一种不共熔池的高效mig电弧增材方法及装置
技术领域
1.本发明属于电弧增材技术领域,具体涉及一种不共熔池的高效mig电弧增材方法及装置。
背景技术:
2.电弧增材制造因制造成本低、材料利用率高等优点受到越来越多的关注,特别适合于大型复杂结构件的高效快速成型,在国防军工、航空航天、能源动力等领域有着广阔地应用前景。但是目前mig电弧增材制造工艺多采用单丝电弧增材,对于厚壁结构件而言,增材效率与传统铸造、锻造、机加工相比还有待提升。
3.对于单丝mig电弧增材制造而言,只能通过增加焊丝直径、调整焊接工艺参数来提高其熔敷效率。当焊丝直径一定时,其最大允许电流是有限制的,超高最大允许电流后电弧形态及熔滴过渡不稳定,造成飞溅严重,严重时甚至烧毁焊枪。若增大焊丝直径,则需要增加增材电流,但是同时对基板或前道增材金属的热输入也增加,会导致基板或前道增材金属的熔化量过大,造成增材熔池不稳定、成形质量下降。
4.同时,已有研究人员通过双丝mig电弧增材提高增材效率,但双丝间距不可调,并且双丝产生电弧合二为一,两根丝材送进同一个熔池,此种方案虽然能够在一定程度上提高增材效率,但是无法调节丝材间距,工艺参数调节不灵活,并且当采用异种丝材时,由于共熔池,在电弧压力以及其他作用力的作用下,两种丝材充分混合,异种丝材之间无法形成梯度材料特征,还容易造成增材样件组织缺陷,不易调控。
技术实现要素:
5.本发明的目的在于提供一种不共熔池的高效mig电弧增材方法及装置。
6.实现本发明目的的技术解决方案为:一种不共熔池的高效mig电弧增材方法,适用于200-350a大电流增材,包括如下步骤:
7.步骤(1):将三个焊枪直线式排列安装在安装板上,相邻焊枪之间的距离d可调,三个焊枪中心连线和增材焊道的夹角为α;
8.步骤(2):调节d和α使4l/3≤d
·
sinα≤3l/2,α为90
°
,其中l为每根焊丝增材时的熔敷宽度,前一次运动形成的三道熔敷金属相互之间存在间隙,其中三根焊丝的电源交替输出电流峰值;
9.步骤(3):焊枪第二次运动形成的熔敷金属填充第一次运动形成间隙;
10.步骤(4):重复步骤(2)和(3),完成电弧增材。
11.进一步的,步骤(3)中焊枪第二次运动采用的焊丝的材质和焊枪第一次运动采用的焊丝的材质不同,焊枪每次运动采用的焊丝的材质相同。
12.一种复合材料,采用上述的方法制备。
13.一种不共熔池的高效mig电弧增材方法,适用于60-200a小电流增材,包括如下步骤:
14.步骤(1):将三个焊枪直线式排列安装在安装板上,相邻焊枪之间的距离d可调,三个焊枪中心连线和增材焊道的夹角为α;
15.步骤(2):调节d和α使l/2≤d
·
sinα≤3l/4,且10
°
《α《80
°
,使得三丝焊枪一次运动形成的三道熔敷金属不共熔池,且三道熔敷金属实现顺序搭接,其中三根焊丝的电源交替输出电流峰值;
16.步骤(3):焊枪第二次运动形成的三道熔敷金属继续与第一次运动形成的三道熔敷金属进行顺序搭接;
17.步骤(4):重复步骤(2)和(3),完成电弧增材。
18.进一步的,每一道次的三个焊丝的材质、相邻道次的焊丝的材质均根据需要确定。
19.进一步的,每一道次的三个焊丝中的中间焊丝的材质为奥氏体不锈钢,两侧焊丝采用马氏体高强钢,相邻道次的焊丝的材质相同。
20.一种复合材料,采用上述的方法制备。
21.一种上述的方法使用的装置,包括协同增材电源、三丝送丝系统、直线式三丝增材枪、机械运动系统、气体输送系统和控制系统;
22.所述协同增材电源包括三台可相互通信的mig电源,经控制系统实现电源输出电流的脉冲相位控制,三台电源交替输出电流峰值,输出峰值电流相位角相差120
°
;
23.三丝送丝系统包括三套送丝轮、三套送丝电机、三套送丝接口及一套壳体,同时实现三根焊丝的送进;
24.机械运动系统末端与增材枪的固定安装板连接,带动增材枪在空间内运动,实现电弧增材路径和姿态的调节;
25.气体输送系统用于给直线式三丝增材枪提供保护气。
26.进一步的,直线式三丝增材枪包括直线导轨滑块机构、固定安装板、和三把焊枪,
27.通过直线导轨滑块机构将三把焊枪安装在固定安装板上,通过调节直线导轨滑块机构实现三把焊枪的相邻焊枪之间间距在10~25mm范围内可调。
28.本发明与现有技术相比,其显著优点在于:
29.(1)本发明的焊枪通过设置三个独立电源控制的三个焊枪,且通过控制三个焊枪之间的距离,使得三丝之间不共熔池,避免电弧之间的相互干扰,使得增材熔池稳定、成形质量好;且可以采用不同种类丝材,在提高电弧增材效率的同时可实现异种金属交织增材,形成梯度复合材料,增强增材样件力学性能;采用大电流电弧增材工艺时,三丝焊枪前一次运动形成的三道熔敷金属不共熔池,相互之间存在间隙且未实现搭接,需要第二次运动形成的熔敷金属填充第一次运动形成间隙,这种方式可避免热量过度局部集中积累,同时改善电弧增材的散热条件,减小构件的整体温度梯度,有利于减少构件变形以及残余应力。
30.(2)通过一个安装板,将三丝焊枪安装在一套机械系统上,系统简单、操作方便,克服了常规多丝增材系统结构复杂、不易操作等缺陷。
31.(3)通过信号协同装置实现了三台mig电源输出脉冲电流的相位控制,避免了三个电弧之间的相互干扰,使熔滴过渡稳定,减小增材飞溅;
32.(4)电弧增材效率高,可达普通单丝mig电弧增材的三倍。
附图说明
33.图1为直线式三丝高效电弧增材示意图。
34.图2为间隙搭接电弧增材工艺示意图。
35.图3为顺序搭接电弧增材工艺示意图。
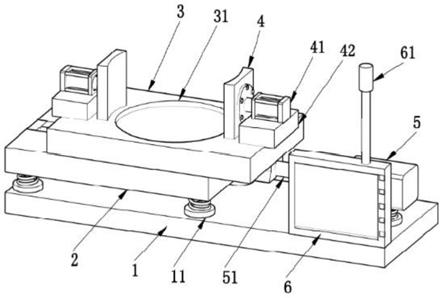
36.图4为直线式三丝协同高效电弧增材装置结构示意图。
37.图5为协同增材电源电流输出波形图。
38.图6为直线式三丝焊枪结构示意图。
39.附图标记说明:
40.1-直线式三丝增材枪,2-气体输送系统,3-三丝送丝系统,4-机械运动系统,5-协同增材电源,6-控制系统,7-焊枪,8-安装板,9-滑块,10-导轨。
具体实施方式
41.下面结合附图对本发明作进一步详细描述。
42.一种直线式三丝协同高效mig电弧增材工艺方法,采用直线式排列的增材专用三丝焊枪进行增材,三根焊丝按照直线等间距排列,间距可调,三丝焊枪每移动一次可以熔敷三道金属,从而实现高效mig电弧增材,效率可达普通单丝mig电弧增材的三倍。
43.如图1所示,在增材过程中,丝材轴线与增材表面垂直,假设调节增材工艺参数使每根焊丝增材时熔敷宽度为l,则可以通过调节三丝之间相互间距为d和三丝连接直线与增材焊道的夹角α实现不同形式的高效增材工艺。
44.如图2所示,如果调节d和α使4l/3≤d
·
sinα≤3l/2,三丝焊枪前一次运动形成的三道熔敷金属不共熔池,相互之间存在间隙且未实现搭接,需要第二次运动形成的熔敷金属填充第一次运动形成间隙,从而实现熔敷金属搭接,这种增材工艺称为大电流间隙搭接增材工艺。采用此工艺进行电弧增材可减轻热量在局部区域的过度积累,同时改善了增材构件的散热条件,有利于增材后热量散失,减小增材构件整体温度梯度,因而减少了构件变形以及残余应力。该工艺适用于导热系数小,熔池流动性好的丝材,但于铝合金等导热系数大,流动性不佳的丝材不适用于该方法。例如调节增材工艺参数使单道熔敷宽度l为8mm,此时调节三丝之间相互间距d为11mm、夹角α为90
°
,则满足4l/3≤d
·
sinα≤3l/2条件,此时则可以通过不共熔池增材工艺实现电弧增材。
45.如图3所示,如果调节d和α使l/2≤d
·
sinα≤3l/4,三丝焊枪一次运动形成的三道熔敷金属虽然不共熔池,但三道熔敷金属由于空间关系实现顺序搭接,而第二次运动形成的三道熔敷金属继续与第一次运动形成的三道熔敷金属进行顺序搭接,这种增材工艺称为小电流顺序搭接增材工艺。此工艺适用于导热系数大,熔池流动性不佳的丝材。例如调节增材工艺参数使单道熔敷宽度l为10mm,此时调节三丝之间相互间距d为12mm、夹角α为45
°
,则满足l/2≤d
·
sinα≤3l/4条件,此时则可以通过共熔池增材工艺实现电弧增材。
46.三丝电弧增材时,三根丝材可采用同种或异种丝材,分别实现同种或异种金属的交织增材。例如当中间丝材采用奥氏体不锈钢丝材,两侧焊丝采用马氏体高强钢焊丝进行共熔池增材时,则由于奥氏体不锈钢的加入,能够有效避免高强钢的增材裂纹,增加增材结构件的韧性。而采用普通单丝mig电弧增材工艺时,则需要频繁更换焊丝实现异种金属交织增材,费时费力,或者通过采用两台相互独立的单丝mig电弧增材设备相互配合进行增材,
设备较为复杂。
47.为了实现上述直线式三丝协同高效mig电弧增材工艺,本发明提出了直线式三丝协同高效mig电弧增材装置,如图4所示,该装置主要由协同增材电源、三丝送丝系统、直线式三丝增材专用枪、机械运动系统、气体输送系统、控制系统等组成。
48.上述协同增材电源由三台可相互通信的mig电源组成,经上述控制系统实现电源输出电流的脉冲相位控制。三台电源分别输出脉冲电流,脉冲电流峰值占空比≤1/3。为了避免三个电弧之间的相互干扰,三台电源交替输出电流峰值,输出峰值电流相位角相差120
°
。如图5所示,当脉冲电流峰值占空比为θ/360
°
(θ≤120
°
)时,若电源1电流峰值输出相位区间为0
°
~θ,则电源2电流峰值输出相位区间为120
°
~θ 120
°
,电流3电流峰值输出相位区间为240
°
~θ 240
°
。
49.上述三丝送丝系统是由三套送丝轮、送丝电机、送丝接口及一套壳体组装而成,能够同时实现三根焊丝的送进。
50.如图6所示,上述直线式三丝增材专用枪通过直线导轨滑块系统将三把焊枪安装在固定安装板上,可以通过调节直线导轨滑块实现三把焊枪之间间距10~25mm可调。
51.上述机械运动系统可以是工业机器人或专用机械结构,末端与增材专用枪安装板连接,可带动增材专用枪在空间内运动,实现电弧增材路径和姿态的调节。
52.上述气体输送系统用于给直线式三丝增材专用枪提供保护气,在增材时能够防止增材样件被氧化;
53.上述控制系统用于控制整套装置的工作流程,此外控制系统包括一个信号协同装置,分别与三台mig电源通过通讯接口连接,能够实现三台mig电源输出电流的相位控制。
54.实施例1
55.316l不锈钢样件的大电流高效增材
56.步骤(1):采用分材切片软件对要增材的316l不锈钢样件模型进行分层切片,对每层焊枪运动轨迹进行规划,将每层路径分类为奇数类路径以及偶数类路径;
57.步骤(2):三丝同时采用316l不锈钢焊丝,调节316l不锈钢增材工艺参数和焊枪工作姿态以及焊枪之间的间距,使其工作在大电流增材工艺模式,率先完成奇数类路径的电弧增材,完成后再进行偶数类路径的电弧增材;
58.步骤(3):启动增材制造装备,通保护气,根据送丝速度设置三丝协同电源实现三丝交替引弧,送进丝材进行第n层(初始n=1)数据增材;
59.步骤(4):使n=n 1,重复步骤(3)直到整个样件增材完成。
60.实施例2
61.高强钢/不锈钢梯度复合材料的高效增材
62.步骤(1):采用分材切片软件对要增材的高强钢/不锈钢梯度复合材料模型进行分层切片,对每层焊枪运动轨迹进行规划;
63.步骤(2):中间丝材采用较软的316l奥氏体不锈钢焊丝,两边丝材采用18ni(350)马氏体不锈钢焊丝,分别调节316l和18ni(350)增材工艺参数和焊枪工作姿态,使其工作在小电流增材工艺模式;
64.步骤(3):启动增材制造装备,通保护气,根据送丝速度设置三丝协同电源实现三丝交替引弧,送进丝材进行第n层(初始n=1)数据增材;
65.步骤(4):使n=n 1,重复步骤(3)直到整个样件增材完成。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。