技术特征:
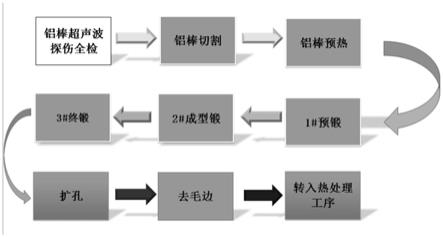
1.一种抗疲劳高承载力的铝合金轮毂,其特征在于:包括以下质量分数的原料:硅:0.30-0.7%,铁:0.50%,铜:0.10%,锰:0.03%,镁:0.35-0.8%,铬:0.03%,锌:0.10%,余量为6061铝合金和不可避免的杂质;其制造方法包括:铝棒成型,铝棒超声波探伤全检,铝棒切割,铝棒预热,1#预锻,2#成型锻,3#终锻,扩孔,去毛边,热处理工序。2.根据权利要求1所述的一种抗疲劳高承载力的铝合金轮毂的锻造工艺,其特征在于:包括以下步骤:s1、铝棒成型:将所述原料进行混合熔炼,将熔炼炉内温度升高到835-855℃,待金属熔化后,保持温度固定,熔炼2h,熔炼后,将熔炼炉内铝合金液进行铸造,将其浇注为铝棒,浇注温度为790-810℃,将浇注后的铝合金棒放入电阻炉中进行均匀化处理,均匀化处理温度为500-520℃,处理时间为18h,将均匀化处理后的铝合金锭冷却至室温,最后形成轮毂用铝合金棒材;s2、铝棒超声波探伤全检:超声波探头扫查速度≤180mm/s,重叠扫查覆盖为有效声速的10%,第一次扫查区域为90
°
,并在棒材端标注旋转标记,共旋转四次,每次旋转的角度均为90
°
,以扫查待检测铝合金棒材的全圆周区域;s2、预处理:对铝棒进行切割得到预定长度的铝棒毛坯,对铝棒毛坯预加热,加热温度为450℃-600℃;s3、锻造:将加热后的铝棒毛坯放入凹模,利用凸模向下运动,凸模与凹模精确合模,对铝棒毛坯进行预锻,成型锻,终锻,得到铝合金轮毂;s4、铝合金轮毂进行扩孔,去毛边后,将需要热处理的铝合金轮毂表面的油污及脏物清除,送入回火炉内进行热处理。3.根据权利要求1所述的一种抗疲劳高承载力的铝合金轮毂的锻造工艺,其特征在于:所述s3步骤前,设计模具,通过凸模、凹模合模可构成金属的挤压模腔,挤压模腔结构、尺寸根据轮毂热挤压件图的结构尺寸设计、加工。4.根据权利要求1所述的一种抗疲劳高承载力的铝合金轮毂的锻造工艺,其特征在于:在挤压过程中,要求凸凹模在足够的合模力下精确合模,凸模向下运动时,由导向杆导引,保证与凹模的合模精度。5.根据权利要求1所述的一种抗疲劳高承载力的铝合金轮毂的锻造工艺,其特征在于:利用顶出杆在挤压过程结束后,使凸模升起,设备下缸伸出的顶出杆通过顶出孔作用,把锻压件顶出凹模,产品与模具脱离。6.根据权利要求1所述的一种抗疲劳高承载力的铝合金轮毂的锻造工艺,其特征在于:所述铝液出炉后经过高纯度氮气除气,再转入保温炉以620-730℃进行保温。7.根据权利要求1所述的一种抗疲劳高承载力的铝合金轮毂的锻造工艺,其特征在于:所述热处理工序包括把固熔炉温度设定在545℃,待到固熔炉温度达到545℃后进行保温160分钟,让铝合金内部组织在高温下进行重组,保温时间到达160分钟,在炉门打开15秒内进行淬火,提升铝合金硬度,热处理去应力温度设定在170-180℃,保温时间为8小时;随炉冷却至室温;在失效过程中可以有效的消除因机加工产生的机械残余应力,减小轮毂变形量。
技术总结
本发明提供一种抗疲劳高承载力的铝合金轮毂及其锻造工艺,涉及汽车轮毂技术领域。该抗疲劳高承载力的铝合金轮毂,包括以下质量分数的原料:硅:0.30-0.7%,铁:0.50%,铜:0.10%,锰:0.03%,镁:0.35-0.8%,铬:0.03%,锌:0.10%,余量为6061铝合金和不可避免的杂质;其制造方法包括:铝棒成型,铝棒超声波探伤全检,铝棒切割,铝棒预热,1#预锻,2#成型锻,3#终锻,扩孔,去毛边,热处理工序。通过采用优化的配方作为轮毂的材质,利用铝棒超声波探伤全检,铝棒切割,铝棒预热,1#预锻,2#成型锻,3#终锻,扩孔,去毛边,热处理等工序,实现铝合金轮毂具备质量轻,节省燃油等优点,散热性好、抗疲劳、撞击强度更高,能适应各种复杂的驾驶环境,便于回收。便于回收。便于回收。
技术研发人员:冯长浩
受保护的技术使用者:河北唐兴合金科技有限公司
技术研发日:2021.12.10
技术公布日:2022/3/18
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。