1.本发明属于热连轧带钢轧线技术领域,具体涉及一种热连轧带钢轧线冷却水自动控制方法。
背景技术:
2.不锈钢生产过程中,辊道、热卷箱、飞剪、层流冷却等设备的冷却水要求必须关闭。但是不锈钢连续生产,长时间关闭设备冷却水,会导致设备受损,造成设备故障停机;轧制不锈钢时,辊道、热卷箱、飞剪、层流冷却等设备冷却水的控制不能精准的开/闭,严重地影响到不锈钢的表面、性能等质量。
技术实现要素:
3.为了克服现有技术中存在的不足,解决热连轧带钢轧线冷却水精确开闭的技术问题,本发明提供一种热连轧带钢轧线冷却水自动控制方法。
4.本发明通过以下技术方案予以实现。
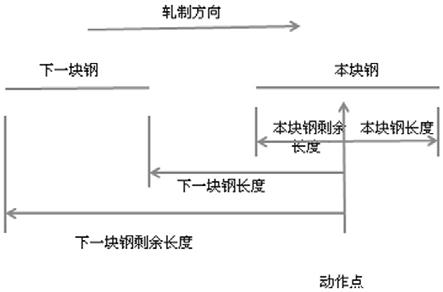
5.一种热连轧带钢轧线冷却水自动控制方法,包括以下步骤:s1、建立热连轧带钢轧线各阶段冷却水开闭模型;s2、根据钢种建立冷却水控制分类模型,确定步骤s1中各阶段冷却水开闭时间;s3、把每一个冷却水喷嘴的轧线位置当做动作点,然后根据动作点是否有钢带经过的情况,取其四个长度即本块带钢长度、本块带钢剩余长度、下块带钢长度、下块带钢剩余长度,然后根据工艺要求,在动作点的前1.5m冷却水开,即下块钢的长度=-1.5m时,冷却水关;当本块钢的剩余长度=0.5m时,冷却水开,精确地控制冷却水的开闭。
6.进一步地,在所述步骤s1中,冷却水开闭模型为:粗轧机前辊道冷却水:常开;立棍冷却水:奇道次过钢关;粗轧机出口除尘水:常开,喷射均匀;e辊道冷却水:辊道辊颈冷却区域≤100mm;边加入口辊道外冷却水:过钢时关闭,无钢时开启;飞剪剪刃冷却水:切头后关、切尾后开;精轧除鳞箱前侧吹水:关闭;精轧除鳞箱前夹送辊冷却水:过钢时关闭;精轧除鳞箱后夹送辊冷却水:过钢时关闭;精轧除鳞集管填充水:过钢时关闭;活套条冷却水:过钢时关闭;机架间反吹水:过钢时关闭,无钢时开启;精轧机架件冷却水:关闭;精轧机防剥离水、辊缝冷却水:关闭;
内冷活套辊冷却水:过钢时外冷水关闭;精轧切水:下表翻水不接触带钢、上表集水宽度不超过100mm,机架入口两侧无柱状冷却水漏至带钢边部;f6出口侧吹水卷曲辊道侧吹水:常开;卷曲辊道侧吹水:与层冷同步;夹送辊前上下表面侧吹水:过钢时开启,无钢时关闭,水需要切住整个板面;卷曲侧导冷却水:常开;夹送辊冷却水:常开;助卷辊冷却水:过钢时关闭,无钢时开启;卷筒冷却水:过钢时关闭,无钢时开启。
7.进一步地,在所述步骤s2中,根据ni不锈钢、cr不锈钢、430不锈钢、硅钢、取向硅钢以及碳钢建立冷却水控制分类模型。
8.与现有技术相比本发明的有益效果为:1)、制定不锈钢轧线冷却水智能化控制方案,对带钢在轧线不同位置的冷却水分别进行智能控制;2)、对过去单一的热检控制冷却水开闭,加入跟踪位置控制的双闭环控制理念;3)、对生产不同钢种时冷却水开闭时间实行了分钢种控制;4)、满足不锈钢轧制冷却水的工艺要求,避免对现场的设备的损坏,增加冷却水间隙控制。
9.总之,本发明根据钢种规格、物料跟踪等开发控制功能,当不锈钢生产时间关闭冷却水,当不锈钢通过设备后,开启冷却水,即保证不锈钢生产过程中关闭冷却水,又能保证在生产不锈钢间隙时间对设备进行充分冷却,确保设备正常运行。
附图说明
10.图1为跟踪位置控制原理图。
具体实施方式
11.以下实施例用于说明本发明,但不用来限制本发明的范围。若未特别指明,实施例均按照常规实验条件。另外,对于本领域技术人员而言,在不偏离本发明的实质和范围的前提下,对这些实施方案中的物料成分和用量进行的各种修改或改进,均属于本发明要求保护的范围。
12.一种热连轧带钢轧线冷却水自动控制方法,具体包括以下步骤:s1、建立热连轧带钢轧线各阶段冷却水开闭模型(以下简称l1):粗轧机前辊道冷却水:常开;立棍冷却水:奇道次过钢关;粗轧机出口除尘水:常开,喷射均匀;e辊道冷却水:辊道辊颈冷却区域≤100mm;边加入口辊道外冷却水:过钢时关闭,无钢时开启;飞剪剪刃冷却水:切头后关、切尾后开;
精轧除鳞箱前侧吹水:关闭;精轧除鳞箱前夹送辊冷却水:过钢时关闭;精轧除鳞箱后夹送辊冷却水:过钢时关闭;精轧除鳞集管填充水:过钢时关闭;活套条冷却水:过钢时关闭;机架间反吹水:过钢时关闭,无钢时开启;精轧机架件冷却水:关闭;精轧机防剥离水、辊缝冷却水:关闭;内冷活套辊冷却水:过钢时外冷水关闭;精轧切水:下表翻水不接触带钢、上表集水宽度不超过100mm,机架入口两侧无柱状冷却水漏至带钢边部;f6出口侧吹水卷曲辊道侧吹水:常开;卷曲辊道侧吹水:与层冷同步;夹送辊前上下表面侧吹水:过钢时开启,无钢时关闭,水需要切住整个板面;卷曲侧导冷却水:常开;夹送辊冷却水:常开;助卷辊冷却水:过钢时关闭,无钢时开启;卷筒冷却水:过钢时关闭,无钢时开启。
13.s2、根据钢种(ni不锈钢、cr不锈钢、430不锈钢、硅钢、取向硅钢以及碳钢)建立冷却水控制分类模型,确定步骤s1中各阶段冷却水开闭时间(以下简称l2);s3、把每一个冷却水喷嘴的轧线位置当做动作点,然后根据动作点是否有钢带经过的情况,取其四个长度即本块带钢长度、本块带钢剩余长度、下块带钢长度、下块带钢剩余长度,然后根据工艺要求,在动作点的前1.5m冷却水开,即下块钢的长度=-1.5m时,冷却水关;当本块钢的剩余长度=0.5m时,冷却水开,精确地控制冷却水的开闭。由于工作环境恶劣,热检存在误检等不稳定性,加入智能跟踪位置控制的双向控制技术,更精准进行不锈钢位置跟踪。
14.以轧制ni不锈钢粗轧e0冷却水控制为例,根据轧制明细调用镍不锈钢的冷却水模型,基础自动化l1根据l2选用ni不锈钢的控制逻辑,对设备冷却水进行控制,e0冷却水用hmd45的on/off来控制。如图1所示,把e0冷却水喷嘴的轧线位置当做动作点,然后根据动作点的
‘
占有’情况,取其四个长度即本块带钢长度、本块带钢剩余长度、下块带钢长度、下块带钢剩余长度,然后根据工艺要求,在动作点的前1.5m冷却水开,即下块钢的长度=-1.5m时,冷却水关;当本块钢的剩余长度=0.5m时,冷却水开。精确地控制冷却水的开闭,实现了不锈钢生产过程中,设备冷却水开闭的自动跟踪控制,即:不锈钢生产时关闭设备冷却水,带钢通过设备后,冷却水自动开启,保证设备及时充分的冷却,降低设备故障率。
15.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
技术特征:
1.一种热连轧带钢轧线冷却水自动控制方法,其特征在于包括以下步骤:s1、建立热连轧带钢轧线各阶段冷却水开闭模型;s2、根据钢种建立冷却水控制分类模型,确定步骤s1中各阶段冷却水开闭时间;s3、把每一个冷却水喷嘴的轧线位置当做动作点,然后根据动作点是否有钢带经过的情况,取其四个长度即本块带钢长度、本块带钢剩余长度、下块带钢长度、下块带钢剩余长度,然后根据工艺要求,在动作点的前1.5m冷却水开,即下块钢的长度=-1.5m时,冷却水关;当本块钢的剩余长度=0.5m时,冷却水开,精确地控制冷却水的开闭。2.根据权利要求1所述的一种热连轧带钢轧线冷却水自动控制方法,其特征在于:在所述步骤s1中,冷却水开闭模型为:粗轧机前辊道冷却水:常开;立棍冷却水:奇道次过钢关;粗轧机出口除尘水:常开,喷射均匀;e辊道冷却水:辊道辊颈冷却区域≤100mm;边加入口辊道外冷却水:过钢时关闭,无钢时开启;飞剪剪刃冷却水:切头后关、切尾后开;精轧除鳞箱前侧吹水:关闭;精轧除鳞箱前夹送辊冷却水:过钢时关闭;精轧除鳞箱后夹送辊冷却水:过钢时关闭;精轧除鳞集管填充水:过钢时关闭;活套条冷却水:过钢时关闭;机架间反吹水:过钢时关闭,无钢时开启;精轧机架件冷却水:关闭;精轧机防剥离水、辊缝冷却水:关闭;内冷活套辊冷却水:过钢时外冷水关闭;精轧切水:下表翻水不接触带钢、上表集水宽度不超过100mm,机架入口两侧无柱状冷却水漏至带钢边部;f6出口侧吹水卷曲辊道侧吹水:常开;卷曲辊道侧吹水:与层冷同步;夹送辊前上下表面侧吹水:过钢时开启,无钢时关闭,水需要切住整个板面;卷曲侧导冷却水:常开;夹送辊冷却水:常开;助卷辊冷却水:过钢时关闭,无钢时开启;卷筒冷却水:过钢时关闭,无钢时开启。3.根据权利要求1所述的一种热连轧带钢轧线冷却水自动控制方法,其特征在于:在所述步骤s2中,根据ni不锈钢、cr不锈钢、430不锈钢、硅钢、取向硅钢以及碳钢建立冷却水控制分类模型。
技术总结
一种热连轧带钢轧线冷却水自动控制方法,属于热连轧带钢轧线技术领域,解决热连轧带钢轧线冷却水精确开闭的技术问题,包括以下步骤:S1、建立热连轧带钢轧线各阶段冷却水开闭模型;S2、根据钢种建立冷却水控制分类模型,确定步骤S1中各阶段冷却水开闭时间;S3、跟踪位置控制。本发明根据钢种规格、物料跟踪等开发控制功能,当不锈钢生产时间关闭冷却水,当不锈钢通过设备后,开启冷却水,即保证不锈钢生产过程中关闭冷却水,又能保证在生产不锈钢间隙时间对设备进行充分冷却,确保设备正常运行。行。行。
技术研发人员:马峰 闫丰梅 杨晓俊
受保护的技术使用者:山西太钢不锈钢股份有限公司
技术研发日:2021.12.06
技术公布日:2022/3/21
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。