轮安装于换向转轴左部,皮带绕于两个皮带轮之间,换向横轴中部固接有用于吹风的导风叶轮,换向横轴中部转动式设有用于导流的导风筒,导风叶轮位于导风筒内,防护底罩上部后侧固接有防尘罩。
13.在本发明一个较佳实施例中,还包括有用于调整风向的定向机构,定向机构包括有磁力套筒、连接圆座和固定磁块,换向横轴右部固接有连接圆座,连接圆座上固接有用于驱动的磁力套筒,导风筒右部固接有固定磁块,固定磁块能与磁力套筒吸附。
14.在本发明一个较佳实施例中,还包括有用于对板材缓冲的缓冲机构,缓冲机构包括有缓冲底架、助动滚轮和第五复位弹簧,限位立板中部滑动式设有用于缓冲的缓冲底架,缓冲底架内侧间隔转动式设有助动滚轮,限位立板内侧面与缓冲底架之间均匀间隔绕接有第五复位弹簧。
15.与现有技术相比,本发明其显著进步在于:
16.1、本发明启动电动推杆的伸缩杆收缩,升降横板通过定位立杆带动出料顶板向下移动,进而模具成型后,再次启动电动推杆的伸缩杆伸长,升降横板向上移动通过定位立杆带动出料顶板向上移动复位,从而出料顶板向上移动对成品顶出,如此,方便人们冲压后进行脱模,省时省力。
17.2、本发明在限位机构的作用下,前后两侧限位立板向内移动对模具进行限位,如此,可避免模具冲压时产生移动。
18.3、本发明在夹紧机构的作用下,夹紧圆座向内摆动对模具夹紧,如此,可更进一步对模具进行限位。
附图说明
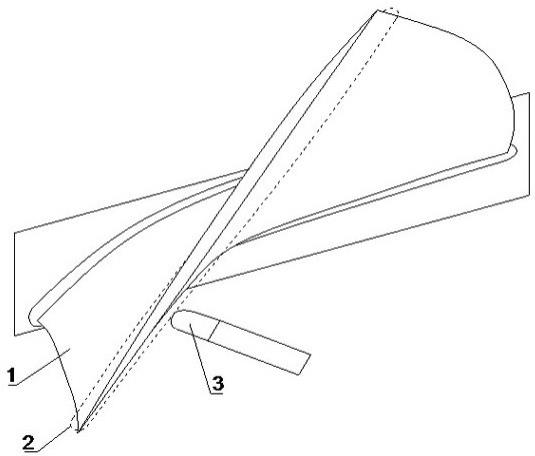
19.图1为本发明的立体结构示意图。
20.图2为本发明的第一种部分立体结构示意图。
21.图3为本发明的定位机构的部分立体结构示意图。
22.图4为本发明的升降机构的部分立体结构示意图。
23.图5为本发明的第二种部分立体结构示意图。
24.图6为本发明的限位机构的第一种部分立体结构示意图。
25.图7为本发明的限位机构的第二种部分立体结构示意图。
26.图8为本发明的限位机构的第三种部分立体结构示意图。
27.图9为本发明的夹紧机构的第一种部分立体结构示意图。
28.图10为本发明的夹紧机构的第二种部分立体结构示意图。
29.图11为本发明的第三种部分立体结构示意图。
30.图12为本发明的吹气机构的第一种部分立体结构示意图。
31.图13为本发明a部分的放大示意图。
32.图14为本发明的吹气机构的第二种部分立体结构示意图。
33.图15为本发明的吹气机构的第三种部分立体结构示意图。
34.图16为本发明的定向机构的第一种部分立体结构示意图。
35.图17为本发明的定向机构的第二种部分立体结构示意图。
36.图18为本发明的缓冲机构的部分立体结构示意图。
37.其中,上述附图包括以下附图标记:1:安装横板,2:支撑底架,3:固定横杆,4:固定底箱,5:冲压模组,6:出料顶板,7:定位机构,71:铰接斜板,72:定位弹簧,73:固定横轴,74:定位立杆,8:升降机构,81:安装罩,82:电动推杆,83:升降横板,84:定位导柱,85:启停开
关,9:限位机构,91:限位立板,92:第一复位导柱,93:第一复位弹簧,94:定位立块,95:定位齿条,96:换向齿轮,97:定位立板,98:第一活塞杆,99:第一液压筒,910:第二复位弹簧,911:导液管,912:第二液压筒,913:第二活塞杆,10:夹紧机构,101:夹紧圆座,102:安装横轴,103:定位连杆,104:定向弯块,105:开槽套筒,106:固定斜板,107:第二复位导柱,108:第三复位弹簧,11:吹气机构,111:l形连接杆,112:第三复位导柱,113:第四复位弹簧,114:定位绳轮,115:换向转轴,116:防护底罩,117:传动皮带组件,118:换向横轴,119:固定套架,1110:导风筒,1111:防尘罩,1112:导风叶轮,12:定向机构,121:磁力套筒,122:连接圆座,123:固定磁块,13:缓冲机构,131:缓冲底架,132:助动滚轮,133:第五复位弹簧。
具体实施方式
38.以下结合说明书附图进一步阐述本发明、并结合说明书附图给出本发明的实施例。
39.实施例1
40.一种便于精密模具成品快速取出的冲压装置,如图1-图4所示,包括有安装横板1、支撑底架2、固定横杆3、固定底箱4、冲压模组5、出料顶板6、定位机构7和升降机构8,安装横板1左右两侧都通过螺栓连接的方式连接有支撑底架2,左右两侧支撑底架2下部之间通过螺栓连接的方式连接有固定横杆3,安装横板1底部通过螺栓连接的方式连接有固定底箱4,固定底箱4内滑动式设有冲压模组5,冲压模组5与安装横板1滑动连接,出料顶板6能够将模具取出,安装横板1上设有定位机构7,定位机构7与出料顶板6固定连接,定位机构7可实现对出料顶板6进行导向定位,固定底箱4上设有升降机构8,升降机构8与定位机构7固定连接,升降机构可实现带动出料顶板6升降。
41.如图2和图3所示,定位机构7包括有铰接斜板71、定位弹簧72、固定横轴73和定位立杆74,安装横板1前后两侧都左右对称转动式设有固定横轴73,固定横轴73中部固接有铰接斜板71,铰接斜板71与出料顶板6滑动连接,安装横板1前后两侧都左右对称滑动式设有定位立杆74,左右两侧定位立杆74顶端与相邻的出料顶板6固定连接,出料顶板6底部与安装横板1顶部之间左右对称固接有定位弹簧72。
42.如图1、图2和图4所示,升降机构8包括有安装罩81、电动推杆82、升降横板83、定位导柱84和启停开关85,固定底箱4右部中间通过螺栓连接的方式连接有安装罩81,安装罩81内通过螺栓连接的方式连接有电动推杆82,安装横板1右部前后对称固接有定位导柱84,前后两侧定位导柱84之间滑动式设有升降横板83,升降横板83与电动推杆82的伸缩杆固定连接,升降横板83还与定位立杆74底端固定连接,安装横板1右侧面前部固接有启停开关85,启停开关85能够控制电动推杆82的伸缩杆伸缩。
43.首先,将本装置放置在冲压机构下方,使得冲压模组5位于冲压机构的冲压部件正下方;首先操作人员按动启停开关85一次,启停开关85控制电动推杆82的伸缩杆收缩,电动推杆82的伸缩杆收缩带动升降横板83向下移动,升降横板83向下移动带动定位立杆74向下移动,定位立杆74向下移动带动出料顶板6向下移动,定位弹簧72被压缩,出料顶板6向下移动带动铰接斜板71向下摆动,从而人们将钢材放置在安装横板1上,冲压模具通过冲压头对钢材施加压力,在冲压模组5配合作用下使板材产生塑性变形成品,进而模具成型后,再次启停开关85一次,启停开关85控制电动推杆82的伸缩杆伸长,电动推杆82的伸缩杆伸长带
动升降横板83向上移动,升降横板83向上移动通过定位立杆74带动出料顶板6向上移动复位,定位弹簧72起到助力作用,铰接斜板71也就向上摆动复位,从而出料顶板6向上移动对成品从冲压模组5内顶出,人们即可取下成品进行后续处理。
44.实施例2
45.在实施例1的基础之上,如图5-图8所示,还包括有限位机构9,限位机构9包括有限位立板91、第一复位导柱92、第一复位弹簧93、定位立块94、定位齿条95、换向齿轮96、定位立板97、第一活塞杆98、第一液压筒99、第二复位弹簧910、导液管911、第二液压筒912和第二活塞杆913,安装横板1前后两侧都左右对称固接有第一复位导柱92,前后两侧的左右两个第一复位导柱92之间均滑动式设有限位立板91,限位立板91可实现对板材进行限位,第一复位导柱92上绕有第一复位弹簧93,第一复位弹簧93一端与限位立板91连接,第一复位弹簧93另一端与安装横板1连接,限位立板91底部左侧通过螺栓连接的方式连接有定位立块94,定位立块94下部固接有定位齿条95,定位齿条95与安装横板1滑动连接,安装横板1左部中间转动式设有换向齿轮96,换向齿轮96与定位齿条95啮合,前侧的限位立板91底部中间固接有定位立板97,固定底箱4前部上中侧固接有第一液压筒99,第一液压筒99内滑动式设有第一活塞杆98,第一活塞杆98与定位立板97固定连接,第一活塞杆98后端与第一液压筒99内部之间设有第二复位弹簧910,固定底箱4前部左上侧嵌入式设有第二液压筒912,第二液压筒912与第一液压筒99之间连接有导液管911,第二液压筒912内滑动式设有第二活塞杆913,第二活塞杆913穿过安装横板1与前方出料顶板6固定连接,第二活塞杆913与安装横板1滑动连接。
46.如图5、图9和图10所示,还包括有夹紧机构10,夹紧机构10包括有夹紧圆座101、安装横轴102、定位连杆103、定向弯块104、开槽套筒105、固定斜板106、第二复位导柱107和第三复位弹簧108,安装横板1左右两侧都转动式设有安装横轴102,安装横轴102前后两侧都固接有夹紧圆座101,夹紧圆座101可实现进一步对板材限位,安装横轴102前后两侧都固接有开槽套筒105,开槽套筒105上的槽为螺旋槽,限位立板91内侧面左右对称固接有定位连杆103,定位连杆103内端固接有定向弯块104,定向弯块104与相邻的开槽套筒105上的螺旋槽滑动连接,安装横板1左右两侧都前后对称固接有第二复位导柱107,第二复位导柱107上滑动式设有固定斜板106,固定斜板106与相邻的夹紧圆座101固定连接,第二复位导柱107上绕有第三复位弹簧108,第三复位弹簧108一端与固定斜板106连接,第三复位弹簧108另一端与安装横板1连接。
47.如图11-图15所示,还包括有吹气机构11,吹气机构11包括有l形连接杆111、第三复位导柱112、第四复位弹簧113、定位绳轮114、换向转轴115、防护底罩116、传动皮带组件117、换向横轴118、固定套架119、导风筒1110、防尘罩1111和导风叶轮1112,安装横板1右部后侧固接有两根第三复位导柱112,两根第三复位导柱112之间滑动式设有l形连接杆111,l形连接杆111与后方限位立板91固定连接,第三复位导柱112上绕有第四复位弹簧113,第四复位弹簧113一端与l形连接杆111连接,第四复位弹簧113另一端与安装横板1连接,安装横板1右部后上侧转动式设有换向转轴115,换向转轴115前部固接有定位绳轮114,定位绳轮114上绕接有拉绳,定位绳轮114上拉绳尾端与l形连接杆111固定连接,安装横板1右部后上侧嵌入式设有防护底罩116,防护底罩116与换向转轴115转动连接,安装横板1后侧面上部固接有固定套架119,固定套架119上部中间转动式设有换向横轴118,换向横轴118右部与
换向转轴115左部之间连接有传动皮带组件117,传动皮带组件117由两个皮带轮和皮带组成,一个皮带轮安装于换向横轴118右部,另一个皮带轮安装于换向转轴115左部,皮带绕于两个皮带轮之间,换向横轴118中部固接有导风叶轮1112,换向横轴118中部转动式设有导风筒1110,固定套架119上设置有两个对导风筒1110限位的凸块,两个凸块能够限制导风筒1110摆动一定的角度,导风叶轮1112位于导风筒1110内,当导风叶轮1112转动时,导风叶轮1112可通过导风筒1110将成品吹起,防护底罩116上部后侧固接有防尘罩1111。
48.当电动推杆82的伸缩杆收缩时,前方出料顶板6带动第二活塞杆913向下移动,第二活塞杆913向下移动使得第二液压筒912内液压油通过导液管911排入第一液压筒99内,从而第一活塞杆98向后移动,第二复位弹簧910被压缩,第二活塞杆913向后移动带动定位立板97向后移动,定位立板97向后移动带动前方限位立板91向后移动,前方第一复位弹簧93被压缩,同时,前方限位立板91向后移动还带动前方定位立块94向后移动,前方定位立块94向后移动带动前方定位齿条95向后移动,前方定位齿条95向后移动带动换向齿轮96正转,换向齿轮96正转带动后方定位齿条95向前移动,后方定位齿条95向前移动带动后方定位立块94向前移动,后方定位立块94向前移动带动后方限位立板91向前移动,后方第一复位弹簧93被压缩,进而前后两侧限位立板91向内移动对模具进行限位,模具冷却成型后,再次启停开关85一次,启停开关85控制电动推杆82的伸缩杆伸长,前方出料顶板6带动第二活塞杆913向上移动复位,因第二复位弹簧910的作用,第一活塞杆98向前移动复位,且因第一复位弹簧93的作用,限位立板91也就向外移动复位,如此,可避免板材冲压时产生移动。
49.当电动推杆82的伸缩杆收缩时,限位立板91向内移动带动定位连杆103向内移动,定位连杆103向内移动带动定向弯块104向内移动,定向弯块104向内移动带动开槽套筒105向内转动,开槽套筒105向内转动带动安装横轴102向内转动,安装横轴102向内转动带动夹紧圆座101向内摆动,夹紧圆座101向内摆动带动固定斜板106向外移动,第三复位弹簧108被压缩,从而夹紧圆座101向内摆动对模具夹紧,模具成型后,再次启停开关85一次,启停开关85控制电动推杆82的伸缩杆伸长,限位立板91通过定位连杆103带动定向弯块104向外移动,因第三复位弹簧108的作用,固定斜板106带动夹紧圆座101向外摆动复位,如此,可更进一步对板材进行限位。
50.当电动推杆82的伸缩杆收缩时,后方限位立板91向前移动带动l形连接杆111向前移动,第四复位弹簧113被压缩,l形连接杆111向前移动带动拉绳使得定位绳轮114正转,定位绳轮114正转带动换向转轴115正转,换向转轴115正转带动传动皮带组件117正转,传动皮带组件117正转带动换向横轴118正转,换向横轴118正转带动导风叶轮1112正转,导风叶轮1112正转对模具进行吹气,从而模具冷却成型后,再次启停开关85一次,启停开关85控制电动推杆82的伸缩杆伸长,后方限位立板91带动l形连接杆111向后移动复位,第四复位弹簧113起到助力作用,定位绳轮114也就带动换向转轴115反转,换向横轴118再次带动导风叶轮1112反转,导风叶轮1112反转通过导风筒1110将成型模具吹起,人们即可取下模具进行后续处理,如此,更加便于人们取下成品。
51.实施例3
52.在实施例1和实施例2的基础之上,如图11、图16和图17所示,还包括有定向机构12,定向机构12包括有磁力套筒121、连接圆座122和固定磁块123,换向横轴118右部固接有连接圆座122,连接圆座122上固接有磁力套筒121,导风筒1110右部固接有固定磁块123,固
定磁块123能与磁力套筒121吸附,磁力套筒121通过固定磁块123对导风筒1110出风口进行调节。
53.如图11和图18所示,还包括有缓冲机构13,缓冲机构13包括有缓冲底架131、助动滚轮132和第五复位弹簧133,限位立板91中部滑动式设有缓冲底架131,当限位立板91向内移动对板材限位时,缓冲底架131可实现对模具起到缓冲作用,缓冲底架131内侧间隔转动式设有助动滚轮132,限位立板91内侧面与缓冲底架131之间均匀间隔绕接有第五复位弹簧133。
54.当换向横轴118正转时,换向横轴118正转还带动连接圆座122正转,连接圆座122正转带动磁力套筒121正转,磁力套筒121正转带动固定磁块123正转,固定磁块123正转带动导风筒1110正转,导风筒1110正转使得出风口朝上,而换向横轴118反转时,连接圆座122通过磁力套筒121带动固定磁块123反转,导风筒1110反转使得出风口与模具对应,进而导风叶轮1112反转通过导风筒1110将成型模具吹起,如此,可避免导风筒1110正转时将模具吹起。
55.当限位立板91向内移动对板材限位时,缓冲底架131通过第五复位弹簧133对模具起到缓冲作用,助动滚轮132起到导向作用,如此,可避免限位时板材产生破损。
56.最后,有必要说明的是:上述内容仅用于帮助理解本发明的技术方案,不能理解为对本发明保护范围的限制;本领域技术人员根据本发明的上述内容所做出的非本质改进和调整,均属本发明所要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。