1.本发明属于机械技术领域,具体涉及一种提升阀门密封面研磨效率的装置及方法。
背景技术:
2.核电站的工艺系统安装了大量阀门设备,阀门密封面的密封性能直接影响着设备功能能否实现,从而关系着核电机组的安全运行。为确保各部件密封面的密封性能,需要定期开展密封面的研磨工作。密封面研磨效果直接影响着设备密封功能,研磨效率直接关系着大修工期、及人员所承受的辐射剂量等。密封面研磨效果和效率对操作者的技能要求极高。核电厂阀门密封面研磨后,一般通过蓝油试验、平晶干涉法等方法或工具检查研磨效果。但蓝油试验只能定性判断密封面接触情况;使用平晶干涉法能够检测密封面的平面度和研磨精度,但无法建立平面度、研磨精度与密封压力之间的联系。以上两种方法均无法判断密封面精度与设备正常运行期间所承受的密封压力是否匹配。密封面研磨精度越高越能够确保密封效果,但高精度密封面需要的研磨时间也会更长,在辐射环境所承受的辐射剂量也更大,不利于节约大修时间及降低人员剂量。对于百万千瓦级核电机组来说,每延长一个小时的维修时间,会造成数十万元的损失。过度提升密封面的研磨精度不利于降低维修成本。
3.密封面的密封效果与密封压力、密封比压和表面精度有关。在表面精度相同的情况下,驱动型阀门密封效果比自动型阀门好;对于自动型阀门来说,高压密封效果要比低压密封效果好。
4.目前行业普遍依靠人员的经验来判断密封效果和密封面精度是否相符,尚未形成标准的技术参考文件。依靠人员经验判断维修效果,会造成密封效果不佳,维修成本浪费。
5.因此有必要设计一种改进的提升阀门密封面研磨效率的装置及方法,以解决上述问题。
技术实现要素:
6.本发明的目的是设计一种提升阀门密封面研磨效率的装置及方法,明确密封面精度、密封压力和密封比压之间的对应关系,从而提升阀门等密封面研磨效率。
7.为达到上述目的,本发明所采取的技术方案为:
8.一种提升阀门密封面研磨效率的装置,包括凸面法兰、凸面盲板及连接螺栓,连接螺栓将凸面法兰和凸面盲板相对连接。
9.凸面法兰的底部四周对称设置有四个螺纹孔,相邻两个螺纹孔相距90度,用来连接打压设备;凸面法兰另一侧设置成环形结构,用来模拟环状密封面。
10.凸面盲板具有凸起部分,用来模拟平面密封。
11.凸面盲板的底部对称设置有四个螺纹孔,相邻两个螺纹孔相距90度。
12.凸面法兰的凸起部分的外径和凸面盲板的凸起部分的外径一致。
13.凸面法兰的凸起部分和凸面盲板的凸起部分相对放置,连接螺栓同时穿过凸面法兰和凸面盲板的螺纹孔,从而使凸面法兰和凸面盲板连接起来,形成上下两个密封面。
14.所述提升阀门密封面研磨效率的装置还设置有手压泵、刀口尺、表面粗糙度检测仪。
15.手压泵与凸面法兰的螺纹孔连接,用于测量压力。
16.一种使用上述提升阀门密封面研磨效率的装置的提升阀门密封面研磨效率的方法,包括以下步骤:
17.1)分别使用粗糙度为80μ、60μ、30μ、15μ、9μ的研磨砂纸对阀门密封面进行研磨,使用表面粗糙度检测仪分别测量研磨后表面粗糙度ra值;
18.2)将刀口尺放在密封面上,使用刀口尺检查密封面,确保密封面平面度满足不透光要求;
19.3)分别在紧固力矩为20n.m和40n.m的条件下紧固连接螺栓,连接凸面法兰和凸面盲板;
20.4)将手压泵与凸面法兰的螺纹孔连接起来,使用手压泵缓慢打压,分别测试150lb、300lb、600lb压力等级下的泄漏率;
21.5)记录试验结果形成研磨砂纸、表面精度、研磨时间以及研磨深度之间的标准对照表,如表1所示;
22.表1:研磨砂纸、表面精度、研磨时间、研磨深度标准对照表
[0023][0024]
表2:试验数据表
[0025][0026]
表3:基础数据表
[0027][0028]
6)根据设备的设计压力确定密封面需达到的粗糙度,研磨过程中使用表面粗糙度检测仪检测粗糙度,与标准对照表相匹配后结束研磨工作。这样既能确保密封性能满足要求,又能够提升维修效率。
[0029]
进一步地,所述步骤3)中使用扳手控制紧固力矩。
[0030]
本发明所取得的有益效果为:
[0031]
设备维修时,根据设备类型、工作压力和标准对照文件确定密封面能够满足密封要求的表面粗糙度。研磨过程中,可以使用表面粗糙度检测仪等工具测量密封面表面粗糙度,根据测量结果确定是否需要继续研磨,直到表面粗糙度满足要求。这样既可以确保设备的密封性能,也可以提升研磨效率。
附图说明
[0032]
图1为凸面法兰的俯视图;
[0033]
图2为凸面法兰的侧视图;
[0034]
图3为凸面盲板的俯视图;
[0035]
图4为凸面盲板的侧视图;
[0036]
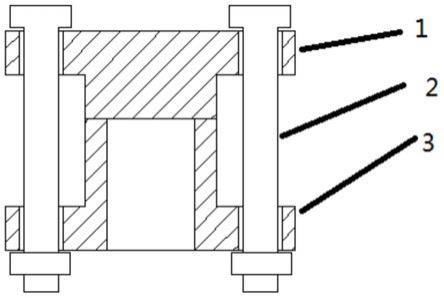
图5为提升阀门密封面研磨效率的装置结构示意图。
[0037]
图中:1为凸面盲板;2为连接螺栓;3为凸面法兰。
具体实施方式
[0038]
下面结合附图和具体实施例对本发明进行详细说明。
[0039]
如图1-图5所示,本发明提供了一种提升阀门密封面研磨效率的装置及方法,用于研究密封面密封精度、密封压力和密封比压之间的对应关系,为提升阀门密封面研磨效率提供依据。
[0040]
一种提升阀门密封面研磨效率的装置,包括凸面法兰、凸面盲板及连接螺栓,连接螺栓将凸面法兰和凸面盲板相对连接。
[0041]
凸面法兰的底部四周对称设置有四个螺纹孔,相邻两个螺纹孔相距90度,用来连接打压设备;凸面法兰另一侧设置成环形结构,用来模拟环状密封面。
[0042]
凸面盲板的凸起部分用来模拟平面密封。
[0043]
凸面盲板的底部对称设置有四个螺纹孔,相邻两个螺纹孔相距90度。
[0044]
凸面法兰的凸起部分的外径和凸面盲板的凸起部分的外径一致。
[0045]
凸面法兰的凸起部分和凸面盲板的凸起部分相对放置,连接螺栓同时穿过凸面法兰和凸面盲板的螺纹孔,从而使凸面法兰和凸面盲板连接起来,形成上下两个密封面。
[0046]
所述提升阀门密封面研磨效率的装置还设置有手压泵、刀口尺、表面粗糙度检测仪。
[0047]
手压泵与凸面法兰的螺纹孔连接,用于测量压力。
[0048]
使用不同粗糙度的研磨砂纸对提升阀门密封面研磨效率的装置的上下两个密封面进行研磨,得到不同的表面精度。使用不同的紧固力矩紧固连接螺栓,得到不同的密封比压;使用手压泵测量不同表面精度对应的密封比压下的泄漏率,根据试验数据整理成标准对照文件。
[0049]
一种使用上述提升阀门密封面研磨效率的装置的提升阀门密封面研磨效率的方法,包括以下步骤:
[0050]
1)分别使用粗糙度为80μ、60μ、30μ、15μ、9μ的研磨砂纸对阀门密封面进行研磨,使用表面粗糙度检测仪分别测量研磨后表面粗糙度ra值;
[0051]
2)将刀口尺放在密封面上,使用刀口尺检查密封面,确保密封面平面度满足不透光要求;
[0052]
3)分别在紧固力矩为20n.m和40n.m的条件下紧固连接螺栓,连接凸面法兰和凸面盲板;
[0053]
4)将手压泵与凸面法兰的螺纹孔连接起来,使用手压泵缓慢打压,分别测试150lb、300lb、600lb压力等级下的泄漏率;
[0054]
5)记录试验结果形成研磨砂纸、表面精度、研磨时间以及研磨深度之间的标准对照表,如表1所示;
[0055]
表1:研磨砂纸、表面精度、研磨时间、研磨深度标准对照表
[0056][0057]
表2:试验数据表
[0058][0059][0060]
表3:基础数据表
[0061][0062]
6)根据设备的设计压力确定密封面需达到的粗糙度,研磨过程中使用表面粗糙度检测仪检测粗糙度,与标准对照表相匹配后结束研磨工作。这样既能确保密封性能满足要求,又能够提升维修效率。
[0063]
进一步地,所述步骤3)中使用扳手控制紧固力矩。
[0064]
本发明所取得的有益效果为:
[0065]
设备维修时,根据设备类型、工作压力和标准对照文件确定密封面能够满足密封要求的表面粗糙度。研磨过程中,可以使用表面粗糙度检测仪等工具测量密封面表面粗糙度,根据测量结果确定是否需要继续研磨,直到表面粗糙度满足要求。这样既可以确保设备的密封性能,也可以提升研磨效率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。