1.本发明涉及机械设计技术领域,具体涉及一种新能源储能模块的铝制壳体输送装置及其制备方法。
背景技术:
2.铝材板作为一种新型材料,种类繁多。其中的一种其上表面阶梯形下凹,其在加工后的输送需要进行贴标处理,然后对贴标后的铝材板进行人工质检,接着将宽度达不到设定数值的铝材板进行手动剔除,费时费力,需要对其输送设备进行深化改进。另外由于该种铝材板侧面使用时不允许涂覆油漆,需要另外人工进行抗氧化剂的涂覆,增加额外的工序时间及人工成本。
技术实现要素:
3.本发明的目的是克服现有技术的缺陷,提供一种新能源储能模块的铝制壳体输送装置及其制备方法。
4.实现本发明目的的技术方案是:一种新能源储能模块的铝制壳体输送装置,包括,输入部,所述输入部用以对铝材板进行输入;贴标部,所述贴标部用以对所述输入部输入的铝材板进行贴标作业;质检部,所述质检部包括质检部旋转主轴,所述质检部旋转主轴圆周均布有多个铝材板收纳盒,铝材板的长度长于所述铝材板收纳盒的长度,所述铝材板收纳盒设有铝材板限位卡柱;输出部,所述输出部包括输出部传送辊、由输出部传送辊带动的输出部传送带,所述输出部传送带之间的间隙恒定;多个铝材板收纳盒中的两个分别对应于所述输入部和所述输出部,其中,当所述输入部将铝材板输入至对应于所述输入部的铝材板收纳盒后,由铝材板限位卡柱对铝材板进行限位,所述贴标部对铝材板进行贴标,接着,所述质检部旋转主轴带动对应于所述输入部的铝材板收纳盒旋转至对应于所述输出部,符合所述输出部传送带之间的间隙的铝材板从所述输出部输出,不符合所述输出部传送带之间的间隙的铝材板,在所述铝材板收纳盒转至垂直向下方向时下落。
5.上述技术方案所述铝材板收纳盒设有抗氧化剂涂覆组件,所述抗氧化剂涂覆组件包括涂覆层、滑座、滑柱、弹性件,所述涂覆层连接于所述滑座,所述滑座滑动连接于所述滑柱,所述弹性件连接于所述铝材板收纳盒和所述滑座。
6.上述技术方案所述弹性件为两组沿所述滑柱镜像对称的压缩弹簧。
7.上述技术方案所述输出部还设有贴标辅助板,所述贴标辅助板用以对铝材板的辅助贴合。
8.上述技术方案所述输出部传送辊具有两两对称的4个,右边的两个所述输出部传送辊之间连接有输出部传送辊轴,所述输出部传送辊轴连接有两个输出部桥接轮,两个所
述输出部桥接轮连接有贴标辅助板基座,所述贴标辅助板固定连接于所述贴标辅助板基座。
9.上述技术方案所述贴标辅助板基座连接有两个对称的输出部框架柱,两个所述输出部框架柱分别连接有两个对称的输出部传送辊支撑柱。
10.上述技术方案所述铝材板收纳盒的内腔大小由开口至内部渐小。
11.上述技术方案所述质检部旋转主轴间隙分割为4块,每块均连接有所述铝材板收纳盒。
12.上述技术方案所述质检部旋转主轴连接有凸起的加强筋,所述加强筋连接有所述铝材板收纳盒。
13.一种新能源储能模块的铝制壳体输送装置的制备方法,具有以下步骤:s1,当所述输入部将铝材板输入至对应于所述输入部的铝材板收纳盒后,由铝材板限位卡柱对铝材板进行限位;s2,所述贴标部对限位后的铝材板进行贴标;s3,所述质检部旋转主轴带动对应于所述输入部的铝材板收纳盒旋转至对应于所述输出部,符合所述输出部传送带之间的间隙的铝材板从所述输出部输出;不符合所述输出部传送带之间的间隙的铝材板,在所述铝材板收纳盒转至垂直向下方向时下落。
14.采用上述技术方案后,本发明具有以下积极的效果:(1)本发明结构简单,工业化程度高。设有质检部,只有宽度达到设定数值的铝材板才能经由输出部的输出部传送带摩擦脱出并传输至下一工位,宽度达不到设定数值的铝材板会因为输出部的输出部传送带的带表面无法摩擦作用于铝材板而无法摩擦脱出,只能在铝材板收纳盒向下时,经由自身重力脱出,省去人工质检,提高生产效率。
15.(2)本发明铝材板收纳盒内设有抗氧化剂涂覆组件,抗氧化剂涂覆组件设有涂覆层、滑座、滑柱,以及弹力较小的弹性件,能够在铝材板自身重力的作用下,让不允许涂覆油漆的铝材板侧面能够充分接触含有抗氧化剂的涂覆层,完成无人工下的作业工序。
16.(3)本发明输出部还设有贴标辅助板,在需要对铝材板单侧面贴标或双侧面贴标时能够有效地辅助贴标,使得单侧面贴标更稳固,或双侧面贴标能够有效完成。
17.(4)本发明质检部旋转主轴结构稳固,设有手动转轮可以手动转动铝材板收纳盒的开口方向,以此对涂覆层进行抗氧化剂的添加。
附图说明
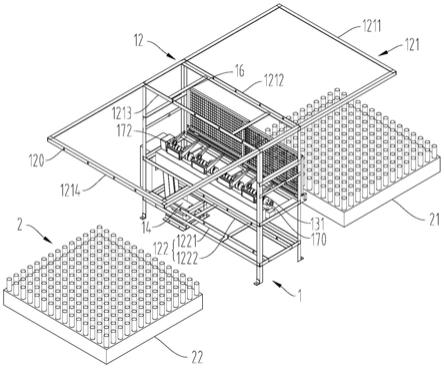
18.图1为本发明的结构示意图;图2为本发明的输出部结构示意图;图3为本发明的铝材板收纳盒内腔示意简图。
19.图中:输入部100、贴标部200、质检部300、质检部旋转主轴310、铝材板收纳盒320、铝材板限位卡柱321、输出部400、输出部传送辊410、输出部传送带420、涂覆层510、滑座520、滑柱530、弹性件540、贴标辅助板430、输出部传送辊轴440、输出部桥接轮450、贴标辅助板基座460、输出部框架柱470、输出部传送辊支撑柱480、加强筋330、手动转轮340、驱动电机350、减速箱360。
具体实施方式
20.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
21.(实施例1)见图1至图3,本发明提供一种新能源储能模块的铝制壳体输送装置,包括,输入部100,输入部100用以对铝材板进行输入;贴标部200,贴标部200用以对输入部100输入的铝材板进行贴标作业;质检部300,质检部300包括质检部旋转主轴310,质检部旋转主轴310圆周均布有多个铝材板收纳盒320,铝材板的长度长于铝材板收纳盒320的长度,铝材板收纳盒320设有铝材板限位卡柱321;铝材板收纳盒320的内腔大小由开口至内部渐小,方便铝材板的进入定位。
22.输出部400,输出部400包括输出部传送辊410、由输出部传送辊410带动的输出部传送带420,输出部传送带420之间的间隙恒定;多个铝材板收纳盒320中的两个分别对应于输入部100和输出部400,其制备方法,具有以下步骤:s1,当输入部100将铝材板输入至对应于输入部100的铝材板收纳盒320后,由铝材板限位卡柱321对铝材板进行限位;s2,贴标部200对铝材板进行贴标;s3,质检部旋转主轴310带动对应于输入部100的铝材板收纳盒320旋转至对应于输出部400,符合输出部传送带420之间的间隙的铝材板从输出部400输出,不符合输出部传送带420之间的间隙的铝材板,在铝材板收纳盒320转至垂直向下方向时下落。
23.本实施例为本发明的基础实施例,输入部100可以和输出部400的零部件一致,两者相对质检部300镜像对称设置,输入部100向铝材板收纳盒320输入铝材板,输出部400将铝材板从铝材板收纳盒320移出。
24.贴标部200为现有的贴标机,包括回收盘、导引轮、张紧轮、光电检测传感、剥离刀头、真空发生器、贴标气缸等等,其主要用于对铝材板背向铝材板收纳盒320开口的一侧位置进行贴标。其主要的安装、使用在此不做过多限制,此处应不影响本领域技术人员的理解。
25.质检部300的质检部旋转主轴310圆周均布有多个铝材板收纳盒320,以保证质检部旋转主轴310的受力均匀,延长质检部旋转主轴310的使用寿命。质检部旋转主轴310由驱动电机350,以及减速箱360连接后进行转动驱动,其转动速度以配合输入部100和输出部400上的铝材板输入和输出为宜。铝材板限位卡柱321位于铝材板收纳盒320表面积最大的一面内壁的中间位置,而铝材板表面积最大的一面对应铝材板限位卡柱321设有内凹,因此内凹位置位于铝材板表面积最大的一面的中间位置,铝材板只有在内凹和铝材板限位卡柱321对应后才能进入铝材板收纳盒320。铝材板在被输入部100输入进铝材板收纳盒320后,铝材板会被限位卡至铝材板收纳盒320。质检部旋转主轴310顺时针旋转,铝材板经由重力下落,更贴合地进入铝材板收纳盒320后,铝材板收纳盒320和铝材板接着旋转至与输出部
400齐平。输出部传送带420以设定的间距排布,宽度达不到设定数值的铝材板将无法触及输出部400的输出部传送带420。合格的铝材板由输出部400的输出部传送带420转动,利用摩擦力将铝材板延伸出铝材板收纳盒320的端面逐步移出,以此使得合格的铝材板输出至下一工位。而不合格的铝材板则会随着质检部旋转主轴310继续转动,直至铝材板收纳盒320的开口向下时,彻底从铝材板收纳盒320下坠脱开,进而被自动剔除。在铝材板收纳盒320的开口向下处,可以设置不合格的铝材板的收纳箱或收纳盒,以此进行回收,在此不做过多阐述。
26.(实施例2)本实施例与实施例1的不同之处在于,铝材板收纳盒320设有抗氧化剂涂覆组件,抗氧化剂涂覆组件包括涂覆层510、滑座520、滑柱530、弹性件540,涂覆层510连接于滑座520,滑座520滑动连接于滑柱530,弹性件540连接于铝材板收纳盒320和滑座520。
27.涂覆层510可以但不仅限于使用海绵等材质,其主要用于保持一定量的抗氧化剂,以此便于不允许涂覆油漆的铝材板侧面进行抗氧化剂的涂覆。不允许涂覆油漆的铝材板侧面即铝材板面向铝材板收纳盒320开口的一侧,其也面向于涂覆层510。滑柱530位于铝材板收纳盒320的中心位置,弹性件540为两组沿滑柱530镜像对称的压缩弹簧,所用压缩弹簧的弹力可以较小,方便铝材板收纳盒320的开口向上时,铝材板能够在自身重力的作用下更好地接触涂覆层510,同时也能使得铝材板与铝材板收纳盒320的收纳更贴合,以此完成无人工下的作业工序。当然,在此对压缩弹簧弹力不做过多限制。
28.(实施例3)本实施例与实施例1的不同之处在于,输出部400还设有贴标辅助板430,贴标辅助板430用以对铝材板的辅助贴合。贴标部200根据所需贴标的大小不同,其标签大小可能大于铝材板背向铝材板收纳盒320开口的一侧,需要向另一侧面进行贴附,而贴标辅助板430则为这大出来的标签进行了辅助贴标。当然,可以理解的是,即使标签大小小于铝材板背向铝材板收纳盒320开口的一侧,贴标辅助板430也可以通过弹性的碰撞使得单侧面贴标更稳固。贴标辅助板430为回复性较好的弧形挡板,其材质根据需求进行合理选配,可以是塑料、橡胶、醋酸纤维等弹性材料,在此不做过多限制。
29.输出部传送辊410具有两两对称的4个,右边的两个输出部传送辊410之间连接有输出部传送辊轴440,输出部传送辊轴440连接有两个输出部桥接轮450,两个输出部桥接轮450连接有贴标辅助板基座460,贴标辅助板430固定连接于贴标辅助板基座460。贴标辅助板基座460主要用以连接放置贴标辅助板430,使其固定在一定位置。输出部传送辊轴440可使用轴承转动地连接于两个输出部桥接轮450,输出部传送辊410转动时,不会带动输出部桥接轮450一起转动,进而给贴标辅助板基座460以及其上的贴标辅助板430一个稳定的作业环境。
30.贴标辅助板基座460连接有两个对称的输出部框架柱470,两个输出部框架柱470分别连接有两个对称的输出部传送辊支撑柱480。输出部400利用输出部框架柱470、输出部传送辊支撑柱480、贴标辅助板基座460、输出部桥接轮450共同组成了输出部传送辊轴440的安装架构,连接稳定可靠。
31.(实施例4)本实施例与实施例1的不同之处在于,质检部旋转主轴310间隙分割为4块,每块均
连接有铝材板收纳盒320。质检部旋转主轴310内中空,使用4块连接弧片组成,在保证质检部旋转主轴310结构稳定的同时,减少了钢材的用量,有效节约成本。
32.质检部旋转主轴310连接有凸起的加强筋330,加强筋330连接有铝材板收纳盒320。加强筋330用以加强4块连接弧片的质检部旋转主轴310结构稳定性。
33.质检部旋转主轴310还连接有手动转轮340。质检部旋转主轴310连接有手动转轮340,其中,手动转轮340通过手动旋转带动质检部旋转主轴310转动,接着,质检部旋转主轴310带动多个铝材板收纳盒320进行转动,以此手动调节铝材板收纳盒320的开口方向。在铝材板收纳盒320的开口方向向上时,人工可以从铝材板收纳盒320的开口上方对涂覆层510进行抗氧化剂的添加。
34.以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。