1.本发明涉及智能制造设备技术领域,具体为一种工业机器人模块化智能制造教学平台及其系统。
背景技术:
2.1 x模块化智能制造单元,是针对高等院校电气自动化、机械工程、机器人智能制造等专业,研发的一款智能教育装备,可用于日常智能制造集成、调试、维护、升级等实训,实训装备采用模块化设计,通过模块工作站之间的组合,可实现《智能制造单元系统集成》、《智能制造单元维护》1 x系列证书初级、中级、高级三个层数的培训与认证;同时满足《工业机器人应用编程》初级、中级二个层次的培训与认证。
3.现有技术中的工业机器人模块化智能制造教学平台及其系统缺点不足:
4.专利文件cn112201103a,公开了一种工业机器人应用领域一体化教学创新平台,“包括控制系统、标准实训台、功能模块、工业机器人本体、视觉检测模块、人机交互系统,本发明通过控制系统、标准实训台、功能模块、工业机器人本体、视觉检测模块、人机交互系统之间的配合使用,使得工业机器人应用领域一体化教学创新平台具有丰富的教学模块,能够实现机器人的自动更换夹具,自动取料,装配,视觉检测,存料等功能,并通过紧凑的模块化设计,使得平台集成了丰富的教学功能,提高了其应用性和教学实训的效果”,上述装置中,装置在使用时,且使用范围受限,所以装置的实训功能较差。
技术实现要素:
5.本发明的目的在于提供一种工业机器人模块化智能制造教学平台及其系统,以解决上述背景技术中提出的问题。
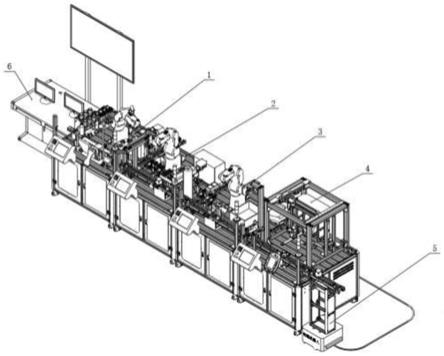
6.为实现上述目的,本发明提供如下技术方案,一种工业机器人模块化智能制造教学平台及其系统,包括关节轴装配单元、镭雕单元、包装贴标单元、立体仓库单元、agv移动机器人单元和总控操作显示单元,所述关节轴装配单元的一侧设置有总控操作显示单元,所述关节轴装配单元的另一侧设置有镭雕单元,所述镭雕单元的一侧设置有包装贴标单元,所述包装贴标单元的一侧设置有立体仓库单元,所述立体仓库单元的一侧设置有agv移动机器人单元;
7.优选的,所述关节轴装配单元包括:第一控制面板、皮带输送模块、rfid智能模块、垂直供料模块、仓储模块、第一夹具快换模块、机器人视觉模块、第一工业机器人、旋转供料模块和变位机模块;
8.第一夹具快换模块:
9.第一夹具快换模块配置多种机器人末端工具,主要包括单吸盘工具、无源笔形工具、直口爪手工具、弧口爪手工具、机器人标定尖端工具,另有可自主更换安装的焊接工具、涂胶工具、打磨和雕刻工具,机器人末端工具均由机器人控制器控制io模块实现状态切换;
10.仓储模块:
11.主要由固定底板、立体仓库、检测传感器等组成,每个库位都有检测传感器,通过传感器信号检测,将数据传输plc控制器;
12.变位机模块:
13.由变位机、固定底板等组成,模块适配外围控制器套件和标准电气接口套件,通过机器人附加轴模式,将变位机扩展为工业机器人,变位机模块采用了机器人外部轴控制,其电机驱动接收机器人控制器命令,通过示教器对其进行编程和操作,变位机采用绝对式编码器,模块侧面板有零位刻线,可通过示教器校准变位机零位,运动范围通过机械限位设置为
±
90
°
,变位机安装板上主要由伸缩气缸和工件定位夹紧块组成,用于夹紧工件;
14.垂直供料模块:
15.垂直供料模块由圆柱形料筒和伸缩气缸组成,圆柱型料筒内径为50mm,可同时装入机器人关节的减速机和输出法兰两种圆形物料,圆柱料筒底部配置对射型传感器检测工件有无,气缸配置磁性开关检测动作是否执行,气缸动作及其传感器信号均由plc控制;
16.皮带输送模块:
17.皮带输送模块主要由皮带线输送机、工件上料检测传感器、工件到位检测传感器组成,皮带线输送机采用0-3000rpm直流电机驱动,运动减速比为1:50,皮带线可通过plc控制模拟量进行调速,可控制启停,采用单相交流调速电机驱动;
18.旋转供料模块:
19.由旋转供料机、固定底板等组成,模块适配外围控制器套件和标准电气接口套件,机器人通过组io和以太网与plc控制器进行信息交互,plc最终根据机器人的命令将料盘旋转到指定工位,旋转供料模块具有6个工件放置位,沿圆盘圆周方向阵列,旋转供料装置采用步进电机驱动,由plc控制其运动,配置1:80速比的谐波减速机,运动平稳,精度高,旋转供料平台配置零位校准传感器、工件状态检测传感器;
20.rfid智能模块:
21.rfid智能模块用于物料内嵌芯片的读取与写入,并通过总控与机器人通信,可以与其他模块进行组合,完成不同的实训任务,rfid阅读器和rfid通讯模块选用西门子品牌,与西门子plc无缝集成,应用西门子电子标签管理软件,可快速编写物料追溯系统;
22.机器人视觉模块:
23.由工业视觉系统、固定底板等组成,模块适配外围控制器套件和标准电气接口套件,检测零件的形状、颜色、坐标(x/y/a)等信息,通过以太网将检测结果发往机器人,配合工业机器人末端吸盘工具将工件分拣定位抓取;
24.标定尖:
25.标定尖用于标定机器人工具坐标,标定尖可安装在工作台任意机器人可达位置,便于机器人校准工具坐标,使用标定尖校准机器人工具坐标时,机器人末端使用尖端工具;
26.优选的,所述镭雕单元包括:第二控制面板、第二夹具快换模块、托盘移载机构、第二工业机器人、第一输送皮带线、电机装配模块、镭雕机、镭雕机电源、铭牌物料架、镭雕工作台、第二输送皮带线和rfid智能模块构成,主要完成“电机模型”装配、电机模型装配到机器人关节轴、关节轴个性化雕刻等工作;
27.第二夹具快换模块:
28.第二夹具快换模块配置多种机器人末端工具,主要包括单吸盘工具、无源笔形工
具、直口爪手工具、弧口爪手工具、机器人标定尖端工具,另有可自主更换安装的焊接工具、涂胶工具、打磨和雕刻工具,机器人末端工具均由机器人控制器控制io模块实现状态切换;
29.电机装配模块:
30.电机装配模块具有6组电机零件放置位,分别有三种颜色的三类型工件,即黄、白、蓝色的电机外壳、电机转子、电机端盖,首先将此模块安装到模块公用底座,将物料放置到对应工件位,使用机器人编程将电机转子装配到电机外壳,并将电机端盖组装,形成完整的电机装配体,完成此过程需用到直手爪工具和吸盘工具;
31.托盘移载机构:
32.由工业铝型材、固定板、直线模组、气动夹爪、伸缩气缸等组成,用于将物料托盘从第一输送皮带线抓取至第二输送皮带线上,模块适配标准电气接口套件,plc控制器通过数字量对托盘移栽机构进行控制;
33.第一输送线皮带线、第二输送皮带线:
34.由调速电机、皮带、型材骨架、顶升装置等组合而成,用于物料托盘的输送与定位,模块适配标准电气接口套件,plc控制器通过数字量对输送线模块进行控制;
35.镭雕机:
36.采用先进的镭射技术,具有脉冲短、光速质量优异、精度高、峰值功率高,调制评率高等特点,显著减少热熔效应,达到完美的标记效果,尤其适合于塑胶等非金属材料的标记,机身全封闭的谐振腔使内部光学器件免受灰尘和潮湿的污染,寿命长,衰减小;
37.镭雕工作台:
38.由工业铝型材、固定板、定位装置、气缸等组成,主要用于机器人将标签抓取放置到指定位置,进行标签的定位;
39.rfid智能模块:
40.rfid智能模块用于物料内嵌芯片的读取与写入,并通过总控与机器人通信,可以与其他模块进行组合,完成不同的实训任务,rfid阅读器和rfid通讯模块选用西门子品牌,与西门子plc无缝集成,应用西门子电子标签管理软件,可快速编写物料追溯系统;
41.优选的,所述包装贴标单元包括:该单元主要由第三控制面板、第三皮带输送线、rfid智能模块、第三夹具快换模块、包装盖物料托盘、包装工作台、第三工业机器人、工业3d视觉相机、抖动料箱和剥标组件等构成,主要完成关节轴模型的包装和贴标功能,该单元配置智能视觉系统,可搭载hirop系统,可以实现自动避障、自主路径规划、语音识别等智能化功能;
42.第三皮带输送线:用于物料托盘的输送;
43.rfid智能模块:
44.rfid智能模块用于物料内嵌芯片的读取与写入,并通过总控与机器人通信,可以与其他模块进行组合,完成不同的实训任务,rfid阅读器和rfid通讯模块选用西门子品牌,与西门子plc无缝集成,应用西门子电子标签管理软件,可快速编写物料追溯系统;
45.第三夹具快换模块:
46.第三夹具快换模块配置多种机器人末端工具,主要包括单吸盘工具、无源笔形工具、直口爪手工具、弧口爪手工具、机器人标定尖端工具,另有可自主更换安装的焊接工具、涂胶工具、打磨和雕刻工具,机器人末端工具均由机器人控制器控制io模块实现状态切换;
47.优选的,所述立体仓库单元包括:第四控制面板、第四皮带输送线、堆垛机组件和仓储单元模块等构成,主要完成工件成品和物料托盘的出入库工作;
48.堆垛机组件:从立体仓库单元中抓取物料托盘,放置在第四皮带输送线上,或物料托盘入库;
49.仓储单元模块:用于存储物料,含有仓位感应器;
50.第四皮带输送线:用于物料托盘的输送;
51.plc控制系统:可对仓库单元进行手动和自动运行控制;
52.优选的,所述agv移动机器人单元包括:该单元由agv小车、agv皮带输送线、对射传感器、视觉传感器、控制系统等组成;
53.功能:用于智能制造单元中物料托盘的输送;
54.工作流程:
55.(1)取料:agv小车移动到立体仓库单元第四皮带输送线下料口,第四皮带输送线与agv皮带输送线同时运行并自动对接物料托盘,物料托盘运送至agv皮带输送线中间位置时触发传感器,agv皮带输送线停止运转,agv小车启动并按照运动轨迹开始运行;
56.(2)下料:agv小车移动到镭雕单元第一输送皮带线上料口,第一皮带输送线与agv皮带输送线同时运行并自动对接物料托盘,物料托盘运送至第一皮带输送线尾部位置时触发传感器,第一皮带输送线和agv皮带输送线同时停止运转,agv小车原路返回;
57.可通过mes系统,对agv小车系统进行数据采集与分析,查询当前的运行状态,维修记录,运行节拍,并提出可行性优化建议;
58.优选的,所述总控操作显示单元包括:该单元由信息显示大屏、pc机、操作平台、总控plc系统、mes系统等组成;
59.功能描述:
60.(1)信息显示大屏:可视化信息展示;
61.(2)pc机:mes系统、西门子plc系统、离线编程等软件的载体;
62.mes系统具备:生产派单、过程追溯、维护维修记录、设备预警等功能;
63.包括控制器及人机界面,控制器采用模块化、紧凑型设计,可扩展,具有标准工业通信接口,适用于实现简单逻辑控制、高级逻辑控制、网络通信与控制应用,以及小型运动控制系统、过程控制系统等高级应用功能,人机界面具备舒适性、多功能和多集成接口等特点。
64.与现有技术相比,本发明的有益效果如下:
65.1、本发明通过采用模块化结构,可开展工业机器人基础编程应用实训、工业机器人综合编程应用实训、工业机器人工艺应用编程实训、自动化立体仓库应用实训、移动agv机器人应用实训、机器2d和3d视觉应用实训、西门子plc编程与调试实训、离线编程轨迹规划和运动仿真实训、mes系统应用技术实训、智能制造单元运行和维护综合应用实训、智能制造单元系统集成应用技术实训等多个实训项目,使用范围更广,从而增添装置的实用性。
附图说明
66.图1为本发明结构立体图;
67.图2为本发明的关节轴装配单元结构示意图;
68.图3为本发明的镭雕单元装配组件结构示意图;
69.图4为本发明的包装贴标单元装配组件结构示意图;
70.图5为本发明的立体仓库单元装配组件结构示意图;
71.图6为本发明的agv小车结构示意图;
72.图7为本发明的工作流程示意图。
73.图中:1、关节轴装配单元;2、镭雕单元;3、包装贴标单元;4、立体仓库单元;5、agv移动机器人单元;6、总控操作显示单元;7、第一控制面板;8、皮带输送模块;9、垂直供料模块;10、仓储模块;11、第一夹具快换模块;12、机器人视觉模块;13、第一工业机器人;14、旋转供料模块;15、变位机模块;16、第二夹具快换模块;17、托盘移载机构;18、第二工业机器人;19、第一输送皮带线;20、电机装配模块;21、镭雕机;22、镭雕机电源;23、铭牌物料架;24、镭雕工作台;25、第二输送皮带线;26、第三控制面板;27、第三皮带输送线;28、第三夹具快换模块;29、包装盖物料托盘;30、包装工作台;31、第三工业机器人;32、工业3d视觉相机;33、抖动料箱;34、剥标组件;35、第四控制面板;36、第四皮带输送线;37、rfid智能模块;38、堆垛机组件;39、仓储单元模块;40、第二控制面板;41、agv小车;42、agv皮带输送线。
具体实施方式
74.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
75.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
76.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
77.实施例一:
78.一、关节轴装配单元:
79.1、第一夹具快换模块11的机器人末端工具均由机器人控制器控制io模块实现状态切换;
80.2、仓储模块10通过传感器信号检测,将数据传输plc控制器;
81.3、变位机模块15适配外围控制器套件和标准电气接口套件,通过机器人附加轴模式,将变位机扩展为工业机器人,变位机模块采用了机器人外部轴控制,其电机驱动接收机器人控制器命令,通过示教器对其进行编程和操作,变位机采用绝对式编码器,模块侧面板有零位刻线,可通过示教器校准变位机零位,运动范围通过机械限位设置为
±
90
°
,变位机
安装板上主要由伸缩气缸和工件定位夹紧块组成,用于夹紧工件;
82.4、垂直供料模块9内圆柱型料筒内径为50mm,可同时装入机器人关节的减速机和输出法兰两种圆形物料,圆柱料筒底部配置对射型传感器检测工件有无,气缸配置磁性开关检测动作是否执行,气缸动作及其传感器信号均由plc控制;
83.5、皮带输送模块8的皮带线输送机采用0-3000rpm直流电机驱动,运动减速比为1:50,皮带线可通过plc控制模拟量进行调速,可控制启停,采用单相交流调速电机驱动;
84.6、旋转供料模块14适配外围控制器套件和标准电气接口套件。机器人通过组io和以太网与plc控制器进行信息交互,plc最终根据机器人的命令将料盘旋转到指定工位,旋转供料模块具有6个工件放置位,沿圆盘圆周方向阵列,旋转供料装置采用步进电机驱动,由plc控制其运动,配置1:80速比的谐波减速机,运动平稳,精度高,旋转供料平台配置零位校准传感器、工件状态检测传感器;
85.7、rfid智能模块37用于物料内嵌芯片的读取与写入,并通过总控与机器人通信,可以与其他模块进行组合,完成不同的实训任务,rfid阅读器和rfid通讯模块选用西门子品牌,与西门子plc无缝集成,应用西门子电子标签管理软件,可快速编写物料追溯系统;
86.8、机器人视觉模块12适配外围控制器套件和标准电气接口套件,检测零件的形状、颜色、坐标(x/y/a)等信息,通过以太网将检测结果发往机器人,配合工业机器人末端吸盘工具将工件分拣定位抓取;
87.9、标定尖可安装在工作台任意机器人可达位置,便于机器人校准工具坐标,使用标定尖校准机器人工具坐标时,机器人末端使用尖端工具。
88.二、镭雕单元:
89.1、第二夹具快换模块16的机器人末端工具均由机器人控制器控制io模块实现状态切换;
90.2、电机装配模块20具有6组电机零件放置位,分别有三种颜色的三类型工件,即黄、白、蓝色的电机外壳、电机转子、电机端盖。首先将此模块安装到模块公用底座,将物料放置到对应工件位,使用机器人编程将电机转子装配到电机外壳,并将电机端盖组装,形成完整的电机装配体。完成此过程需用到直手爪工具和吸盘工具;
91.3、托盘移栽机构17用于将物料托盘从第一输送皮带线19抓取至第二输送皮带线25上,模块适配标准电气接口套件,plc控制器通过数字量对托盘移栽机构进行控制;
92.4、第一输送皮带线19和第二输送皮带线25用于物料托盘的输送与定位,模块适配标准电气接口套件,plc控制器通过数字量对输送线模块进行控制;
93.5、镭雕机21采用先进的镭射技术,具有脉冲短、光速质量优异、精度高、峰值功率高,调制评率高等特点,显著减少热熔效应,达到完美的标记效果,尤其适合于塑胶等非金属材料的标记,机身全封闭的谐振腔使内部光学器件免受灰尘和潮湿的污染,寿命长,衰减小;
94.6、镭雕工作台24由工业铝型材、固定板、定位装置、气缸等组成,主要用于机器人将标签抓取放置到指定位置,进行标签的定位;
95.7、rfid智能模块37用于物料内嵌芯片的读取与写入,并通过总控与机器人通信,可以与其他模块进行组合,完成不同的实训任务,rfid阅读器和rfid通讯模块选用西门子品牌,与西门子plc无缝集成,应用西门子电子标签管理软件,可快速编写物料追溯系统。
96.三、包装贴标单元:
97.1、第三皮带输送线27:用于物料托盘的输送;
98.2、rfid智能模块37用于物料内嵌芯片的读取与写入,并通过总控与机器人通信,可以与其他模块进行组合,完成不同的实训任务,rfid阅读器和rfid通讯模块选用西门子品牌,与西门子plc无缝集成,应用西门子电子标签管理软件,可快速编写物料追溯系统;
99.3、第三夹具快换模块28的机器人末端工具均由机器人控制器控制io模块实现状态切换;
100.四、立体仓库单元:
101.1、堆垛机组件38可从立体仓库单元中抓取物料托盘,放置在第四皮带输送线上,或物料托盘入库;
102.2、仓储单元模块39用于存储物料,含有仓位感应器;
103.3、第四皮带输送线36用于物料托盘的输送;
104.4、plc控制系统可对仓库单元进行手动和自动运行控制。
105.五、agv移动机器人单元:
106.1、功能:用于智能制造单元中物料托盘的输送;
107.2、工作流程:
108.(1)取料:agv小车移动到立体仓库单元第四皮带输送线下料口,第四皮带输送线与agv皮带输送线同时运行并自动对接物料托盘,物料托盘运送至agv皮带输送线中间位置时触发传感器,agv皮带输送线停止运转,agv小车启动并按照运动轨迹开始运行;
109.(2)下料:agv小车移动到镭雕单元第一输送皮带线上料口,第一皮带输送线与agv皮带输送线同时运行并自动对接物料托盘,物料托盘运送至第一皮带输送线尾部位置时触发传感器,第一皮带输送线和agv皮带输送线同时停止运转,agv小车原路返回;
110.可通过mes系统,对agv小车系统进行数据采集与分析,查询当前的运行状态,维修记录,运行节拍,并提出可行性优化建议。
111.六:总控操作显示单元:
112.功能描述:
113.(1)信息显示大屏:可视化信息展示;
114.(2)pc机:mes系统、西门子plc系统、离线编程等软件的载体;
115.mes系统具备:生产派单、过程追溯、维护维修记录、设备预警等功能;
116.包括控制器及人机界面,控制器采用模块化、紧凑型设计,可扩展,具有标准工业通信接口,适用于实现简单逻辑控制、高级逻辑控制、网络通信与控制应用,以及小型运动控制系统、过程控制系统等高级应用功能,人机界面具备舒适性、多功能和多集成接口等特点。
117.实施例二:
118.本装置中直流电机为plc模拟量进行控制速度变化,立体仓储单元4用于存储4种物料共12个存储位,物料包括半成品状态a、半成品状态b、半成品状态c和成品状态,每个库位安装有检测传感器,实时掌握库位物料信息,且该立体仓库状态实时存入mes系统数据,用于对物料信息的管理,括该模块通过profinet工业以太网与mes系统连接,立体仓库为4个步进电机其中三个用于xyz平面的运动,另外1个用于控制物料的旋转出入库,该模块可
以用来教学步进电机的控制与立体仓储单元4的基本模式;仓储模块10用于存放关节底座,垂直供料模块9用于存放减速器、法兰,旋转供料模块14用于存放电机装配体,机器人末端夹爪工具将它们分别拾取至变位机模块15进行装配,机器人视觉模块12可与皮带输送模块8配合使用,完成减速器和法兰定位识别;总控操作显示单元6包含触摸屏和按钮指示灯,其中按钮指示灯具有设备开关机,模式切换、电源状态指示、设备急停等功能,触摸屏选用西门子ktp700面板,用于设备的数据监控操作;rfid智能模块37用于物料内嵌芯片的读取与写入,并通过总控与机器人通信,可以与其他模块进行组合,完成不同的实训任务,rfid阅读器和rfid通讯模块选用西门子品牌,与西门子plc无缝集成,应用西门子电子标签管理软件,可快速编写物料追溯系统;镭雕单元2用于个性化定制图案与文字的雕刻,该平台通过tcp与mes系统通讯,可以教学tcp通讯及镭雕机控制;工业3d视觉相机32用于识别包装箱,并与机器人配合进行成品电机的包装,用于培训学生进行3d视觉建模、与机器人通讯、与机器人配合完成抓取;包装贴标单元3用于在线进行一维码打印,通过剥标组件34剥取后由机器人抓取并贴于包装箱,进行出入库的管理标识,其中打印机由mes系统根据数据库内容及生产状态进行控制,该平台可用于培训学生使用打标机在线控制、剥标机原理、mes系统物料管理等内容;托盘移载机构17为步进控制物料托盘实现物料转运,立体仓库的物料托盘经agv小车转运至镭雕单元第一输送皮带线19后由托盘移载机构17抓取至第二输送皮带线25进行后续动作,将4个实训单元形成一个闭环。
119.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。