技术特征:
1.一种1000mpa冷轧超强钢拉伸标样的制作方法,其特征在于,包括步骤:(1)制得中间钢板,其中所述中间钢板的化学元素质量百分含量为:c:0.05~0.13%,si:0.15~0.5%,mn:1.2~1.6%,al:0.015~0.05%,b:0.002~0.005%,ti:0.03~0.06%,nb:0.01~0.04%;余量为fe及其他不可避免的杂质;(2)切除中间钢板性能不稳定的边部,保留性能稳定的中间部分;(3)对所述中间部分进行塑性应变处理;(4)将中间部分切割成拉伸标样毛坯以及在100-220℃的时效温度下保温一段时间,然后空冷,得到拉伸标样。2.如权利要求1所述的1000mpa冷轧超强钢拉伸标样的制作方法,其特征在于,所述中间钢板的化学元素质量百分含量为:c:0.08~0.1%,si:0.2~0.3%,mn:1.2~1.4%,al:0.03~0.04%,b:0.002~0.005%,ti:0.035~0.05%,nb:0.01~0.03%;余量为fe及其他不可避免的杂质。3.如权利要求1所述的1000mpa冷轧超强钢拉伸标样的制作方法,其特征在于,在步骤(2)中,所述中间部分的热轧曲线波动小于边部的热轧曲线波动。4.如权利要求1所述的1000mpa冷轧超强钢拉伸标样的制作方法,其特征在于,在步骤(4)中,拉伸标样毛坯的长度方向与中间钢板的轧制方向一致。5.如权利要求1所述的1000mpa冷轧超强钢拉伸标样的制作方法,其特征在于,在步骤(4)中,保温时间为28min~24h。6.如权利要求1-5中任意一项所述的1000mpa冷轧超强钢拉伸标样的制作方法,其特征在于,在步骤(3)中,对所述中间部分进行0.1-0.3%的塑性应变处理。7.如权利要求6所述的1000mpa冷轧超强钢拉伸标样的制作方法,其特征在于,所述塑性应变处理为平整处理,控制平整率为0.1-0.3%。8.如权利要求6所述的1000mpa冷轧超强钢拉伸标样的制作方法,其特征在于,所述塑性应变处理为预拉伸处理,控制拉伸预应变量为0.1-0.3%。9.一种1000mpa冷轧超强钢拉伸标样,其采用如权利要求1-8中任意一项所述的制作方法制得。
技术总结
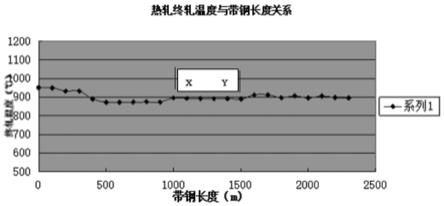
本发明公开了一种1000MPa冷轧超强钢拉伸标样的制作方法,其包括步骤:(1)制得中间钢板,其中所述中间钢板的化学元素质量百分含量为:C:0.05~0.13%,Si:0.15~0.5%,Mn:1.2~1.6%,Al:0.015~0.05%,B:0.002~0.005%,Ti:0.03~0.06%,Nb:0.01~0.04%;余量为Fe及其他不可避免的杂质;(2)切除中间钢板性能不稳定的边部,保留性能稳定的中间部分;(3)对所述中间部分进行塑性应变处理;(4)将中间部分切割成拉伸标样毛坯,在100-220℃的时效温度下保温一段时间,然后空冷,得到拉伸标样。此外本发明还公开了一种1000MPa冷轧超强钢拉伸标样,其采用上述的制作方法制得。其采用上述的制作方法制得。其采用上述的制作方法制得。
技术研发人员:张顺才
受保护的技术使用者:宝山钢铁股份有限公司
技术研发日:2020.09.18
技术公布日:2022/3/18
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。