1.本实用新型涉及热处理生产线领域,具体涉及一种热处理生产线料件移动控制装置。
背景技术:
2.热处理生产线是将需要热处理的零部件依次进行加热、淬火、回火等处理环节的生产线。
3.根据零部件产品性能的要求,有的需要完整的经过热处理环节,有的零部件仅需要进行加热和淬火处理,不需要后续的回火处理。仅需要进行加热和淬火处理的零部件如果均按照热处理生产线完整的生产流程,将会延长生产周期(不需要进行回火但是也进入了回火工艺设备中)或者影响产品的后续处理,如在淬火处理完成后需要在短时间内进行后续处理的零部件,在淬火完成后进入了回火工艺设备中,导致零部件无法及时的进入后续的处理环节,影响零部件最终的产品质量。
技术实现要素:
4.有鉴于现有技术的上述缺陷,本实用新型的目的就是提供一种热处理生产线料件移动控制装置,可以引导位于热处理生产线的零部件沿热处理生产线设置完整的进行所有热处理工艺,也可以根据零部件的产品要求,选择性的控制零部件进行部分热处理工艺,并缩短生产周期。
5.本实用新型的目的是通过这样的技术方案实现的:
6.一种热处理生产线料件移动控制装置,包括,
7.热处理生产线,其转运传输装置末端设有两个挂接部;
8.中途出料部件,可挂接在转运传输装置末端的挂接部上;所述中途出料部件的导料板位于转运传输装置末端的正下方,导料板倾斜设置,尾部位于热处理生产线外侧;
9.续加工导料部件,可挂接在转运传输装置末端的挂接部上,位于转运传输装置末端的外端,引导转运传输装置内的部件进入下一工序的入料机构。
10.进一步地,所述转运传输装置包括,
11.转运架,内设两根平行的转运滚轴,所述转运架的末端为垂直向下的板面;所述挂接部为垂直的设置在转运架的出料端的上表面的挂杆;所述挂杆与中途出料部件或续加工导料部件挂接;
12.转运电机,安装在转运架上,与一根转运滚轴同轴固接;
13.转运带,外套在两根平行的转运滚轴上;所述转运带的出料端位于转运架的末端的外侧,位于入料机构的正上方。
14.进一步地,所述中途出料部件包括,
15.挂架,挂接在一个挂接部上;
16.导料板,成撮箕状,倾斜设置位于转运传输装置末端的正下方,头部与挂架的下端
固接,中部的下表面与入料机构的机架接触,尾部外伸出入料机构。
17.进一步地,所述挂架包括,
18.竖向连杆,下端与导料板的头部固接,侧面与转运传输装置的外端面接触;
19.挂钩,水平的设置在竖向连杆的上端,可外套在挂接部上。
20.进一步地,所述竖向连杆与导料板的头部的一侧固接;
21.所述挂架还包括加强杆,所述加强杆的一端与导料板的头部固接,另一端与竖向连杆的上端固接;所述竖向连杆、加强杆与导料板的头部形成三角形。
22.进一步地,所述导料板的中部的侧面设有吊装环,所述挂架上设有吊装孔。
23.进一步地,所述续加工导料部件包括,
24.引导架,成矩形,正对转运传输装置的末端,上端设有两个水平设置的挂环,可分别与两个挂接部挂接,挂接后引导架与转运传输装置的末端相抵;
25.两块侧板,分别设置在引导架的两侧,正对转运传输装置的末端的围板;
26.滑板,倾斜的设置在两块侧板上,引导转运传输装置内的部件进入入料机构。
27.进一步地,所述侧板包括,
28.挡板,设置在引导架上,正对转运传输装置末端的围板;
29.集中板,斜向下的设置在挡板的下端;两块集中板成倒置的八字形;所述滑板与两块集中板固接。
30.进一步地,所述集中板的宽度大于挡板的宽度;所述滑板的宽度小于集中板的宽度。
31.进一步地,所述引导架上设有吊环。
32.由于采用了上述技术方案,本实用新型具有如下的优点:
33.在零部件需要热处理生产线对其完整的热处理工艺处理时,通过续加工导料部件可以引导零部件在热处理生产线中转移;在零部件仅需要热处理生产线前一个或几个热处理工艺处理时,可以在零部件处理完成后引导零部件脱离生产线,实现快速生产或快速转移。
34.本实用新型的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本实用新型的实践中得到教导。
附图说明
35.本实用新型的附图说明如下:
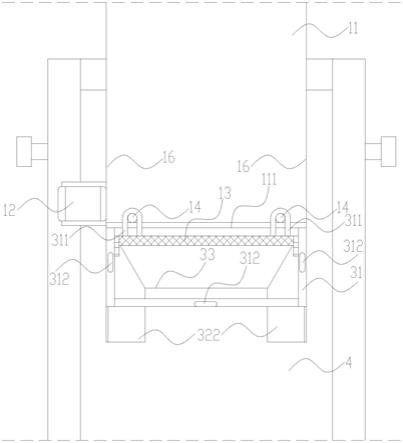
36.图1为热处理生产线安装续加工导料部件后的正视结构示意图。
37.图2为热处理生产线安装续加工导料部件后的侧视结构示意图。
38.图3为热处理生产线未安装中途出料部件后的俯视结构示意图。
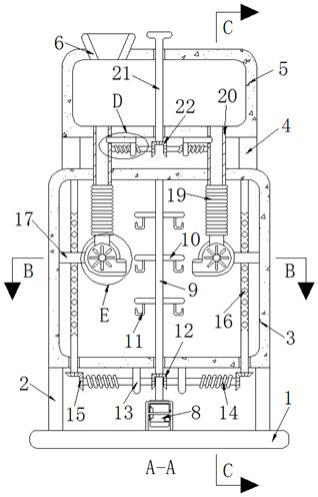
39.图4为热处理生产线安装中途出料部件后的正视结构示意图。
40.图5为热处理生产线安装中途出料部件后的侧视结构示意图。
41.图6为热处理生产线安装中途出料部件后的俯视结构示意图。
42.图中:11.转运架;111.板面;12.转运电机;13.转运带;14.挂杆;15.转运滚轴;16.围板;211.竖向连杆;2111.吊装孔;212.挂钩;213.加强杆;22.导料板; 23.吊装环;31.引
导架;311.挂环;312.吊环;321.挡板;322.集中板;33.滑板;4. 入料机构。
具体实施方式
43.下面结合附图和实施例对本实用新型作进一步说明。
44.实施例:
45.如图1至图6所示,一种热处理生产线料件移动控制装置,包括,
46.热处理生产线,其转运传输装置末端设有两个挂接部;
47.中途出料部件,可挂接在转运传输装置末端的挂接部上;所述中途出料部件的导料板22位于转运传输装置末端的正下方,导料板22倾斜设置,尾部位于热处理生产线外侧;
48.续加工导料部件,可挂接在转运传输装置末端的挂接部上,位于转运传输装置末端的外端,引导转运传输装置内的部件进入下一工序的入料机构4。
49.在零部件需要热处理生产线对其完整的热处理工艺处理时,通过续加工导料部件可以引导零部件在热处理生产线中转移;在零部件仅需要热处理生产线前一个或几个热处理工艺处理时,可以在零部件处理完成后引导零部件脱离生产线,实现快速生产或快速转移。
50.本实施例中,所述转运传输装置包括,
51.转运架11,内设两根平行的转运滚轴15,所述转运架11的末端为垂直向下的板面111;所述挂接部为垂直的设置在转运架11的出料端的上表面的挂杆14;所述挂杆14与中途出料部件或续加工导料部件挂接;
52.转运电机12,安装在转运架11上,与一根转运滚轴15同轴固接;
53.转运带13,外套在两根平行的转运滚轴15上;所述转运带13的出料端位于转运架11的末端的外侧,位于入料机构4的正上方。
54.转运架11的末端设置为垂直向下的板面111,在安装续加工导料部件后,可以与续加工导料部件保持贴合,从而可以保证全部零部件可以被引导进入下一工序的入料机构4中。
55.本实施例中,所述中途出料部件包括,
56.挂架,挂接在一个挂接部上;
57.导料板22,成撮箕状,倾斜设置位于转运传输装置末端的正下方,头部与挂架的下端固接,中部的下表面与入料机构4的机架接触,尾部外伸出入料机构4。
58.导料板22成撮箕状可以将进入导料板22内的部件集中,防止进入入料机构4 中,倾斜设置,可以将零部件引导滑出热处理生产线。
59.本实施例中,所述挂架包括,
60.竖向连杆211,下端与导料板的头部固接,侧面与转运传输装置的外端面接触;
61.挂钩212,水平的设置在竖向连杆211的上端,可外套在挂接部上。
62.挂架通过竖向连杆211保证导料板22处于运传输装置末端的正下方,且保证导料板22的稳定性。
63.本实施例中,所述竖向连杆211与导料板的头部的一侧固接;
64.所述挂架还包括加强杆213,所述加强杆213的一端与导料板的头部固接,另一端与竖向连杆211的上端固接;所述竖向连杆211、加强杆213与导料板的头部形成三角形。
65.零部件质量较重,且从运传输装置末端掉落将会对导料板22施加冲击力,此时通过加强杆213可以对导料板22结构加强,且提高导料板22的稳定性,减少跳动。
66.本实施例中,所述导料板的中部的侧面设有吊装环23,所述挂架上设有吊装孔 2111。
67.吊装环23和吊装孔2111可以方便安装和拆离中途出料部件。
68.本实施例中,所述续加工导料部件包括,
69.引导架31,成矩形,正对转运传输装置的末端,上端设有两个水平设置的挂环 311,可分别与两个挂接部挂接,挂接后引导架31与转运传输装置的末端相抵;
70.两块侧板,分别设置在引导架31的两侧,正对转运传输装置的末端的围板 16;
71.滑板33,倾斜的设置在两块侧板上,引导转运传输装置内的部件进入入料机构 4。
72.挂环311将引导架31与运传输装置连接在一起,在重力的作用下,引导架31 与转运架11末端的板面111相抵,实现相对稳定的连接;侧板可以将从运传输装置出来的零部件进行一定的归集引导,防止其跳出热处理生产线,滑板33引导零部件缓慢的进入入料机构4中。
73.本实施例中,所述侧板包括,
74.挡板321,设置在引导架31上,正对转运传输装置末端的围板16;
75.集中板322,斜向下的设置在挡板321的下端;两块集中板322成倒置的八字形;所述滑板33与两块集中板322固接。
76.挡板321可以对掉入滑板33的零部件进行弹跳限位,防止零部件掉落到滑板33后,跳出热处理生产线。集中板322将零部件集中到一起,进入入料机构4中。
77.本实施例中,所述集中板322的宽度大于挡板321的宽度;所述滑板33的宽度小于集中板322的宽度。
78.上述设计可以最大程度的控制零部件的弹跳,同时又满足将零部件顺利的集中的引导进入入料机构4中。
79.本实施例中,所述引导架31上设有吊环312。
80.吊环312方便吊装和拆离续加工导料部件。
81.本实施例中的热处理生产线料件移动控制装置是这样使用的,热处理生产线正常状态是连续生产模式,即所有零部件经过热处理生产线中所有的处理环节,因此热处理生产线常规状态是安装续加加工导料部件,具体的安装是这样的,使用龙门吊勾住吊环312,将续加加工导料部件吊起,并转移到转运传输装置的末端,再通过人工控制续加加工导料部件的姿态,使得挂环311挂入挂杆14中,最后续加加工导料部件在重力的作用下与转运传输装置的板面111贴合,这样续加加工导料部件就安装好了。生产时零部件从转运带13掉入滑板33中,在滑板33的作用下进入入料机构4中,实现对零部件的处理。
82.当部分零部件仅需要进行部分处理时,使用龙门吊将续加加工导料部件吊离转运传输装置,再吊起中途出料部件,使得挂钩212与挂杆14挂接上,再控制导料板 22与入料机构4的机架搭接。生产时,零部件从转运带13掉入导料板22中,在重力的作用下从导料板22中滑出。
83.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本
实用新型的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。