1.本实用新型涉及半柔电缆成型技术领域,尤其涉及一种用于半柔电缆的成型工装。
背景技术:
2.目前数字雷达核心部件数字阵列模块中使用的高密度印制电路板负责处理高频模拟、数字信号及高频信号的数模转换。其中用于短接射频或高频信号的导线采用半柔电缆,以屏蔽腔体信号的干扰。为达到最大传输效率,半柔电缆需成ω型。现有的半柔电缆采取手工成型,手工成型存在两点问题:1、电缆成型一致性差,成型后阻抗高。2、成型效率低,单个电缆成型需1分钟,单板16个电缆成型需10分钟以上,影响批量化生产。
技术实现要素:
3.本实用新型所要解决的技术问题在于提供一种电缆成型一致性好的用于半柔电缆的成型工装。
4.本实用新型是通过以下技术手段实现解决上述技术问题的:用于半柔电缆的成型工装,包括上模、下模;所述上模包括上模主体、电缆成型结构,所述电缆成型结构固定连接在所述上模主体的底面,其下端形状为所需的电缆成型形状;所述下模包括下模主体、电缆成型槽,所述下模主体的顶面设有电缆成型槽,所述电缆成型槽与所述电缆成型结构的位置对应,所述电缆成型槽与所述电缆成型结构的下端形状相配合。通过电缆成型结构能够将半柔电缆压入电缆成型槽中成型为,相较于手工成型,使用该工装成型的半柔电缆一致性好,阻抗相同,信号传输效果好。
5.作为优化的技术方案,所述上模还包括电缆固定结构、弹簧,两个电缆固定结构分别位于所述电缆成型结构的两侧,每个电缆固定结构上朝向所述上模主体的一侧固定连接有弹簧,各弹簧分别与所述上模主体固定连接;
6.所述下模还包括电缆定位结构、电缆定位槽;两个电缆定位结构分别位于所述电缆成型槽的两侧并固定连接在所述下模主体的顶面,两个电缆定位结构与两个电缆固定结构分别位置对应且形状相配合;每个电缆定位结构上朝向所述电缆成型槽的一侧设有电缆定位槽,两个电缆定位结构上的电缆定位槽位置对应。通过电缆固定结构与电缆定位结构的配合,能够在成型过程中固定半柔电缆的两端,防止其移动。
7.作为优化的技术方案,每个电缆固定结构上朝向所述上模主体的一侧还固定连接有第一限位柱,所述上模主体上对应各第一限位柱和各弹簧的位置分别设有第一限位孔,各第一限位柱分别与对应的第一限位孔滑动配合,各弹簧分别伸入对应的第一限位孔中。
8.作为优化的技术方案,所述电缆成型结构和所述电缆成型槽均为条形;每个电缆定位结构上设有多个电缆定位槽,各电缆定位槽沿平行于所述电缆成型槽长度的方向间隔排列,两个电缆定位结构上的电缆定位槽位置一一对应。结构简单,操作容易,能够批量成型半柔电缆,成型效率高。
9.作为优化的技术方案,所述上模主体上设有第二限位孔,所述下模主体上朝向所述上模主体的一侧固定连接有第二限位柱,所述第二限位柱能够与所述第二限位孔滑动配合。
10.作为优化的技术方案,所述上模还包括把手,两个把手分别固定连接在所述上模主体的两侧。
11.作为优化的技术方案,所述电缆成型结构的下端形状和所述电缆成型槽均为ω型。
12.本实用新型的优点在于:
13.1、使用该工装成型的半柔电缆一致性好,阻抗相同,信号传输效果好。
14.2、结构简单,操作容易,能够批量成型半柔电缆,成型效率高。
附图说明
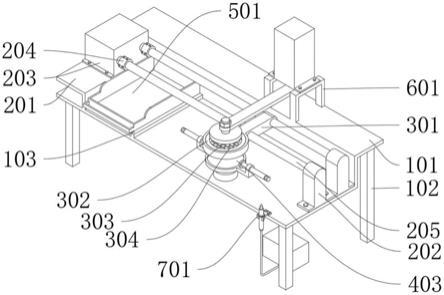
15.图1是本实用新型实施例用于半柔电缆的成型工装的轴测示意图。
16.图2是本实用新型实施例上模翻转方向后的轴测示意图。
17.图3是本实用新型实施例上模翻转方向后另一个视角的轴测示意图。
18.图4是本实用新型实施例下模的轴测示意图。
19.图5是本实用新型实施例用于半柔电缆的成型工装将半柔电缆成型后状态的主视示意图。
具体实施方式
20.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.如图1所示,用于半柔电缆的成型工装,包括上模1、下模2。
22.如图2、图3所示,上模1包括上模主体11、电缆成型结构12、电缆固定结构13、第一限位柱14、弹簧15、第一限位孔16、第二限位孔17、把手18;上模主体11采用不锈钢材质;电缆成型结构12固定连接在上模主体11的底面中轴上,电缆成型结构12为条形,其下端形状为所需的电缆成型形状,即ω型;两个电缆固定结构13分别位于电缆成型结构12的两侧,电缆固定结构13为条形且长度方向沿电缆成型结构12的长度方向,电缆固定结构13的横截面为l型,电缆固定结构13采用聚四氟乙烯材质;每个电缆固定结构13上朝向上模主体11的一侧固定连接有两个第一限位柱14和两个弹簧15,上模主体11上对应各第一限位柱14和各弹簧15的位置分别设有第一限位孔16;各第一限位柱14分别与对应的第一限位孔16滑动配合;各弹簧15分别伸入对应的第一限位孔16中并与上模主体11固定连接,弹簧15采用圆柱压缩弹簧;上模主体11上设有四个第二限位孔17,第二限位孔17为贯穿上模主体11的通孔,各第二限位孔17分别位于两个电缆固定结构13的外侧,每个电缆固定结构13的外侧两个;两个把手18分别固定连接在上模主体11的两侧。
23.如图4所示,下模2包括下模主体21、电缆成型槽22、电缆定位结构23、电缆定位槽
24、第二限位柱25;下模主体21采用不锈钢材质;下模主体21的顶面中轴上设有条形的电缆成型槽22,电缆成型槽22与电缆成型结构12的位置对应,电缆成型槽22与电缆成型结构的下端形状相配合,也为ω型;两个条形的电缆定位结构23分别位于电缆成型槽22的两侧并固定连接在下模主体21的顶面,两个电缆定位结构23与两个电缆固定结构13分别位置对应且形状相配合;每个电缆定位结构23上朝向电缆成型槽22的一侧设有多个电缆定位槽24,各电缆定位槽24沿平行于电缆成型槽22长度的方向间隔排列,两个电缆定位结构23上的电缆定位槽24位置一一对应;下模主体21上朝向上模主体11的一侧固定连接有四个第二限位柱25,每个第二限位柱25对应一个第二限位孔17并能够与第二限位孔17滑动配合。
24.本实用新型用于半柔电缆的成型工装的工作原理为:如图5所示,将半柔电缆剪成多个相同长度的电缆段3,然后将各电缆段3放在下模2的电缆成型槽22开口上方,各电缆段3的两端分别放在一对相对应的电缆定位槽24中,然后握住两个把手18下压上模1,电缆成型结构12将各电缆段3压入电缆成型槽22中成型为ω型,电缆固定结构13能够将各电缆段3的两端固定在电缆定位槽24中防止其移动。使用该工装成型的半柔电缆一致性好,阻抗相同,信号传输效果好;结构简单,操作容易,能够批量成型半柔电缆,一次成型多个半柔电缆仅需1分钟,成型效率高。
25.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。