1.本发明涉及电阻焊领域,更具体地说,涉及脉冲式电阻焊。
背景技术:
2.电阻焊一般包括上电阻和下电阻,需要焊接的两被焊物设置于上电阻和下电阻之间,为上电阻提供向下的压力且为下电阻提供向上的压力,该压力使两被焊物抵接,且将上电阻和下电阻分别连接两电极,使上电阻和下电阻之间产生电流,电流流经两被焊物出于上电阻底端和下电阻顶端之间的部分,两被焊物出于上电阻和下电阻之间的部分由于流经电流而产生热量并融化,从而在压力的作用下完成焊接工作。
3.但是目前的电阻焊操作需要人工将两块需要焊接的板件堆叠放置在下电阻上,然后上电阻自动下压并通电焊接,效率低下,而且人工操作存在一定风险,并且对于两个板件之间需要焊接多个焊点时,需要反复调整板件的位置,以保证焊点全部焊接,操作繁琐不便,且焊接时产生的少量烟雾一般直接排放,长此以往对工作环境内的人体会造成伤害,因此我们提出一种脉冲式电阻焊,用以解决该类问题。
技术实现要素:
4.针对现有技术中存在的相关问题,本发明的目的在于提供脉冲式电阻焊。
5.为解决上述问题,本发明采用如下的技术方案。
6.脉冲式电阻焊,包括底座,所述底座的顶部固定连接有安装座、控制主机和灼烧装置,所述安装座位于控制主机和灼烧装置之间,所述安装座的顶部固定连接有支架,所述支架的顶部固定连接有顶板,所述顶板的顶部固定连接有电动气缸,所述电动气缸的底端贯穿并滑动连接至顶板的底部,所述电动气缸的底部固定安装有脉冲电极组件,所述安装座的顶部开设有两个平行的滑槽,两个所述滑槽的内部均滑动连接有l形滑杆,所述安装座的内部安装有驱动机构,所述驱动机构与两个l形滑杆相连接,所述安装座的顶部固定连接有固定块,所述固定块的内部插接有下电极,所述下电极位于脉冲电极组件的正下方,所述安装座的右侧通过导线与控制主机相连接,所述支架与灼烧装置相连接,两个所述l形滑杆的顶部均固定连接有电动推杆,两个所述电动推杆的顶部均固定连接夹持块。
7.作为上述技术方案的进一步描述:所述灼烧装置包括高压气罐、连接软管、直管和双出喷头,所述高压气罐的底部与底座固定连接,所述高压气罐的输出端与连接软管固定连接,所述连接软管的另一端与直管固定连接,所述直管的另一端与双出喷头固定连接。
8.作为上述技术方案的进一步描述:所述支架的左侧固定连接有挂接块,所述直管的外侧套设有手柄,所述手柄挂接于挂接块上。
9.作为上述技术方案的进一步描述:所述脉冲电极组件包括外壳、电磁块、活动块、永磁体和上电极,所述外壳的顶部与电动气缸的底端固定连接,所述电磁块的顶部与外壳的内壁固定连接,所述活动块的外侧滑动连接至外壳的内部,所述永磁体的底部嵌设与活动块的顶部,所述永磁体位于电磁块的正下方,所述上电极的顶端与活动块的底端固定连
接,所述上电极的底端贯穿并滑动连接至外壳的底部,所述上电极与下电极位于同一轴线。
10.作为上述技术方案的进一步描述:所述外壳内侧的底部固定连接有均匀分布的橡胶弹力块,所述活动块的顶部固定连接有两个弹簧,两个所述弹簧的顶端均与外壳的内壁固定连接。
11.作为上述技术方案的进一步描述:所述驱动机构包括双头伺服电机、两个传动杆、两个齿轮和两个齿板,所述双头伺服电机的两个输出端分别通过联轴器与两个传动杆固定连接,两个所述传动杆相背的一端分别贯穿并转动连接至两个滑槽的内部,两个所述传动杆位于滑槽内部的一端分别与两个齿轮固定连接,两个所述齿板的顶部分别与两个l形滑杆固定连接,两个所述齿板的外侧分别与两个齿轮相互啮合。
12.作为上述技术方案的进一步描述:所述顶板的顶部固定连接有烟尘过滤器,所述烟尘过滤器的顶部固定连接有轴流风机,所述烟尘过滤器的底部固定连接有两个进气管,两个所述进气管的底端分别贯穿并固定连接至顶板的底部,两个所述进气管的底端分别固定连接有两个吸风罩。
13.作为上述技术方案的进一步描述:所述夹持块的内部开设有夹板槽,所述夹持块的顶部螺纹连接有调节杆,所述调节杆的底端延伸至夹板槽的内部,所述调节杆的底部转动连接有活动板。
14.相比于现有技术,本发明的优点在于:
15.本方案通过底座对装置进行支撑固定,先将两个需要焊接的板件分别插接至两个夹持块内部进行固定,然后启动两个电动推杆调节两个板件的位置,使得右侧的夹持块带动板件接触底部的下电极,左侧夹持块带动板件接触底部的板件,然后启动电动气缸带动脉冲电极组件垂直下降一段距离,使得脉冲电极组件的底端与顶部的板件之间保持一小段距离,然后通过控制主机以及安装座配合对脉冲电极组件通电,使得脉冲电极组件的底端能够按照固定的频率接触并压紧板件,并在其接触板件的同时通入高压电流对板件进行焊接,当一个焊点焊接完成后,此时启动驱动机构带动两个l形滑杆沿着两个滑槽同步移动,以带动两个电动推杆上的夹持块同步移动,以带动两个板件同步移动,使得板件发生移动,以使脉冲电极组件与下电极对准板件上的下一个焊点,然后重复焊接操作,通过设定脉冲电极组件的运动频率和驱动机构的运行频率进行匹配,以实现装置自动对所有焊点进行焊接,并且长时间使用后可以通过灼烧装置对下电极以及脉冲电极组件的接触头进行灼烧氧化,避免其在焊接时与板件发生粘连,从而实现了装置具备可以实现自动化焊接操作,节省人力,使用更安全,并且可自动对板件上的多个焊点进行自动化焊接操作,同时可以吸收过滤烟尘,保护工作环境和人体健康的优点。
附图说明
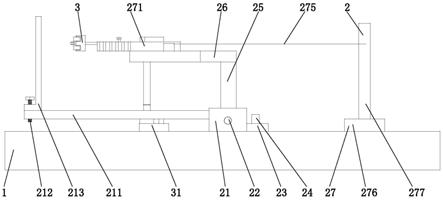
16.图1为本发明的正视剖面结构示意图;
17.图2为图1中a部结构放大示意图;
18.图3为本发明的脉冲电极组件正视立体剖面结构示意图;
19.图4为本发明的滑槽俯视结构示意图;
20.图5为本发明的夹持块正视立体结构示意图;
21.图6为本发明的双出喷头正视立体结构示意图;
22.图7为本发明的l形滑杆正视立体结构示意图。
23.图中标号说明:
24.1、底座;2、支架;21、挂接块;3、控制主机;4、灼烧装置;41、高压气罐;42、连接软管;43、直管;431、手柄;44、双出喷头;5、顶板;51、烟尘过滤器;52、轴流风机;53、进气管;54、吸风罩;6、电动气缸;7、脉冲电极组件;71、外壳;711、橡胶弹力块;72、电磁块;73、活动块;731、弹簧;74、永磁体;75、上电极;8、滑槽;9、l形滑杆;10、驱动机构;101、双头伺服电机;102、传动杆;103、齿轮;104、齿板;11、固定块;12、下电极;13、安装座;14、电动推杆;15、夹持块;151、夹板槽;152、调节杆;153、活动板。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;
26.请参阅图1~7,本发明中,脉冲式电阻焊,包括底座1,底座1的顶部固定连接有安装座13、控制主机3和灼烧装置4,安装座13位于控制主机3和灼烧装置4之间,安装座13的顶部固定连接有支架2,支架2的顶部固定连接有顶板5,顶板5的顶部固定连接有电动气缸6,电动气缸6的底端贯穿并滑动连接至顶板5的底部,电动气缸6的底部固定安装有脉冲电极组件7,安装座13的顶部开设有两个平行的滑槽8,两个滑槽8的内部均滑动连接有l形滑杆9,安装座13的内部安装有驱动机构10,驱动机构10与两个l形滑杆9相连接,安装座13的顶部固定连接有固定块11,固定块11的内部插接有下电极12,下电极12位于脉冲电极组件7的正下方,安装座13的右侧通过导线与控制主机3相连接,支架2与灼烧装置4相连接,两个l形滑杆9的顶部均固定连接有电动推杆14,两个电动推杆14的顶部均固定连接夹持块15。
27.本发明中,通过底座1对装置进行支撑固定,先将两个需要焊接的板件分别插接至两个夹持块15内部进行固定,然后启动两个电动推杆14调节两个板件的位置,使得右侧的夹持块15带动板件接触底部的下电极12,左侧夹持块15带动板件接触底部的板件,然后启动电动气缸6带动脉冲电极组件7垂直下降一段距离,使得脉冲电极组件7的底端与顶部的板件之间保持一小段距离,然后通过控制主机3以及安装座13配合对脉冲电极组件7通电,使得脉冲电极组件7的底端能够按照固定的频率接触并压紧板件,并在其接触板件的同时通入高压电流对板件进行焊接,当一个焊点焊接完成后,此时启动驱动机构10带动两个l形滑杆9沿着两个滑槽8同步移动,以带动两个电动推杆14上的夹持块15同步移动,以带动两个板件同步移动,使得板件发生移动,以使脉冲电极组件7与下电极12对准板件上的下一个焊点,然后重复焊接操作,通过设定脉冲电极组件7的运动频率和驱动机构10的运行频率进行匹配,以实现装置自动对所有焊点进行焊接,并且长时间使用后可以通过灼烧装置4对下电极12以及脉冲电极组件7的接触头进行灼烧氧化,避免其在焊接时与板件发生粘连,从而实现了装置具备可以实现自动化焊接操作,节省人力,使用更安全,并且可自动对板件上的多个焊点进行自动化焊接操作,同时可以吸收过滤烟尘,保护工作环境和人体健康的优点,解决了现有技术中人工将两块需要焊接的板件堆叠放置在下电阻上,然后上电阻自动下压并通电焊接,效率低下,而且人工操作存在一定风险,并且对于两个板件之间需要焊接多个焊点时,需要反复调整板件的位置,以保证焊点全部焊接,操作繁琐不便的问题。
28.请参阅图1,其中:灼烧装置4包括高压气罐41、连接软管42、直管43和双出喷头44,
高压气罐41的底部与底座1固定连接,高压气罐41的输出端与连接软管42固定连接,连接软管42的另一端与直管43固定连接,直管43的另一端与双出喷头44固定连接。
29.本发明中,通过高压气罐41、连接软管42、直管43和双出喷头44的配合使用,在高压气罐41内部充入氧乙炔气体,然后使用时打开高压气罐41的连接部使得气体通过连接软管42和直管43流入双出喷头44内部,然后通过电子点火的方式使得气体通过双出喷头44喷出燃烧,然后将两个火焰分别对转下电极12和脉冲电极组件7的接触端部,对其进行灼烧,使其表面氧化,作为焊接防粘连保护措施,使得装置使用更加安全方便,焊接质量更好。
30.请参阅图1,其中:支架2的左侧固定连接有挂接块21,直管43的外侧套设有手柄431,手柄431挂接于挂接块21上。
31.本发明中,通过挂接块21和手柄431可以方便对直管43进行挂接固定,方便收纳和使用。
32.请参阅图2与图3,其中:脉冲电极组件7包括外壳71、电磁块72、活动块73、永磁体74和上电极75,外壳71的顶部与电动气缸6的底端固定连接,电磁块72的顶部与外壳71的内壁固定连接,活动块73的外侧滑动连接至外壳71的内部,永磁体74的底部嵌设与活动块73的顶部,永磁体74位于电磁块72的正下方,上电极75的顶端与活动块73的底端固定连接,上电极75的底端贯穿并滑动连接至外壳71的底部,上电极75与下电极12位于同一轴线。
33.本发明中,通过外壳71、电磁块72、活动块73、永磁体74和上电极75的配合使用,先对电磁块72通电使其产生磁场,使其与永磁体74相互作用,并且通过改变电磁块72内部的电流方向,以推动和吸附活动块73沿着外壳71内部滑动,以实现上电极75与板件的接触和分离,从而实现了装置可以对板件进行自动化焊接并对不同的焊点进行焊接的好处。
34.请参阅图2与图3,其中:外壳71内侧的底部固定连接有均匀分布的橡胶弹力块711,活动块73的顶部固定连接有两个弹簧731,两个弹簧731的顶端均与外壳71的内壁固定连接。
35.本发明中,通过橡胶弹力块711和弹簧731可以对活动块73的上下移动进行缓冲,防止其快速移动时与电磁块72碰撞,从而使得装置结构更加合理,保护装置组件,延长使用寿命。
36.请参阅图1,其中:驱动机构10包括双头伺服电机101、两个传动杆102、两个齿轮103和两个齿板104,双头伺服电机101的两个输出端分别通过联轴器与两个传动杆102固定连接,两个传动杆102相背的一端分别贯穿并转动连接至两个滑槽8的内部,两个传动杆102位于滑槽8内部的一端分别与两个齿轮103固定连接,两个齿板104的顶部分别与两个l形滑杆9固定连接,两个齿板104的外侧分别与两个齿轮103相互啮合。
37.本发明中,通过双头伺服电机101、两个传动杆102、两个齿轮103和两个齿板104的配合使用,启动双头伺服电机101带动两个传动杆102转动,两个传动杆102分别带动两个齿轮103转动,以带动两个齿板104直线运动,两个齿板104分别带动两个l形滑杆9沿着滑槽8直线运动,两个l形滑杆9分别带动两个电动推杆14和夹持块15同步移动,从而实现带动板件实现位于,以切换焊接点,实现自动多点焊接。
38.请参阅图1,其中:顶板5的顶部固定连接有烟尘过滤器51,烟尘过滤器51的顶部固定连接有轴流风机52,烟尘过滤器51的底部固定连接有两个进气管53,两个进气管53的底端分别贯穿并固定连接至顶板5的底部,两个进气管53的底端分别固定连接有两个吸风罩
54。
39.本发明中,通过启动轴流风机52将烟尘通过两个吸风罩54抽入进气管53,然后经过烟尘过滤器51进行过滤净化最后排出,从而实现对烟尘的过滤净化,保护工作环境和人体健康。
40.请参阅图1与图5,其中:夹持块15的内部开设有夹板槽151,夹持块15的顶部螺纹连接有调节杆152,调节杆152的底端延伸至夹板槽151的内部,调节杆152的底部转动连接有活动板153。
41.本发明中,通过夹板槽151方便将板件插入,并且通过调节杆152调节活动板153对板件进行夹紧,以方便适用于不同厚度的板件焊接操作,使用更加方便快捷。
42.工作原理:使用时,先将两个需要焊接的板件分别插接至两个夹持块15内部进行固定,然后启动两个电动推杆14调节两个板件的位置,使得右侧的夹持块15带动板件接触底部的下电极12,左侧夹持块15带动板件接触底部的板件,然后启动电动气缸6带动脉冲电极组件7垂直下降一段距离,使得脉冲电极组件7的底端与顶部的板件之间保持一小段距离,然后通过控制主机3以及安装座13配合先对电磁块72通电使其产生磁场,使其与永磁体74相互作用,并且通过改变电磁块72内部的电流方向,以推动和吸附活动块73沿着外壳71内部滑动,以实现上电极75与板件的接触和分离,使得脉冲电极组件7的底端能够按照固定的频率接触并压紧板件,并在其接触板件的同时通入高压电流对板件进行焊接,当一个焊点焊接完成后,此时启动双头伺服电机101带动两个传动杆102转动,两个传动杆102分别带动两个齿轮103转动,以带动两个齿板104直线运动,两个齿板104分别带动两个l形滑杆9沿着滑槽8直线运动,两个l形滑杆9分别带动两个电动推杆14和夹持块15同步移动,以带动两个板件同步移动,使得板件发生移动,以使脉冲电极组件7与下电极12对准板件上的下一个焊点,然后重复焊接操作,通过设定脉冲电极组件7的运动频率和驱动机构10的运行频率进行匹配,以实现装置自动对所有焊点进行焊接,并且长时间使用后可以通过在高压气罐41内部充入氧乙炔气体,然后使用时打开高压气罐41的连接部使得气体通过连接软管42和直管43流入双出喷头44内部,然后通过电子点火的方式使得气体通过双出喷头44喷出燃烧,然后将两个火焰分别对转下电极12和脉冲电极组件7的接触端部,对其进行灼烧,使其表面氧化,作为焊接防粘连保护措施,避免其在焊接时与板件发生粘连,从而实现了装置具备可以实现自动化焊接操作,节省人力,使用更安全,并且可自动对板件上的多个焊点进行自动化焊接操作,同时可以吸收过滤烟尘,保护工作环境和人体健康的优点,解决了现有技术中人工将两块需要焊接的板件堆叠放置在下电阻上,然后上电阻自动下压并通电焊接,效率低下,而且人工操作存在一定风险,并且对于两个板件之间需要焊接多个焊点时,需要反复调整板件的位置,以保证焊点全部焊接,操作繁琐不便的问题。
43.以上所述,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。