1.本实用新型涉及纸加工技术领域,具体涉及一种缓冲纸垫自动成型收集装置。
背景技术:
2.物品和用于运送物品的纸盒或容器之间的间隙通常用衬板材料来填充以为物品提供缓冲垫并且防止其在运送期间在纸箱内移动。填充材料包括瓦楞纸板、塑料泡沫垫以及褶皱纸垫,其中瓦楞纸板生产设备要求较高,工艺较为复杂;塑料泡沫垫生产成本较高、大量使用后会污染环境。
3.现有的褶皱纸垫的生产,需要多层的折叠纸作为原料通过人工成型或者机械成型为多层之间具有缓冲空间的结构;因此需要已经折叠完成的层状纸作为加工的原料,而现有的单层纸还需要人工进行折叠才能够进一步加工成褶皱纸垫,效率低下。
4.通过采用机械设备保证纸垫的自动成型,效率更好;但是现有的包装纸自动成型装置,装置本身比较小巧,包装纸自动成型装置的出纸口比较低,导致在需要站立打包的情况下,需要弯腰去拾取包装纸,十分不方便。且包装纸自动成型装置在使用自动模式下无人照看时设备出纸端容易堆积并且存在安全隐患及影响设备的使用占位面积;卷装耗材和折叠捆状耗材无法通用,十分麻烦。
技术实现要素:
5.本实用新型所要解决的技术问题是:提供一种能够将自动加工成型缓冲纸垫并将其收集到输送到预定高度收集框内的缓冲纸垫自动成型收集装置。
6.为了解决上述技术问题,本实用新型采用的技术方案为:
7.一种缓冲纸垫自动成型收集装置,包括输送组件、自动成型组件和收集框;
8.所述输送组件包括风道和风机,所述风道的一端与风机连通,另一端伸入收集框内;所述风道的侧壁上还开设有输送口;
9.所述自动成型组件具有出纸口,所述出纸口与输送口连通,所述自动成型组件将加工成型的缓冲纸垫通过出纸口送入输送口。
10.本实用新型的有益效果在于:通过收集框和输送组件的使用,能够将自动成型组件加工好的缓冲纸垫进行输送至收集框内,通过预设收集框高度,能够方便操作人员的拾取,整洁装置周边环境,降低工作场地的风险。
附图说明
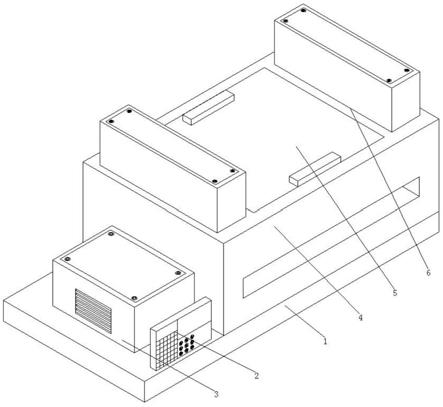
11.图1为本实用新型实施例一的一种缓冲纸垫自动成型收集装置的示意图;
12.图2为图1的局部拆解侧视;
13.图3为图1的切断模组示意图;
14.图4为本实用新型实施例二的一种缓冲纸垫自动成型收集装置的示意图;
15.标号说明:1、输送组件;11、风道;12、风机;13、弧形通道;2、自动成型组件;21、进
纸口;22、盖板;3、收集框;4、底座;41、耗材容纳区;42、万向轮;5、耗材;6、切断模组;61、往复件;62、切刀;63、轨道;64、配合件。
具体实施方式
16.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
17.请参照图1至图4,一种缓冲纸垫自动成型收集装置,包括输送组件1、自动成型组件2和收集框3;
18.所述输送组件1包括风道11和风机12,所述风道11的一端与风机12连通,另一端伸入收集框3内;所述风道11的侧壁上还开设有输送口;
19.所述自动成型组件2具有出纸口,所述出纸口与输送口连通,所述自动成型组件2将加工成型的缓冲纸垫通过出纸口送入输送口。
20.从上述描述可知,通过收集框3和输送组件1的使用,能够将自动成型组件2加工好的缓冲纸垫进行输送至收集框3内,通过预设收集框3高度,能够方便操作人员的拾取,整洁装置周边环境,降低工作场地的风险。
21.进一步的,所述收集框3包括框架和网罩,所述网罩套设在框架上,所述网罩上设置有若干开口。
22.从上述描述可知,通过采用网罩加框架的结构,保证收集框3的重量轻,成本低,且配合预设的开口,能够设置成符合人体工程学高度、角度的位置,方便人工取出不费力。
23.进一步的,所述装置还包括底座4;
24.所述自动成型组件2固定设置在底座4上,所述风机12设置于自动成型组件2下方的底座4内,所述风道11垂直设置,所述收集框3固定在风道11的末端。
25.从上述描述可知,通过收集装置垂直设置,能够减少占地面积。
26.进一步的,所述自动成型组件2包括进纸口21,所述进纸口21下方的底座4上开设有容纳自动成型组件2使用的耗材容纳区41,且所述耗材容纳区41位于风机12的侧边。
27.从上述描述可知,通过将耗材容纳区41设置与纸口下方的底座4上且位于所述耗材容纳区41位于风机12的侧边,能够使得装置的重心整体降低。
28.进一步的,所述耗材容纳区41内容纳有卷状或折叠捆状的耗材5。
29.从上述描述可知,通过采用卷状或折叠捆状的耗材5,满足耗材5的通用性。
30.进一步的,所述自动成型组件2的进纸口21和出纸口分别位于自动成型组件2的两端上。
31.从上述描述可知,通过进纸口21和出纸口分别位于自动成型组件2的两端上,使得自动成型收集装置的重量更加均衡,减少出现头重脚轻的情况,和前后质量分布不均匀的情况。
32.进一步的,所述自动成型组件2还包括切断模组6,所述切断模组6设置于出纸口与输送口之间;
33.所述切断模组6包括往复件61、切刀62、轨道63和配合件64;
34.所述往复件61、轨道63以及配合件64设置在自动成型组件2或底座4上;所述切刀62设置在轨道63上,所述往复件61带动切刀62上运动,所述往复件61带动切刀62沿轨道63
朝向配合件64往复运动。
35.从上述描述可知,通过切断模组6的设置,能够根据切出不同长度的成型纸垫,满足不同需求。
36.进一步的,所述底座4的底部上设置有多个的万向轮42。
37.从上述描述可知,通过万向轮42,能够方便装置的整体进行移动。
38.进一步的,所述风道11的末端为弧形通道13。
39.从上述描述可知,通过采用弧形通道13为风道11末端,方便成型纸垫进入到收集框3内。
40.进一步的,所述自动成型组件2的顶部上设置有可拆卸连接的盖板22。
41.从上述描述可知,通过可拆卸链机的盖板22的设置,能够在自动成型组件2发生卡纸、堵塞等问题时,方便直接开启维护修理。
42.实施例一
43.参照图1-3,一种缓冲纸垫自动成型收集装置,包括输送组件、自动成型组件和收集框;
44.所述输送组件包括风道和风机,所述风道的一端与风机连通,另一端伸入收集框内;所述风道的侧壁上还开设有输送口;
45.所述自动成型组件具有出纸口,所述出纸口与输送口连通,所述自动成型组件将加工成型的缓冲纸垫通过出纸口送入输送口。
46.所述收集框包括框架和网罩,所述网罩套设在框架上,所述网罩上设置有若干开口。
47.所述装置还包括底座;
48.所述自动成型组件固定设置在底座上,所述风机设置于自动成型组件下方的底座内,所述风道垂直设置,所述收集框固定在风道的末端。
49.所述自动成型组件包括进纸口,所述进纸口下方的底座上开设有容纳自动成型组件使用的耗材容纳区,且所述耗材容纳区位于风机的侧边。
50.所述耗材容纳区内容纳有卷状耗材。
51.所述自动成型组件的进纸口和出纸口分别位于自动成型组件的两端上。
52.所述自动成型组件还包括切断模组,所述切断模组设置于出纸口与输送口之间;
53.所述切断模组包括往复件、切刀、轨道和配合件;
54.所述往复件、轨道以及配合件设置在自动成型组件或底座上;所述切刀设置在轨道上,所述往复件带动切刀上运动,所述往复件带动切刀沿轨道朝向配合件往复运动。
55.所述底座的底部上设置有4个的万向轮。
56.所述风道的末端为弧形通道。
57.所述自动成型组件的顶部上设置有可拆卸连接的盖板。
58.实施例二
59.参照图4,一种缓冲纸垫自动成型收集装置,包括输送组件、自动成型组件和收集框;
60.所述输送组件包括风道和风机,所述风道的一端与风机连通,另一端伸入收集框内;所述风道的侧壁上还开设有输送口;
61.所述自动成型组件具有出纸口,所述出纸口与输送口连通,所述自动成型组件将加工成型的缓冲纸垫通过出纸口送入输送口。
62.所述收集框包括框架和网罩,所述网罩套设在框架上,所述网罩上设置有若干开口。
63.所述装置还包括底座;
64.所述自动成型组件固定设置在底座上,所述风机设置于自动成型组件下方的底座内,所述风道垂直设置,所述收集框固定在风道的末端。
65.所述自动成型组件包括进纸口,所述进纸口下方的底座上开设有容纳自动成型组件使用的耗材容纳区,且所述耗材容纳区位于风机的侧边。
66.所述耗材容纳区内容纳有折叠捆状的耗材。
67.所述自动成型组件的进纸口和出纸口分别位于自动成型组件的两端上。
68.所述自动成型组件还包括切断模组,所述切断模组设置于出纸口与输送口之间;
69.所述切断模组包括往复件、切刀、轨道和配合件;
70.所述往复件、轨道以及配合件设置在自动成型组件或底座上;所述切刀设置在轨道上,所述往复件带动切刀上运动,所述往复件带动切刀沿轨道朝向配合件往复运动。
71.所述底座的底部上设置有4个可锁定的万向轮。
72.所述风道的末端为弧形通道。
73.所述自动成型组件的顶部上设置有可拆卸连接的盖板。
74.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。