1.本实用新型涉及光电器件加工领域,具体为一种切筋刀片和切筋装置。
背景技术:
2.盐雾试验是一种主要利用盐雾试验设备所创造的人工模拟盐雾环境条件来考核产品或金属材料耐腐蚀性能的环境试验,对于铁引线框架的光电产品而言,盐雾试验需要在72小时后零锈蚀,而当引线框架切口位置毛刺大于0.08mm时,在电镀锡时会造成尖端放电带来的针孔、空洞等问题,而这些问题都是导致盐雾试验不合格的重要因素,因此,为了使盐雾试验需要在72小时后零锈蚀,需要使钢筋切口位置的毛刺小于0.06,然而由于现有切刀都是平面对平面进行冲切,使得切筋过程中,上下冲刀会出现碰撞,进而导致刀口圆滑不够锋利,最终导致毛刺产生,而解决方式是需要及时对刀口开刃或者及时更换新刀片。
3.但是,频繁对刀口开刃或者及时更换新刀片,会使得模具维护成本急剧增加,并影响生产效率,因此,急需设计一种能够提升产品切筋质量,且能降低模具维护成本的刀片。
技术实现要素:
4.有鉴于此,本实用新型实施例提供了一种切筋装置,以提升切筋质量和降低模具维护成本。
5.为实现上述目的,本实用新型实施例提供如下技术方案:
6.一种切筋装置,适用于光电器件,包括:模架、上模冲刀固定板、下模冲刀固定板、冲切上刀和冲切下刀;
7.上模冲刀固定板固定于模架上方,下模冲刀固定板固定于模架下方;
8.冲切上刀固定于上模冲刀固定板,冲切下刀固定于下模冲刀固定板;
9.冲切上刀的非切口处设有用于避免与冲切下刀错位的入刀导引结构,冲切下刀的切口处设有用于避让冲切上刀的避空结构。
10.优选的,入刀导引结构为倒梯形结构。
11.优选的,冲切下刀的切口处单侧开设有用于避让冲切上刀的避空间隙。
12.优选的,避空间隙的宽度为0.005mm。
13.优选的,冲切上刀和冲切下刀的非切口处单侧均设有0.005mm间隙。
14.优选的,冲切上刀的切口处单侧设有0.01mm间隙。
15.优选的,冲切上刀和/或冲切下刀的材质为xw-5高铬钢。
16.优选的,还包括固定于模架下方的若干个导柱;上模冲刀固定板能够沿导柱上下移动。
17.优选的,还包括:上模冲刀卸料板和卸料弹簧;
18.卸料弹簧设置于上模冲刀卸料板与上模冲刀固定板之间。
19.本实用新型提供的一种切筋装置,通过在冲切上刀的非切口处设置用于避免与冲切下刀错位的入刀导引结构,能够在冲切上刀与冲切下刀配合切铁引线框架的筋时,能够
避免冲切上刀与冲切下刀发生错位,进而能够准确的使冲切上刀与冲切下刀配合将铁引线框架的筋切除,而通过在冲切下刀的切口处设置用于避让冲切上刀的避空结构,能够在冲切上刀与冲切下刀配合发生碰撞时,避免冲切上刀与冲切下刀的切口处刀口发生碰撞,有效提高了模具冲切的精度,并能有效延长冲切上刀和冲切下刀的使用寿命,进而能够提高切铁引线框架的筋的效率和质量,有效降低模具维护成本。
附图说明
20.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
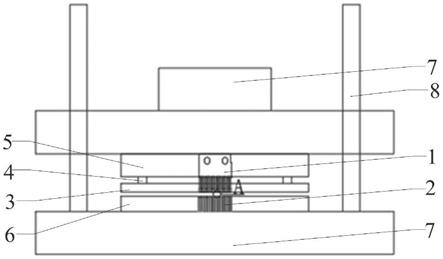
21.图1为本实用新型实施例提供的一种光电器件的切筋装置的结构示意图;
22.图2为本实用新型实施例提供的冲切上刀的主视图;
23.图3为本实用新型实施例提供的冲切上刀的侧视图;
24.图4为本实用新型实施例提供的冲切下刀的主视图;
25.图5为本实用新型实施例提供的冲切下刀的侧视图;
26.图6为本实用新型实施例提供的冲切下刀的俯视图;
27.图7为本实用新型实施例提供的光电器件的切筋装置a处放大图;
28.图8为本实用新型实施例提供的下模冲刀固定板的正视图;
29.图9为本实用新型实施例提供的下模冲刀固定板的侧视图;
30.图10为本实用新型实施例提供的上模冲刀卸料板的正视图。
31.其中,冲切上刀1、入刀导引11、冲切下刀2、避空结构21、卸料板3、卸料弹簧4、上模冲刀固定板5、下模冲刀固定板6、模架7、导柱8。
具体实施方式
32.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
33.本实用新型实施例提供一种光电器件的切筋装置,适用于光电器件,参见图1至图10,图1为光电器件的切筋装置示意图,所述切筋装置包括:模架7、上模冲刀固定板5、下模冲刀固定板6、冲切上刀1和冲切下刀2;
34.上模冲刀固定板5固定于模架7上方,下模冲刀固定板6固定于模架7下方;
35.冲切上刀1固定于上模冲刀固定板5,冲切下刀2固定于下模冲刀固定板6;
36.冲切上刀1的非切口处设有用于避免与冲切下刀2错位的入刀导引11结构,冲切下刀2的切口处设有用于避让冲切上刀1的避空结构21。
37.需要说明的是,通过在冲切上刀1的非切口处设置用于避免与冲切下刀2错位的入刀导引11结构,能够在冲切上刀1与冲切下刀2配合切铁引线框架的筋时,能够避免冲切上刀1与冲切下刀2发生错位,进而能够准确的使冲切上刀1与冲切下刀2配合将铁引线框架的
筋切除,而通过在冲切下刀2的切口处设置用于避让冲切上刀1的避空结构21,能够在冲切上刀1与冲切下刀2配合发生碰撞时,避免冲切上刀1与冲切下刀2的切口处刀口发生碰撞,有效提高了模具冲切的精度,并能有效延长冲切上刀1和冲切下刀2的使用寿命,进而能够提高切铁引线框架的筋的效率和质量,有效降低模具维护成本。
38.具体的,入刀导引11结构为倒梯形结构。
39.需要说明的是,将入刀导引11结构设置为倒梯形结构,即入刀导引11结构下边长小于入刀导引11结构的上边长,使得冲切上刀1与冲切下刀2互相配合时,倒梯形结构的下边长先与冲切下刀2配合,随着冲切上刀1与冲切下刀2逐渐接触,倒梯形结构的宽度增加,进而能调整冲切上刀1与冲切下刀2横向位置,使冲切上刀1与冲切下刀2对准,使得最终冲切上刀1与冲切下刀2配合能够精准的对铁引线框架的筋切除。
40.还需要说明的是,入刀导引11结构可以为倒梯形结构,也可以为其他具有引导功能的结构,入刀导引11结构并不仅限于倒梯形结构。
41.具体的,冲切下刀2的切口处单侧开设有用于避让冲切上刀1的避空间隙。
42.需要说明的是,冲切下刀2的切口处可以单侧开设用于避让冲切上刀1的避让空隙,也可以在冲切下刀2的切口处两侧开设用于避让冲切上刀1的避让空隙,在本技术中,优选在冲切下刀2的切口处单侧开设有用于避让冲切上刀1的避空间隙。
43.具体的,避空间隙的宽度为0.005mm。
44.需要说明的是,避空间隙的宽度可以为0.005mm,也可以为其他数值,本领域技术人员也可以根据需求对避空间隙进行设定。
45.进一步,冲切上刀1和冲切下刀2的非切口处单侧均设有0.005mm间隙。
46.需要说明的是,通过在冲切上刀1和冲切下刀2的非切口处单侧设0.005mm间隙,能够保证冲切上刀1与冲切下刀2对铁引线框架的筋切除时的冲切精度,进而不会因冲切上刀1和/或冲切下刀2发生偏移产生毛刺。
47.具体的,冲切上刀1的切口处单侧设有0.01mm间隙。
48.需要说明的是,通过在冲切上刀1的切口处单侧设0.01mm间隙,并配合上冲切上刀1的切口处单侧设置的0.005mm间隙,能够在冲切上刀1与冲切下刀2配合发生碰撞时,完全避免冲切上刀1与冲切下刀2的刀口发生碰撞,进而有效延长了冲切上刀1和冲切下刀2的使用寿命,并保证了模具冲切的精度,提高切筋质量和效率。
49.具体的,冲切上刀1和/或冲切下刀2的材质为xw-5高铬钢。
50.需要说明的是,冲切上刀1和/或冲切下刀2可以采用xw-5高铬钢制成,也可以采用其他合金钢制成,冲切上刀1和/或冲切下刀2的材质并不仅限于xw-5高铬钢。
51.进一步,切筋装置,还包括固定于模架7下方的若干个导柱8;上模冲刀固定板5能够沿导柱8上下移动。
52.需要说明的是,通过在模具下方固定若干个导柱8,能够在模具工作时,使上模冲刀固定板5能够沿导柱8上下移动,进而保证冲切上刀1与冲切下刀2能够精准配合切除铁引线框架的筋。
53.进一步,切筋装置,还包括:上模冲刀卸料板3和卸料弹簧4;
54.卸料弹簧4设置于上模冲刀卸料板3与上模冲刀固定板5之间。
55.需要说明的是,将卸料弹簧4设置在上模冲刀卸料板3与上模冲刀固定板5之间,可
以在冲切上刀1与冲切下刀2对铁引线框架的筋切除后,卸料弹簧4在自身的弹性回复力作用下,使上模冲刀卸料板3向下运动,进而使铁引线框架和/或铁引线框架的筋与冲切上刀1分离,达到卸料作用。
56.为了便于理解上述方案,结合图1至图10,下面对本方案作进一步介绍。
57.光电器件的切筋装置的包括:模架、下模冲刀固定板、上模冲刀固定板、冲切上刀和冲切下刀;
58.带导柱的模架;将下模冲刀固定板固定到模架下方;将切口处带避空的冲切下刀安装在下模冲刀固定板上;将上模冲刀固定板固定到模架上方;
59.将上模冲刀卸料板压在卸料弹簧上,固定到上模冲刀固定板上;
60.将带入刀导引的冲切上刀,固定到上模冲刀固定板上。
61.光电器件的切筋装置的冲切上刀和冲切下刀采用了xw-5瑞典高铬钢,牌号hrc60-62;
62.冲切上刀的非切口处设计了入刀导引,冲切下刀的切口处单侧设计了0.005mm的避空;
63.冲切上刀和冲切下刀的非切口处单侧保留0.005mm间隙,这种设计可以保证冲切的精度,不会因刀片偏移产生毛刺;
64.冲切上刀和冲切下刀的切口处单侧保留0.01mm间隙,非切口处间隙0.005mm,这种设计可以使冲切上刀和冲切下刀发生碰撞时,也不会伤及冲切上刀和冲切下刀的刀口,完全避免了冲切上刀和冲切下刀的刀口碰撞问题,并提高了模具冲切的精度,从而延长了冲切上刀和冲切下刀的使用寿命,提高了切筋的质量。
65.本技术的核心点:
66.1、冲切上刀采用非切口处带入刀导引,避免冲切上刀与冲切下刀配合时错位;
67.2、冲切下刀采用切口处单侧带0.005mm避空,避免冲切上刀与冲切下刀碰撞;
68.3、冲切上刀与冲切下刀的非切口间隙可以缩小到0.005mm,所以本技术切口处单侧间隙可以精确到0.01mm,来进一步提高冲切的精度减小毛刺。
69.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
