1.本实用新型涉及一种纸产品加工领域,特别涉及全自动皮壳机的转料包边下料机。
背景技术:
2.自动皮壳机又叫封面机,适用于各类书壳,书型盒,文件夹,棋盘,台历等相关产品,自动皮壳机采用伺服传动,液压驱动光控定位等新技术,自动完成面纸进给、上胶、纸板自动进给、定位、四面包边等工序,精度高,速度快,压角包边美观,是广大印刷包装界同仁大批量生产:月饼、茶叶、手机、内衣、工艺品、化妆品等外包装盒及文件夹、台历、精装书封面等最有效的解决方案。
3.但传统的自动皮壳机包括有自动双边翻折包边机(通常为短边)和送料包边下料装置(通常为长边),纸板(常采用灰板)和面纸贴合后其左右两侧边分别通过自动双边翻折包边机进行短边包边,完成纵向包边之后,继续至纵向输送路径的末端处,到末端处通过限位确保纸板位置准确再通过转向送至送料包边下料装置进行长边包边,但现有的自动皮壳机在转料时容易碰撞弯曲,且在长边包边时容易出现褶皱,且不能够实现纸板的连续送料包边下料,导致其工作效率低下,急需改正。
技术实现要素:
4.本实用新型所要解决的技术问题在于针对上述现有技术的不足,提供一种全自动皮壳机的转料包边下料机。
5.为实现上述目的,本实用新型提供了如下技术方案:全自动皮壳机的转料包边下料机,包括第二包边机架、设置在第二包边机架上的转料装置以及设置在转料装置下方的送料包边下料装置,其特征在于:所述送料包边下料装置包括相对设置的两个包边装置,所述包边装置包括送料包边板、设置在送料包边板上的送料组件、驱动送料组件沿送料包边板活动的送料驱动组件以及用于将纸板两侧进行翻折包边的包边组件,所述两个送料包边板之间形成供纸板从转料装置移动到包边组件的包边通道,所述送料组件相对设置于包边通道内,所述转料装置包括设置在第二包边机架上相对设置的两个转料机构,所述转料机构包括转料板、设置在转料板上用于输送纸板的转料驱动组件以及驱动两侧转料装置间歇开合的转料开合组件,所述两转料驱动组件之间形成供纸板沿转料板输送的转料通道,所述转料通道对应包边通道的一端设有限制纸板沿转料板继续移动的挡板限位组件,所述第二包边机架对应挡板限位组件的一端设有将纸板从转料装置送至送料组件上的吸料升降组件。
6.采用上述技术方案,纸板通过转料驱动组件从前方工序输送在挡板限位组件处,然后吸料升降组件上升降纸板吸附在吸料升降组件处,转料开合组件将两侧的转料装置相反方向运动,进而扩大转料通道,使纸板脱离转料板后通过吸料升降组件垂直下移纸送料组件上,实现纸板转料,然后纸板通过送料组件输送,并通过送料驱动组件在包边通道内往
复移动,将纸板间歇放置在包边组件处包边,实现连续转料送料包边下料一整套连贯动作,提高产品加工效率。
7.上述的全自动皮壳机的转料包边下料机,可进一步设置为:所述转料板上方设有若干条转料调节槽,所述转料板对应挡板限位组件的一端设有至少两个预折气缸,所述预折气缸的输出端设有对纸板待折边处压痕的预折压轮,所述预折气缸可通过转料调节槽活动安装于转料板。
8.采用上述技术方案,预折气缸可通过转料调节槽活动安装于转料板,适配不同规格的纸板,当纸板移至挡板限位组件时,预折气缸将推动预折压轮将纸板待折边处形成压痕,防止后续包边时纸板待折边处包边后形成褶皱。
9.上述的全自动皮壳机的转料包边下料机,可进一步设置为:所述转料开合组件包括设置在第二包边机架上的转料调节底座、设置在转料调节底座上的转料开合臂与转料开合气缸,所述转料开合臂一端与转料调节底座铰接,另一端与转料板铰接,所述转料开合气缸的输出端与转料开合臂连接,并带动两端的转料板呈相向或相反方向运动。
10.采用上述技术方案,转料板通过转料开合臂活动安装于转料调节底座,并通过转料开合气缸带动转料开合臂摇摆,使转料开合臂在摆动时带动转料板水平移动,进而带动两端的转料板呈相向或相反方向运动,即当纸板输送时,转料板呈相向运动,使纸板通过转料驱动组件送至挡板限位组件处,再通过转料开合气缸带动转料板呈相反运动,使纸板脱离转料板送至下方的送料组件上,其中转料开合臂能通过转料联动臂与转料板铰接,使转料开合臂在运动时联动转料联动臂带动转料板移动,同时由于转料联动臂幅度与转料板运动方向一致,推拉更省力也更稳定。
11.上述的全自动皮壳机的转料包边下料机,可进一步设置为:所述第二包边机架上设有供转料调节底座沿第二包边机架活动的转料调节导轨,所述转料板包括左转料板与右转料板,所述左转料板两侧的转料调节底座上均设有与转料调节底座螺纹连接的左转料调节杆,所述左转料调节杆之间通过左转料同步链轮同步转动,所述右转料板两侧的转料调节底座上均设有与转料调节底座螺纹连接的右转料调节杆,所述右转料调节杆之间通过右转料同步链轮同步转动,所述转料驱动组件包括设置在转料板上的转料驱动电机、设置在转料板远离转料驱动电机一端的转料从动轮以及设置在转料调节槽内的若干个转料压轮,所述转料驱动电机的输出端设有转料主动轮,所述转料从动轮与转料主动轮之间绕设有转料输送带,纸板通过转料压轮与转料输送带配合输送至挡板限位组件处。
12.采用上述技术方案,转料板包括左转料板与右转料板,并通过转料调节轨道在上方移动,通过转动左转料调节杆带动左转料板前后移动,并通过左转料同步链轮实现左转料板两端同步调节,通过转动右转料调节杆带动右转料板前后移动,并通过右转料同步链轮实现右转料板两端同步调节,进而控制转料板之间的间距,适配不同规格的纸板,通过设置转料驱动电机与转料从动轮,使转料驱动电机带动转料输送带转动,进而使纸板能通过转料压轮与转料输送带之间形成的转料通道进行输送,且转料压轮的设置能将纸板前部工序已经包边的短边再次压紧。
13.上述的全自动皮壳机的转料包边下料机,可进一步设置为: 所述挡板限位组件包括设置在送料包边板上的挡板限位杆,所述挡板限位杆上设有挡板调节槽,所述挡板调节槽内装载有若干个可在挡板调节槽任一处安装的挡板安装座,所述挡板安装座朝向转料通
道的一端设有挡块,所述挡块底部设有吹气装置,所述吸料升降组件包括设置在第二包边机架上的吸料升降气缸、吸料升降板以及设置在吸料升降板上的若干个与气源连接的吸料吸嘴,所述吸料升降气缸的输出端与吸料升降板连接,并带动吸料吸嘴进出转料通道。
14.采用上述技术方案,通过在送料包边板上设置挡板限位杆,使挡块能通过挡板调节槽活动安装在挡板限位杆上,适配不同宽度的纸板,通过在挡块底部设置,避免纸板的待折边部影响挡块对纸板的阻挡限位,使纸板定位更精准,通过使纸板边缘不会被档位限位组件碰触后变形,避免弯曲太大影响后续包边,当纸板与挡板限位组件接触后,吸料升降气缸将推动吸料吸嘴升起将纸板吸附住,然后转料开合组件将转料通道变宽后,吸料升降气缸将纸板垂直下降送至送料组件处,实现纸板快速转料。
15.上述的全自动皮壳机的转料包边下料机,可进一步设置为: 所述包边组件包括设置在送料包边板远离包边通道一侧的包边座、设置在包边座上方的包边压板、驱动包边座靠近或远离送料包边板的横向包边机构、驱动包边压板沿包边座升降的升降包边机构、设置在送料包边板上端的压纸板以及驱动压纸板轴向移动的压纸驱动机构,所述送料包边板朝向压纸板的一端开设有供包边压板容置的包边缺槽,所述包边压板一端延伸至包边缺槽内并通过升降包边机构与横向包边机构将纸板两侧翻折包边,所述压纸驱动机构包括设置在压纸板两侧的两根压纸杆、设置在压纸杆远离压纸板一侧的压纸驱动板、设置在送料包边板上的压纸驱动气缸以及设置在送料包边板上的两个压纸导套,所述压纸杆套设于压纸导套内,所述压纸驱动气缸的输出端与压纸驱动板连接,并带动压纸板靠近或远离送料包边板。
16.采用上述技术方案,纸板通过送料组件输送,并通过送料驱动组件在包边通道内往复移动,将纸板间歇放置在包边组件处包边,当纸板在包边时,其纸板处于送料包边板的上端面处,并通过压纸驱动机构将压纸板固定住包边,而纸板两端的待包边处会穿过压纸板设置在包边缺槽处,包边压板通过横向包边机构与升降包边机构,使包边压板先上升将纸板的待包边处上折,然后再横向内移下压将上折的待包边处包覆在纸板上,完成上前下上后下整个动作,使包边时更加美观稳定,压纸板的设置能使送料组件将纸板送至包边组件时,能将纸板固定住,使送料组件能快速对后续的纸板进行输送并将前方的纸板推出第二包边机架,提高加工效率,又能使包边组件在包边时纸板不会晃荡,提高产品成品率,通过在送料包边板上设置压纸驱动气缸,使压纸驱动气缸推动压纸驱动板轴向移动,进而使压纸驱动板通过压纸杆带动压纸板压合或分离送料包边板,实现对纸板的固定与脱离。
17.上述的全自动皮壳机的转料包边下料机,可进一步设置为:所述送料驱动组件包括设置在送料包边板两侧的送料同步轮、绕设于送料同步轮之间的送料同步带、设置在第二包边机架上的送料同步电机以及设置在送料同步电机输出端的送料同步轴,所述送料同步轴穿过相对应的两个送料同步轮,并带动送料同步带转动,所述送料同步带上设有供送料组件安装的送料同步块,所述送料同步块与送料同步带相啮合并沿送料同步带带动纸板在包边通道内活动。
18.采用上述技术方案,送料组件通过送料同步块安装在送料同步带上,使送料同步电机通过送料同步轴带动两个送料同步轮同步转动,进而带动两侧的送料组件同步稳定的将纸板间歇送至包边组件能包边,而送料同步带的设置能快速稳定的实现送料。
19.上述的全自动皮壳机的转料包边下料机,可进一步设置为: 所述送料组件包括设
置在送料同步块上的送料爪以及设置在送料同步块上的送料升降气缸,所述送料爪朝向包边组件的一端向上延伸形成将纸板推出第二包边机架的推料块,另一端设有与气源连接的送料吸嘴,所述送料升降气缸的输出端与送料爪连接,并带动送料爪轴向升降,所述第二包边机架对应包边装置的一端设有纸宽双向调节丝杆与纸宽导向轴,所述包边装置一端设有供纸宽导向轴穿过的调节导向套,另一端设有与纸宽双向调节丝杆螺纹连接的纸宽调节套,所述两包边装置上的纸宽调节套分别与纸宽双向调节丝杆相逆的两段螺纹连接,所述纸宽双向调节丝杆一端穿出第二包装机架后设有纸宽调节手轮,并通过纸宽调节手轮带动包边装置呈相向或相反方向运动。
20.采用上述技术方案,送料爪一端通过送料吸嘴形成负压将纸板稳定的固定在送料爪上,正压则可以释放纸板,另一端设置上升时高度高出送料包边板上端面的推料块,将前方通过包边组件包边完成后的纸板推出下料辊轴内压紧后下料,避免纸板之间相互干涉,同时连续上下料,提高产品加工效率,通过在送料同步块上设置送料升降气缸,使送料爪能通过送料升降气缸升降,使送料爪将纸板送至包边组件进行包边时,送料爪能下降复位即不干涉纸板包边,又能在初始为继续运输纸板,实现多个纸板快速送料,提高产品加工效率,纸宽双向调节丝杆是在一根丝杠上制出两段旋向不同的螺纹,即一段右旋螺纹,一段左旋螺纹,一侧的两纸宽调节套分别螺旋连接其上的右、左旋螺螺纹,当纸宽双向调节丝杆旋转时,该纸宽调节套随着纸宽双向调节丝杆快速趋近或分离,使用户通过纸宽调节手轮带动纸宽双向调节丝杆转动,就能快速控制包边通道的宽度,适配不同规格的纸板宽度,使提高设备的适配性。
21.上述的全自动皮壳机的转料包边下料机,可进一步设置为:所述升降包边机构包括设置在包边座远离包边压板一端的包边升降气缸、设置在包边升降气缸两侧的包边升降轴以及设置在包边升降轴远离包边压板一侧的包边驱动板,所述包边升降轴穿过包边座后与包边压板连接,所述包边升降气缸的输出端与包边驱动板连接,并带动包边压板轴向运动。
22.采用上述技术方案,通过包边座上设置包边升降气缸,使包边升降气缸带动包边驱动板轴向运动,使包边驱动板通过包边升降轴联动包边压板靠近或远离包边座实现包边压板轴向移动包边。
23.上述的全自动皮壳机的转料包边下料机,可进一步设置为: 所述横向包边机构包括设置在送料包边板上的横向导向轴、设置在包边座远离送料包边板一端的横向包边气缸、设置在送料包边板上的横向铰接座以及设置在送料包边板上的横向调节底板,所述包边座套设在横向导向轴的外周面,所述横向包边气缸的输出端穿过包边座后与横向铰接座铰接,并带动包边座横向移动,所述横向调节底板朝向包边座的一端设有横向调节导轨,所述包边座上设有架设在横向调节导轨上的横向调节块,所述横向调节底板上开设有供包边升降轴与包边升降气缸横向移动的横向活动槽。
24.采用上述技术方案,通过在包边座上设置横向包边气缸,使横向包边气缸进出气推拉包边座,使包边座沿横向导向轴靠近或分离送料包边板,实现包边压板横向移动包边,通过在包边座底部设置横向调节底板使包边座通过横向包边机构横向移动时,能通过横向调节块在横向调节导轨上水平移动,进而使包边座在横向移动过程中不会偏移,提高设备包边时的稳定性,通过设置横向活动槽,即让包边升降轴与包边升降气缸在移动时不与横
向调节底板发生干涉,又通过横向活动槽限制了包边座的活动范围,提高产品包边时的稳定性。
25.下面结合附图对本实用新型作进一步描述。
附图说明
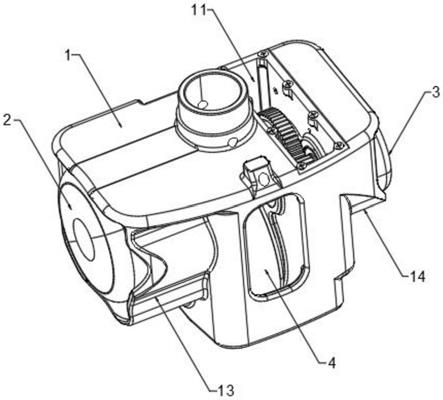
26.图1为本实用新型实施例的立体示意图。
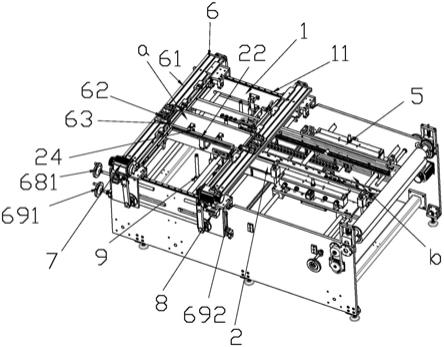
27.图2为本实用新型实施例的俯视图。
28.图3为本实用新型实施例转料装置的立体示意图。
29.图4为本实用新型实施例转料机构的立体示意图。
30.图5为本实用新型实施例送料包边下料装置的立体示意图。
31.图6为本实用新型实施例包边装置的立体示意图。
32.图7为本实用新型实施例包边组件的立体示意图。
33.图8为本实用新型实施例包边组件工作状态下的结构示意图。
具体实施方式
34.如图1-图8所示,全自动皮壳机的转料包边下料机,包括第二包边机架1、设置在第二包边机架1上的转料装置以及设置在转料装置下方的送料包边下料装置,所述送料包边下料装置包括相对设置的两个包边装置,所述包边装置包括送料包边板2、设置在送料包边板2上的送料组件3、驱动送料组件3沿送料包边板2活动的送料驱动组件4以及用于将纸板a两侧进行翻折包边的包边组件5,所述两个送料包边板2之间形成供纸板a从转料装置移动到包边组件5的包边通道b,所述送料组件3相对设置于包边通道b内,所述转料装置包括设置在第二包边机架1上相对设置的两个转料机构,所述转料机构包括转料板6、设置在转料板6上用于输送纸板a的转料驱动组件7以及驱动两侧转料装置间歇开合的转料开合组件8,所述两转料驱动组件7之间形成供纸板a沿转料板6输送的转料通道c,所述转料通道c对应包边通道b的一端设有限制纸板a沿转料板6继续移动的挡板限位组件,所述第二包边机架1对应挡板限位组件的一端设有将纸板a从转料装置送至送料组件3上的吸料升降组件9,所述转料板6上方设有若干条转料调节槽61,所述转料板6对应挡板限位组件的一端设有至少两个预折气缸62,所述预折气缸62的输出端设有对纸板a待折边处压痕的预折压轮63,所述预折气缸62可通过转料调节槽61活动安装于转料板6,所述转料开合组件8包括设置在第二包边机架1上的转料调节底座81、设置在转料调节底座81上的转料开合臂82与转料开合气缸83,所述转料开合臂82一端与转料调节底座81铰接,另一端与转料板6铰接,所述转料开合气缸83的输出端与转料开合臂82连接,并带动两端的转料板6呈相向或相反方向运动,所述第二包边机架1上设有供转料调节底座81沿第二包边机架1活动的转料调节导轨11,所述转料板6包括左转料板68与右转料板69,所述左转料板68两侧的转料调节底座81上均设有与转料调节底座81螺纹连接的左转料调节杆681,所述左转料调节杆681之间通过左转料同步链轮682同步转动,所述右转料板69两侧的转料调节底座81上均设有与转料调节底座81螺纹连接的右转料调节杆691,所述右转料调节杆691之间通过右转料同步链轮692同步转动,所述转料驱动组件7包括设置在转料板6上的转料驱动电机71、设置在转料板6远离转料驱动电机71一端的转料从动轮72以及设置在转料调节槽61内的若干个转料压轮73,所述转
料驱动电机71的输出端设有转料主动轮74,所述转料从动轮72与转料主动轮74之间绕设有转料输送带75,纸板a通过转料压轮73与转料输送带75配合输送至挡板限位组件处,所述挡板限位组件包括设置在送料包边板2上的挡板限位杆21,所述挡板限位杆21上设有挡板调节槽22,所述挡板调节槽22内装载有若干个可在挡板调节槽22任一处安装的挡板安装座23,所述挡板安装座23朝向转料通道c的一端设有挡块24,所述挡块24底部设有吹气装置,所述吸料升降组件9包括设置在第二包边机架1上的吸料升降气缸91、吸料升降板92以及设置在吸料升降板92上的若干个与气源连接的吸料吸嘴93,所述吸料升降气缸91的输出端与吸料升降板92连接,并带动吸料吸嘴93进出转料通道c,所述包边组件5包括设置在送料包边板2远离包边通道b一侧的包边座51、设置在包边座51上方的包边压板52、驱动包边座51靠近或远离送料包边板2的横向包边机构、驱动包边压板52沿包边座51升降的升降包边机构、设置在送料包边板2上端的压纸板53以及驱动压纸板53轴向移动的压纸驱动机构,所述送料包边板2朝向压纸板53的一端开设有供包边压板52容置的包边缺槽25,所述包边压板52一端延伸至包边缺槽25内并通过升降包边机构与横向包边机构将纸板a两侧翻折包边,所述压纸驱动机构包括设置在压纸板53两侧的两根压纸杆531、设置在压纸杆531远离压纸板53一侧的压纸驱动板532、设置在送料包边板2上的压纸驱动气缸533以及设置在送料包边板2上的两个压纸导套26,所述压纸杆531套设于压纸导套26内,所述压纸驱动气缸533的输出端与压纸驱动板5连接,并带动压纸板53靠近或远离送料包边板2,所述送料驱动组件4包括设置在送料包边板2两侧的送料同步轮41、绕设于送料同步轮41之间的送料同步带42、设置在第二包边机架1上的送料同步电机43以及设置在送料同步电机43输出端的送料同步轴44,所述送料同步轴44穿过相对应的两个送料同步轮41,并带动送料同步带42转动,所述送料同步带42上设有供送料组件3安装的送料同步块45,所述送料同步块45与送料同步带42相啮合并沿送料同步带42带动纸板a在包边通道b内活动,所述送料组件3包括设置在送料同步块45上的送料爪31以及设置在送料同步块45上的送料升降气缸32,所述送料爪31朝向包边组件5的一端向上延伸形成将纸板a推出第二包边机架1的推料块33,另一端设有与气源连接的送料吸嘴34,所述推料块33的高度高于送料包边板2的上端面,所述送料升降气缸32的输出端与送料爪31连接,并带动送料爪31轴向升降,所述第二包边机架1对应包边装置的一端设有纸宽双向调节丝杆12与纸宽导向轴13,所述包边装置一端设有供纸宽导向轴13穿过的调节导向套14,另一端设有与纸宽双向调节丝杆12螺纹连接的纸宽调节套15,调节导向套14锁紧可把送料包边板2固定住,所述两包边装置上的纸宽调节套15分别与纸宽双向调节丝杆12相逆的两段螺纹连接,所述纸宽双向调节丝杆12一端穿出第二包装机架1后设有纸宽调节手轮16,并通过纸宽调节手轮16带动包边装置呈相向或相反方向运动,所述升降包边机构包括设置在包边座51远离包边压板52一端的包边升降气缸513、设置在包边升降气缸513两侧的包边升降轴514以及设置在包边升降轴514远离包边压板52一侧的包边驱动板515,所述包边升降轴514穿过包边座51后与包边压板52连接,所述包边升降气缸513的输出端与包边驱动板515连接,并带动包边压板52轴向运动,所述横向包边机构包括设置在送料包边板2上的横向导向轴27、设置在包边座51远离送料包边板2一端的横向包边气缸511、设置在送料包边板2上的横向铰接座28以及设置在送料包边板2上的横向调节底板29,所述包边座51套设在横向导向轴27的外周面,所述横向包边气缸511的输出端穿过包边座51后与横向铰接座28铰接,并带动包边座51横向移动,所述横向调节底板29朝向包边
座51的一端设有横向调节导轨291,所述包边座51上设有架设在横向调节导轨291上的横向调节块512,所述横向调节底板29上开设有供包边升降轴514与包边升降气缸513横向移动的横向活动槽292。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。