1.本技术涉及码垛机的领域,尤其是涉及一种码垛机的上料装置。
背景技术:
2.码垛机是将料袋、胶块、箱体等各种产品,按一定排列码放在托盘、栈板上,进行自动堆码的设备,经码垛机码垛后的产品使用叉车运至仓库储存。
3.目前,连轧钢厂的码垛工序正逐渐开始采用型钢码垛机,以适应型钢连轧的生产节奏和不同规格、尺寸的变化范围。型钢码垛机可将定尺剪切、矫直后的型钢按照指定的垛型截面尺寸码放成捆。
4.针对上述中的相关技术,发明人认为剪切后的型钢呈多根并排排列,而码垛机进行码垛时需要单根型钢上料,需要人工将多根型钢分离,但型钢重量较大,给工作人员的工作带来极大不便。
技术实现要素:
5.为了解决在使用码垛机对型钢进行码垛时,需要人工将多根并排排列的型钢分离,但型钢重量较大,从而给工作人员的工作带来极大不便的问题,本技术提供一种码垛机的上料装置。
6.本技术提供的一种码垛机的上料装置采用如下的技术方案:
7.一种码垛机的上料装置,包括用于运送多根并排排列的型钢的运料机构,所述运料机构运料方向一端设置有用于对多根型钢进行分离的分料机构,型钢从运料机构出料端到达分料机构进料端,所述分料机构运料速度大于运料机构运料速度,所述分料机构远离运料机构一端设置有上料机构。
8.通过采用上述技术方案,运料机构对多根并排排列的型钢进行运送,当运送至分料机构处,单根型钢滑上分料机构,分料机构对单根型钢进行运送,从而实现对多根型钢的分离,进而减少工作人员的工作量,提高工作人员工作的便捷性;分料机构上的型钢滑上上料机构,上料机构将单根型钢进行运送至码垛机处,从而完成码垛机的上料,操作简单方便。
9.可选的,所述运料机构包括运料组件,所述运料组件包括第一支撑框,所述第一支撑框内转动连接有两个第一链轮,两个所述第一链轮之间连接有第一链条,所述第一支撑框上固定连接有驱动第一链轮转动的第一驱动电机。
10.通过采用上述技术方案,启动第一驱动电机,第一驱动电机带动第一链条转动,第一链条对多根并排的型钢进行运送,将多排型钢运送至分料机构处,从而实现对型钢的运送,操作简单方便。
11.可选的,所述运料组件设置有多组,多组所述运料组件沿与运料方向垂直的方向排列,多根型钢并排排列在运料组件上,型钢长度方向与运料方向垂直。
12.通过采用上述技术方案,多组运料组件对型钢进行运送,从而增加了运送型钢的
稳定性。
13.可选的,所述分料机构包括分料组件,所述分料组件包括第二支撑框,所述第二支撑框内转动连接有两个第二链轮,两个所述第二链轮之间连接有第二链条,所述第二支撑框上固定连接有用于驱动第二链轮转动的第二驱动电机,所述第二驱动电机转速大于第一驱动电机转速。
14.通过采用上述技术方案,启动第二驱动电机,第二驱动电机带动第二链条转动,当第一链条把型钢运送至第二链条处,由于第二驱动电机转速大于第一驱动电机转速,从而第二链条转速大于第一链条转速,靠近第二链条的型钢滑上第二链条并与相邻的型钢产生间隔,第二链条对单根型钢进行运送,从而完成对多根型钢的分离,操作简单方便。
15.可选的,所述第二链条靠近第一链条一端位于第一链条长度方向一侧。
16.通过采用上述技术方案,第二链条靠近第一链条一端位于第一链条长度方向一侧,型钢在滑出第一链条之前就滑上第二链条,从而保证了型钢运送的连贯性。
17.可选的,所述分料组件设置有多组,所述分料组件与相邻的一组运料组件对应设置,所述分料组件运料方向与运料组件运料方向平行。
18.通过采用上述技术方案,多组分料组件对型钢进行运送,从而提高了运送型钢的稳定性。
19.可选的,所述上料机构包括支撑座,所述支撑座设置于第二支撑框一端,所述支撑座上转动连接有多根传动辊,多根所述传动辊轴向与第二链条传送方向垂直,单根型钢沿传动辊传送方向移动。
20.通过采用上述技术方案,第二链条上的型钢滑上传动辊,传动辊将型钢运送至码垛机处,从而完成对码垛机的上料,操作简单方便。
21.可选的,所述第二链条靠近传动辊一端位于传动辊轴向一侧。
22.通过采用上述技术方案,第二链条靠近传动辊一端位于传动辊轴向一侧,型钢在滑出第二链条之前就滑上传动辊,从而保证了型钢运送的连贯性。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.运料机构对多根并排排列的型钢进行运送,当运送至分料机构处,单根型钢滑上分料机构,分料机构对单根型钢进行运送,从而实现对多根型钢的分离,进而减少工作人员的工作量,提高工作人员工作的便捷性;分料机构上的型钢滑上上料机构,上料机构将单根型钢进行运送至码垛机处,从而完成码垛机的上料,操作简单方便;
25.2.启动第二驱动电机,第二驱动电机带动第二链条转动,当第一链条把型钢运送至第二链条处,由于第二驱动电机转速大于第一驱动电机转速,从而第二链条转速大于第一链条转速,靠近第二链条的型钢滑上第二链条并与相邻的型钢产生间隔,第二链条对单根型钢进行运送,从而完成对多根型钢的分离,操作简单方便;
26.3.第二链条上的型钢滑上传动辊,传动辊将型钢运送至码垛机处,从而完成对码垛机的上料,操作简单方便。
附图说明
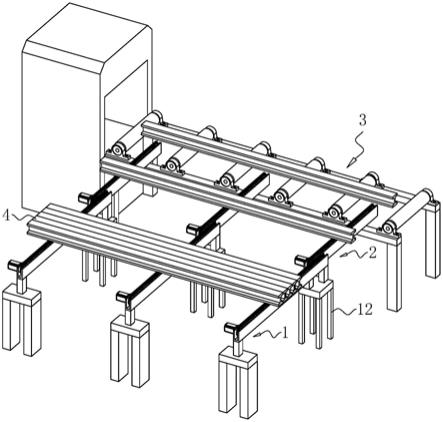
27.图1是本技术实施例整体结构示意图;
28.图2是本技术实施例部分结构剖视图,主要用于展示运料组件;
29.图3是本技术实施例部分结构剖视图,主要用于展示分料组件和上料机构。
30.附图标记说明:1、运料组件;11、第一支撑架;12、第二支撑架;13、第一支撑框;14、第一链轮;15、第一链条;16、第一驱动电机;2、分料组件;21、第二支撑框;22、第二链轮;23、第二链条;24、第二驱动电机;3、上料机构;31、支撑座;32、传动辊;4、型钢。
具体实施方式
31.以下结合附图1-3对本技术作进一步详细说明。
32.本技术实施例公开一种码垛机的上料装置。参照图1,一种码垛机的上料装置包括设置于地面上的运料机构,运料机构运料方向与型钢4长度方向垂直,运料机构出料端设置有分料机构,分料机构远离运料机构一端设置有上料机构3,上料机构3上料方向与型钢4长度方向平行。
33.剪切后的多根型钢4并排排列在运料机构上,运料机构对多根型钢4进行运送,当运送至分料机构处,单根型钢4滑上分料机构,分料机构对单根型钢4进行运送,从而实现分料,分料机构上的型钢4滑上上料机构3,上料机构3将单根型钢4进行运送至码垛机处,从而完成码垛机的上料。
34.参照图1,运料机构包括多组水平设置的运料组件1,多组运料组件1沿与运料方向垂直的方向等距间隔排列,型钢4沿与运料方向垂直的方向放置于运料组件1上,多根型钢4沿运料方向排列在运料组件1上。
35.参照图1和图2,运料组件1包括设置于地面上的第一支撑架11和第二支撑架12,第一支撑架11和第二支撑架12沿运料方向间隔排列,第一支撑架11远离分料机构。第一支撑架11和第二支撑架12上固定连接有第一支撑框13,第一支撑框13长度方向与运料方向平行。第一支撑框13内转动连接有两个第一链轮14,两个第一链轮14沿第一支撑框13长度方向间隔设置,两个第一链轮14之间连接有第一链条15。第一支撑框13靠近第一支撑架11一端固定连接有第一驱动电机16,第一驱动电机16传动轴与靠近第一支撑架11的第一链轮14同轴固定连接。多根型钢4沿第一链条15传送方向排列在第一链条15上,型钢4长度方向与第一链条15传送方向垂直。
36.启动第一驱动电机16,第一驱动电机16带动第一链条15转动,第一链条15对多根并排的型钢4进行运送。
37.参照图1,分料机构包括多组水平设置的分料组件2,多组分料组件2沿与运料方向垂直的方向等距间隔排列,每组分料组件2均对应一组运料组件1设置,分料组件2设置于相邻的第二支撑架12和上料机构3上。
38.参照图1、图2和图3,分料组件2包括固定连接于第二支撑架12和上料机构3上的第二支撑框21,第二支撑框21长度方向与第一支撑框13长度方向平行。第二支撑框21内转动连接有两个第二链轮22,两个第二链轮22沿第二支撑框21长度方向间隔设置,两个第二链轮22之间连接有第二链条23,第二链条23靠近第一链条15一端位于第一链条15长度方向一侧。第二支撑框21靠近第二支撑架12一端固定连接有第二驱动电机24,第二驱动电机24传动轴与靠近第二支撑架12的第二链轮22同轴固定连接,第二驱动电机24转速大于第一驱动电机16转速。单根型钢4沿第二链条23传送方向滑动,型钢4长度方向与第二链条23传送方向垂直。
39.启动第二驱动电机24,第二驱动电机24带动第二链条23转动,当第一链条15把型钢4运送至第二链条23处,由于第二链条23转速大于第一链条15转速,从而靠近第二链条23的型钢4滑上第二链条23并与相邻的型钢4产生间隔,从而完成多根型钢4的分离。
40.参照图1、图2和图3,上料机构3包括设置于第二支撑框21远离第一支撑框13一端的支撑座31,支撑座31长度方向与第二支撑框21长度方向垂直,第二支撑框21远离第一支撑框13一端固定连接于支撑座31上。支撑座31上转动连接有多根传动辊32,传动辊32轴向与支撑座31长度方向垂直,多根传动辊32沿支撑座31长度方向等距间隔设置。第二链条23靠近传动辊32一端位于传动辊32轴向一侧,单根型钢4沿传动辊32传送方向滑动,型钢4长度方向与传动辊32传送方向平行。
41.第二链条23上的型钢4经第二链条23运送至传动辊32上,传动辊32将型钢4运送至码垛机处,从而完成码垛机的上料。
42.本技术实施例一种码垛机的上料装置的实施原理为:启动第一驱动电机16和第二驱动电机24,第一驱动电机16带动第一链条15转动,第一链条15对多根并排的型钢4进行运送。第二驱动电机24带动第二链条23转动,当第一链条15把型钢4运送至第二链条23处,由于第二链条23转速大于第一链条15转速,从而靠近第二链条23的型钢4滑上第二链条23并与相邻的型钢4产生间隔,从而完成多根型钢4的分离。第二链条23上的型钢4经第二链条23运送至传动辊32上,传动辊32将型钢4运送至码垛机处,从而完成码垛机的上料。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。