1.本发明涉及一种黄铜(cu-zn合金)中含有sn、ni、fe、p的铜合金板、在该铜合金板实施镀敷而成的带镀膜的铜合金板及它们的制造方法。本技术主张基于2019年8月6日申请的日本技术专利2019-144181号的优先权,并将其内容援用于此。
背景技术:
2.作为半导体装置的连接器等端子,或电磁继电器的可动导电片等的电子电气用的导电部件,已使用铜或铜合金,其中,从强度、加工性、成本的平衡等的观点考虑,黄铜(cu-zn合金)自以往已广泛使用。并且在连接器等端子的情况下,主要为了提高与对方侧的导电部件的接触可靠性,在由cu-zn合金构成的基材(裸板)的表面实施镀锡(sn)的情况较多,也考虑再循环性等,在基材的cu-zn合金本身使用添加有sn的cu-zn-sn系合金的情况也增加。
3.然而,这些cu-zn-sn系合金有耐应力缓和特性低的问题,为了提高该耐应力缓和特性,以往已显示有例如如专利文献1~5所记载的策略。
4.在专利文献1中记载有通过cu-zn-sn系合金中含有ni而生成ni-p系化合物,能够提高耐应力缓和特性。
5.在专利文献2中记载有通过在cu-zn-sn系合金中将ni、fe与p一起添加而生成化合物,可提高强度、弹性、耐热性。在该专利文献2中虽无耐应力缓和特性的直接记载,但认为上述的强度、弹性、耐热性的提高意味着耐应力缓和特性的提高。
6.在专利文献3中记载有通过在cu-zn-sn系合金中添加ni,并且将ni/sn比调整在特定的范围内,可提高耐应力缓和特性。并且记载有添加微量fe也能够有效提高耐应力缓和特性。
7.专利文献4中记载有虽将引线框作为对象,但在cu-zn-sn系合金中将ni、fe与p一起添加,同时将(ni fe)/p的原子比调整至0.2~3的范围内,生成fe-p系化合物、ni-p系化合物或fe-ni-p系化合物,由此能够提高耐应力缓和特性。
8.通过这些专利文献1~4的技术方案,虽可以在某种程度提高耐应力缓和特性但很难说是充分的,期望进一步的提高。该状况中,如专利文献5所记载,发现通过平衡良好地调整fe、ni、p的合计量与(ni fe)/p、fe/ni比、进而调整sn/(ni fe),可进一步提高耐应力缓和特性。
9.如上述,对于由黄铜(cu-zn合金)中含有sn、ni、fe、p的铜合金构成的电子电气机器导电部件用铜合金,尤其如连接器那种具有轧制成薄板(条)并实施弯曲加工的弯曲部分,且以在该弯曲部分附近与对方侧导电部件接触并通过弯曲部分的弹性来维持与对方侧导电部件的接触状态的方式使用的部件中,可具有优异的耐应力缓和特性。
10.专利文献1:日本特开平5-33087号公报
11.专利文献2:日本特开2006-283060号公报
12.专利文献3:日本专利第3953357号公报
13.专利文献4:日本专利第3717321号公报
14.专利文献5:日本专利第5303678号公报
15.然而,含有zn的铜合金通过已添加的zn,具有优异的机械性强度与良好的导电性的平衡。另一方面,焊料润湿性恶化,电连接可靠性有可能变差。尤其在电子电气机器导电部件中,为了进一步提高电连接可靠性,对母材实施sn镀敷后,虽多数进行加热熔融处理(回流焊处理),但在含有zn的铜合金中,进行该处理时,sn镀敷表面的焊料润湿性显著降低,并且有可能降低镀膜的密接性。
技术实现要素:
16.本发明是鉴于这种情况而完成的,其目的在于在含有zn的铜合金板中,提高焊料润湿性及镀膜的密接性。
17.鉴于这种情况,本发明人等经努力研究的结果,发现焊料润湿性降低的原因是存在于母材表面的zn发生氧化,尤其是对母材实施sn镀敷后,进行加热熔融处理时,通过加热,母材中的zn扩散到达镀膜表面,使得焊料润湿性显著降低。在该情况下,通过铜合金的母材中的cu与sn进行合金化,由于形成sn-cu合金层,因此zn进入该sn-cu合金层,zn容易扩散至其上的sn层表面(镀膜表面)。
18.由于zn为活性元素,镀敷前的铜合金板表面的zn立即成为氧化锌。在表面镀敷较多的zn的铜合金板时,由于存在于母材表面的氧化锌与镀膜中的金属无法形成金属键,因此镀膜的密接性变差,容易产生因加热等导致的剥离。
19.在这样的见解下,本发明通过适当控制铜合金板的表层部的zn浓度,抑制表面的氧化,并且即使形成镀膜的情况,也降低镀膜中的zn浓度,实现焊料润湿性的提高及密接性的提高。
20.关于本发明的铜合金板,在板厚方向的中心部含有超过2.0%(质量%、以下相同)且32.5%以下的zn、0.1%以上且0.9%以下的sn、0.05%以上且小于1.0%的ni、0.001%以上且小于0.1%的fe、0.005%以上且0.1%以下的p,且剩余部分由cu及不可避免的杂质构成,在所述铜合金板的表面处的表面zn浓度为所述中心部的中心zn浓度的60%以下,所述铜合金板具有从所述表面到zn浓度成为所述中心zn浓度的90%为止的深度的表层部,该表层部中,从所述表面朝向所述中心部,以10质量%/μm以上且1000质量%/μm以下的浓度梯度增加所述zn浓度。
21.该铜合金板的表面zn浓度为中心zn浓度的60%以下,表面zn浓度低,因此在表面难以产生氧化锌。因此,电连接可靠性优异,可直接作为接点利用,并且在表面形成镀膜时,能够防止镀膜的剥离。并且,即使形成镀膜后进行加热处理的情况,也能够抑制zn在镀膜中扩散。因此,即使在镀膜表面,焊料润湿性也优异。
22.从防止铜合金板表面的氧化及抑制zn向镀膜的扩散的观点考虑,表面zn浓度优选为中心zn浓度的60%以下。并且,在表层部由于zn浓度急剧变化,因此表层部变薄,维持铜合金的优异的力学特性。
23.在表层部,自表面的zn的浓度梯度小于10质量%/μm时,抑制上述的zn扩散的特性饱和,另一方面,在达到相当的深度之前,无法达到所期望的zn浓度,损害作为含有zn的铜合金板的特性。另一方面,zn的浓度梯度超过1000质量%/μm时,zn浓度低的表层部变过薄,抑制zn扩散的效果变差。
24.铜合金板的一个实施方式是所述表层部的厚度为0μm以上且1μm以下。表层部的厚度超过1μm时,在整体板厚中,zn浓度少的范围所占有的比例变多,有可能损害作为含有zn的铜合金的力学特性。在板厚较薄的情况下,该特性变差尤其变得显著。
25.本发明的带镀膜的铜合金板具备所述铜合金板、与形成在所述铜合金板的所述表层部上的镀膜。
26.该带镀膜的铜合金板由于铜合金板的表面zn浓度低,且铜合金板表面中氧化锌少,因此镀膜的密接性优异。并且,也能够降低从铜合金板扩散至镀膜中的zn,焊料润湿性优异。
27.带镀膜的铜合金板的一个实施方式为,所述镀膜中的zn的平均浓度为所述中心zn浓度的10%以下。
28.镀膜中的zn的平均浓度超过铜合金板的中心zn浓度的10%时,zn表面扩散给接触电阻带来的影响增大。
29.带镀膜的铜合金板的另一个实施方式为,所述镀膜由选自锡、铜、锌、镍、金、银、钯及它们的各合金中的一种以上的层构成。通过使镀膜为这些金属或合金,能够适合用作连接器端子。
30.本发明的铜合金板的制造方法具有:zn浓化处理,使zn扩散至表面而形成浓化zn的表面部;及表面部去除处理,去除所述表面部而形成表层部。
31.在该制造方法中,首先将含有zn的铜合金中的zn扩散至表面部并使其浓化后,去除该经浓化的表面部。去除表面部后所形成的表层部由于zn浓度低,且产生的氧化膜也少,因此焊料润湿性优异。
32.本发明的带镀膜的铜合金板的制造方法中,以电流密度0.1a/dm2以上且60a/dm2以下的电镀处理将所述镀膜形成在所述铜合金板上。电镀时的电流密度小于0.1a/dm2时,成膜速度迟缓,并不经济。电流密度超过60a/dm2时,超过扩散极限电流密度,无法形成无缺陷的被膜。
33.例如进行电解镀锡处理作为所述电镀处理时,为了提高对晶须性(対
ウイスカ
性),可实施回流焊处理。即,带镀膜的铜合金板的制造方法的一个实施方式为,所述镀膜包含锡,在所述电镀之后,以加热峰值温度为230℃以上且330℃以下,优选为300℃以下、在所述加热峰值温度下的加热时间为0.5秒以上且30秒以下,优选为1秒以上且20秒以下的条件进行回流焊处理。
34.处理时的峰值加热温度小于230℃或者加热时间小于0.5秒时,锡并不熔融。加热温度超过330℃,或者加热时间超过30秒时,由于过度加热而zn向镀膜表面进行扩散,从而降低焊料润湿性。
35.根据本发明,可抑制表面的氧化,并且提高电连接可靠性及铜合金板表面的焊料润湿性,即使在形成镀膜的情况下,也降低镀膜中的zn浓度,能够实现镀膜表面的焊料润湿性的提高、及镀膜与铜合金板的密接性的提高。
附图说明
36.图1是示意性表示本发明的带镀膜的铜合金板的一实施方式的剖面图。
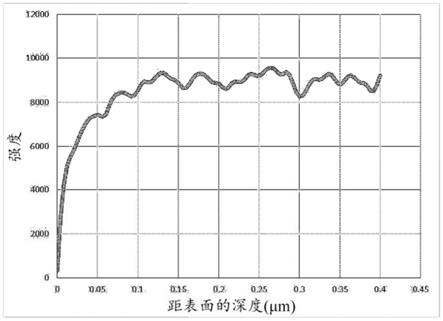
37.图2是用xps测定铜合金板的深度方向的zn成分的分析图。
具体实施方式
38.对于本发明的实施方式进行说明。
39.该实施方式的带镀膜的铜合金板1如图1所示,在含有zn及sn、ni、p、fe的铜合金板10的表面10a,形成有依次层叠cu层21、sn-cu合金层22及sn层23而成的镀膜20。
40.[铜合金板]
[0041]
铜合金板10在板厚方向的中心部以质量%(以下的元素含有率也相同)计包含超过2.0%且32.5%以下的zn、0.1%以上且0.9%以下的sn、0.05%以上且小于1.0%的ni、0.001%以上且小于0.1%的fe、0.005%以上且0.1%以下的p,且剩余部分由cu及不可避免的杂质构成。
[0042]
(zn)
[0043]
zn(锌)是在本发明中作为对象的铜合金(黄铜)的基本的合金元素,是对铜合金板10的强度及弹性的提高有效的元素。并且由于zn比cu更便宜,因此对铜合金板10的材料成本的降低也有效果。zn浓度为2.0%以下时,无法充分得到材料成本的降低效果。并且,强度及弹性的提高效果并不充分。另一方面,若zn浓度超过32.5%,导致降低耐应力缓和特性,即使添加fe、ni、p,也难以确保充分的耐应力缓和特性,此外,耐腐蚀性降低,并且由于产生大量β相,导致冷轧性及弯曲加工性也降低。因此,zn浓度设在超过2.0%且32.5%以下的范围内。另外,zn浓度在上述的范围内,优选为4.0%以上且32.5%以下的范围内,更优选为8.0%以上且32.0%以下的范围内,尤其优选为8.0%以上且27.0%以下的范围内。
[0044]
在该情况下,关于zn浓度,在板厚中心部的zn浓度(中心zn浓度)虽为上述的超过2.0%且32.5%以下,但表面10a的zn浓度(表面zn浓度)设为中心zn浓度的60%以下(0%以上)。并且,zn浓度从表面朝向板厚的中心,产生10质量%/μm以上且1000质量%/μm以下的浓度梯度。
[0045]
该铜合金板10中,由于表面zn浓度为中心zn浓度的60%以下,因此在表面10a难以产生氧化锌,并且,即使在之后实施镀敷并进行加热处理的情况,也能够抑制zn在镀膜20中扩散。因此,焊料润湿性优异,并且能够防止镀膜20的剥离。
[0046]
从防止表面10a的氧化及抑制zn向镀膜20的扩散的观点考虑,表面10a不含有zn即可(表面zn浓度为中心zn浓度的0%)。然而,若表面zn浓度为中心zn浓度的60%以下,则即使在表面也赋予某种程度作为含有zn的铜合金的特性,因此优选。表面zn浓度相对于中心zn浓度更优选为40%以下,进一步优选为30%以下。
[0047]
从该表面10a在板厚方向所产生的zn的浓度梯度小于10质量%/μm时,在达到相当的深度之前,无法达到所期望的zn浓度,损害作为含有zn的铜合金板的特性。另一方面,zn的浓度梯度超过1000质量%/μm时,由于其浓度梯度所产生的部分(后述的表面部)变得过薄,因此抑制zn扩散的效果变差。该zn的浓度梯度优选为20质量%/μm以上且500质量%/μm以下,更优选为50质量%/μm以上且200质量%/μm以下。
[0048]
另外,在该浓度梯度所产生的部分,将从zn浓度成为中心zn浓度的90%的深度位置至表面10a为止的范围设为表层部11。该表层部11的厚度为0μm以上且1μm以下,优选为0.3μm以下,更优选为0.2μm以下。对该表层部11,将比表层部11更靠内侧的部分设为母材内部12。
[0049]
图2是表示将铜合金板10在板厚方向进行薄膜化所得的试样通过x射线光分子光
谱仪(xps)、在深度方向分析zn成分的结果的图表,横轴为距表面10a的深度,纵轴为xps的光谱强度。在母材板厚方向中心部所测定的zn浓度已稳定,将其最大值与最小值的算术平均设为“中心zn浓度”,将从表面10a朝向板厚方向的中心部变化的zn浓度最初到达中心zn浓度的90%的位置为止的(距表面10a的)深度设为“表层部厚度”。
[0050]
(sn、ni、fe、p)
[0051]
添加sn(锡)对铜合金板10的强度提高是有效的,并且将实施sn镀敷而使用的电子电气机器材料的母材作为黄铜合金,添加sn有利于对带sn镀敷的黄铜材料的再循环性的提高。进而,通过本发明人等的研究发现,若sn与ni及fe共存,则也有助于铜合金板10的耐应力缓和特性的提高。sn小于0.1%时,无法充分得到这些效果,另一方面,若sn超过0.9%,可能导致热加工性及冷轧性降低,在热轧或冷轧中产生破裂,并且导电率也会降低。
[0052]
因此,sn的添加量设在0.1%以上且0.9%以下的范围内。另外,sn浓度在上述的范围内,尤其优选在0.2%以上且0.8%以下的范围内。
[0053]
ni(镍)与fe、p在本发明中均为特征添加元素,通过对cu-zn-sn合金添加适量的ni,使ni与fe、p共存,能够将[ni、fe]-p系析出物从母相(α相主体)析出。并且,通过使ni与fe、co、p共存,能够将[ni、fe、co]-p系析出物从母相(α相主体)析出。
[0054]
通过存在这些[ni、fe]-p系析出物或[ni、fe、co]-p系析出物,并通过再结晶时钉扎晶界的效果,能够缩小作为母相的铜的平均结晶粒径。其结果可增加铜合金板10的强度。并且通过如此缩小平均结晶粒径,也能够提高弯曲加工性或耐应力腐蚀易裂性。进而,通过这些析出物的存在,能够大幅提高耐应力缓和特性。此外,通过使ni与sn、fe、co(钴)、p共存,不仅提高基于析出物的耐应力缓和特性,对基于固溶强化的强度提高也有效果。在此,ni的添加量小于0.05%时,无法充分提高耐应力缓和特性。另一方面,若ni的添加量为1.0%以上,固溶在母相的ni变多而导电率降低,并且因昂贵的ni原材料的使用量增大而导致成本上升。
[0055]
因此,ni的添加量设在0.05%以上且小于1.0%的范围内。另外,ni的添加量在上述的范围内,尤其优选设在0.05%以上且小于0.8%的范围内。
[0056]
fe(铁)为本发明的特征添加元素,通过对cu-zn-sn合金添加适量的fe,使fe与ni、p共存,能够使[ni、fe]-p系析出物从母相(α相主体)析出。并且,通过使fe与ni、co、p共存,能够使[ni、fe、co]-p系析出物从母相(α相主体)析出。
[0057]
通过存在这些[ni、fe]-p系析出物或[ni、fe、co]-p系析出物,并通过再结晶时钉扎晶界的效果,能够缩小铜的平均结晶粒径,其结果能够增加铜合金板10的强度。并且通过如此缩小平均结晶粒径,也能够提高弯曲加工性或耐应力腐蚀易裂性。进而,通过这些析出物的存在,能够大幅提高耐应力缓和特性。在此,fe的添加量小于0.001%时,并无法充分得到钉扎晶界的效果,因此,得不到充分的强度。另一方面,即使fe的添加量设为0.10%以上,观察不到强度的进一步提高,固溶在母相的fe变多而导电率降低,并且也导致冷轧性降低。
[0058]
因此,fe的添加量设在0.001%以上且小于0.10%的范围内。另外,fe的添加量在上述的范围内,尤其优选设在0.002%以上且0.08%以下的范围内。
[0059]
p(磷)与fe、ni、进而与co的结合性高,若与fe、ni一起含有适量的p,则能够析出[ni、fe]-p系析出物。并且,若与fe、ni、co一起含有适量的p,则能够析出[ni、fe、co]-p系析出物。
[0060]
通过这些析出物的存在,能够提高铜合金板10的耐应力缓和特性。在此,p的含量小于0.005%时,难以充分析出[ni、fe]-p系析出物或[ni、fe、co]-p系析出物,不能充分提高耐应力缓和特性。另一方面,若p的含量超过0.10%,则p向母相的固溶量变多,而导电率降低,并且轧制性降低,导致容易产生冷轧破裂。
[0061]
因此,p的含量设在0.005%以上且0.10%以下的范围内。另外,p的含量在上述的范围内,尤其优选在0.01%以上且0.08%以下的范围内。
[0062]
另外,p是从铜合金的熔解原料不可避免地混入得较多的元素,因此,为了将p的含量如上述规定,优选为适当选定熔解原料。
[0063]
以上的各元素的剩余部分基本上设为cu(铜)及不可避免的杂质即可。在此,作为不可避免的杂质,虽可列举mg、al、mn、si、(co)、cr、ag、ca、sr、ba、sc、y、hf、v、nb、ta、mo、w、re、ru、os、se、te、rh、ir、pd、pt、au、cd、ga、in、li、ge、as、sb、ti、tl、pb、bi、s、o、c、be、n、h、hg、b、zr、稀土类等,但这些不可避免的杂质的总量优选为0.3质量%以下。
[0064]
另外,其中,对于co可有目的地含有0.001%以上且小于0.10%。若将co在该范围与ni、fe、p一起添加,则生成[ni、fe,co]-p系析出物,可更一层提高铜合金板10的耐应力缓和特性。在此,co添加量小于0.001%时,得不到通过co添加的耐应力缓和特性的更进一步的提高效果,另一方面,若co添加量设为0.10%以上,则固溶co变多降低导电率,并且因昂贵的co原材料的使用量的增大导致成本上升。
[0065]
因此,添加co时的co的添加量设在0.001%以上且小于0.10%的范围内。另外,co的添加量在上述的范围内,尤其优选设在0.002%以上且0.08%以下的范围内。另外,并且,即使在未积极添加co的情况,作为杂质,当然也有含有小于0.001%的co的情况。
[0066]
[镀膜]
[0067]
关于镀膜20,从铜合金板10的表面10a至镀膜20的表面20a,依次由厚度为0μm~1μm的cu层21、厚度为0.1μm~1.5μm的sn-cu合金层22、厚度为0.1μm~3.0μm的sn层23构成。
[0068]
若cu层21的厚度超过1μm,则加热时在镀膜层内部所产生的热应力会变高,有可能发生镀膜20的剥离。也有不存在该cu层21的情况。
[0069]
sn-cu合金层22为硬质,若该厚度小于0.1μm,则作为连接器使用时的插入力的降低效果减弱而导致强度降低。sn-cu合金层22的厚度若超过1.5μm,则加热时镀膜20所产生的热应力变高,有可能发生镀膜20的剥离。
[0070]
sn层23的厚度小于0.1μm时焊料润湿性降低,且厚度超过3.0μm时加热时发生在镀膜20内部的热应力有可能变高。
[0071]
由以上层结构构成的镀膜20中的zn的平均浓度为铜合金板10的中心zn浓度的10%以下(0%以上)。
[0072]
若镀膜20中的zn的平均浓度超过铜合金板10的中心zn浓度的10%,则镀膜中的zn有可能扩散至表面20a而降低焊料润湿性。镀膜20中的zn的平均浓度更优选为铜合金板10的中心zn浓度的5%以下,进一步优选为3%以下。
[0073]
[制造方法]
[0074]
对制造如以上构成的带镀膜的铜合金板1的方法进行说明。
[0075]
该带镀膜的铜合金板1通过以下工序制造,即,制造具有如下的组成的铜合金母材:包含超过2.0%且32.5%以下的zn、0.1%以上且0.9%以下的sn、0.05%以上且小于
1.0%的ni、0.001%以上且小于0.1%的fe、0.005%以上且0.1%以下的p,剩余部分为cu及不可避免的杂质(铜合金用母材制造工序),对所得的铜合金母材实施表面处理(表面处理工序)后,进行镀敷处理(镀敷处理工序),并进行回流焊处理(回流焊处理工序)。
[0076]
(铜合金母材制造工序)
[0077]
对于铜合金母材,将调制混合成上述成分范围的材料通过熔解铸造而制作铜合金铸块,将该铜合金铸块经过依次包含热轧、冷轧、连续退火、精冷轧的工序而制造。在本实施例中,将铜合金母材的板厚设为0.2mm。
[0078]
(表面处理工序)
[0079]
对所得的铜合金母材实施表面处理。该表面处理具有:zn浓化处理,使铜合金母材中的zn扩散至表面部,并进行浓化;及表面部去除处理,去除浓化zn的表面部。
[0080]
作为zn浓化处理,将铜合金母材在氧或臭氧等的氧化性气氛下以规定时间加热至指定温度。此时的加热温度、加热时间只要在100℃以上且在不产生再结晶的时间内实施即可,其中,在考虑了设备限制或经济性等的任意温度实施即可。例如,只要在300℃实施1分钟、在250℃实施2小时、或者在200℃实施5小时等,若为低温则为长时间、若为高温则为短时间即可。
[0081]
对于氧化性气氛的氧化性物质浓度,例如若为臭氧,只要是5~4000ppm即可,优选为10~2000ppm,进一步优选为20~1000ppm即可。不使用臭氧而使用氧时,优选为相对于仅使用臭氧时为2倍以上的气氛浓度。也可将臭氧等氧化性物质与氧气混合使用。另外,在zn浓化处理之前,可实施用以促进zn的扩散的处理,例如通过机械研磨等产生的变形(
ひずみ
)或空孔的导入等。
[0082]
作为表面部去除处理,可通过对实施了zn浓化处理的铜合金母材,适用单独或多种组合化学研磨、电解研磨、机械研磨等来进行。
[0083]
化学研磨能够使用选择性蚀刻等。选择性蚀刻能够使用利用酸性液体或者碱性液体的蚀刻等,所述酸性液体或者碱性液体包含例如非离子性界面活性剂、具有羰基或羧基的杂环式化合物、咪唑化合物、三唑化合物、四唑化合物等能够抑制铜腐蚀的成分。
[0084]
电解研磨能够使用晶界的优先蚀刻等,所述晶界的优先蚀刻为例如利用酸性液体或碱性液体作为电解液,通过对容易偏析于铜的晶界的成分进行电解。
[0085]
机械研磨能够使用喷砂处理、研磨处理、抛光处理、抛光研磨、磨床研磨、砂纸研磨等常用的各种方法。
[0086]
如此,通过对铜合金母材进行zn浓化处理及表面部去除处理,形成铜合金板10。铜合金板10如前所述,表层部11的zn浓度比中心zn浓度低,并且,成为zn浓度从表面10a向板厚方向的中心部以规定的浓度梯度增加的状态。
[0087]
(镀敷处理工序)
[0088]
接着,在该铜合金板10的表面10a为了形成镀膜20而进行镀敷处理。
[0089]
通过对铜合金板10的表面10a进行脱脂、酸洗等处理,去除污垢与自然氧化膜,并清洗表面后,在其上实施cu镀敷处理形成cu镀敷层,接着,对cu镀敷层的表面实施sn镀敷处理而形成sn镀敷层。另外,上述cu镀敷层及sn镀敷层虽期望分别成为纯铜及纯锡的镀敷层,但若为不损害本发明的作用效果的范围,则可作为分别包含其他元素的cu合金镀敷层及sn合金镀敷层。
[0090]
以电流密度0.1a/dm2以上且60a/dm2以下的电镀形成各镀敷层。电镀时的电流密度小于0.1a/dm2时,成膜速度迟缓,并不经济。电流密度超过60a/dm2时,超过扩散极限电流密度,无法形成无缺陷的被膜。
[0091]
将通过cu或cu合金的镀敷处理条件的一例示于表1,将通过sn或sn合金的镀敷处理条件的一例示于表2。
[0092]
[表1]
[0093][0094]
[表2]
[0095][0096]
(回流焊处理工序)
[0097]
接着,对形成这些镀敷层的铜合金板10实施回流焊处理,该回流焊处理是以加热峰值温度230℃以上且330℃以下、且在其加热峰值温度保持0.5秒以上且30秒以下之后,冷却至60℃以下的温度。
[0098]
通过实施该回流焊处理,从铜合金板10的表面10a,形成有依次由厚度为0μm~1μm的cu层21、厚度为0.1μm~1.5μm的sn-cu合金层22、厚度为0.1μm~3.0μm的sn层23所构成的镀膜20。另外,在该回流焊处理中,也有时cu镀敷层的cu的全部与sn镀敷层的sn进行合金化,而无法形成cu层21。
[0099]
通过该回流焊处理,铜合金板10的表面10a的一部分cu有可能扩散至镀膜20,与构成镀膜20进行sn合金化,在该情况下,铜合金板10中含有的zn也有可能与cu一起均扩散至镀膜20中,但由于铜合金板10的表面10a的zn浓度形成得较低,进入到镀膜20中的zn也较小,因此能够有效果地抑制zn的表面扩散。
[0100]
并且,由于铜合金板10的表面zn极少,表面氧化物也少,即使存在少量氧化物,也可通过镀敷处理之前的通常的清洗等容易去除。因此,该带镀膜的铜合金板1的镀膜20与铜合金板10的密接性也优异。
[0101]
进而,由于在镀膜20的表面20a也难以产生氧化锌,因此也成为焊料润湿性优异的镀膜20。
[0102]
另外,在上述实施方式,虽在铜合金板10形成依次由cu层21、sn-cu合金层22、sn层23构成的镀膜20,镀膜并非被限定于此,只要是由选自锡、铜、锌、镍、金、银、钯及它们的合金中的一种以上的层所构成即可。
[0103]
实施例
[0104]
[实施例1]
[0105]
准备包含超过2.0%且32.5%以下的zn、0.1%以上且0.9%以下的sn、0.05%以上且小于1.0%的ni、0.001%以上且小于0.1%的fe、0.005%以上且0.1%以下的p,剩余部分
由cu及不可避免的杂质构成的铜合金的铸块,通过常用方法经过热轧、中间退火、冷轧等,制作板状的铜合金母板。在一部分铸块中进一步含有0.001%以上且小于0.1%的co。
[0106]
接着,对于该铜合金母板,通过在氧化性气氛下、在加热温度200~300℃、加热时间1分钟~5小时的范围内变更各种条件进行加热而实施zn浓化处理后,进行表面部去除处理,由此制作在表层部具有各种zn浓度梯度的铜合金板。
[0107]
表面部去除处理是进行以下的研磨处理的任一种。
[0108]
物理研磨:抛光研磨
[0109]
化学研磨:浸渍于在硫酸与过氧化氢混合水溶液添加聚氧乙烯十二烷基醚的研磨液
[0110]
电解研磨:在磷酸水溶液中使用sus304作为对极来通电
[0111]
作为比较例,也制作未实施zn浓化处理及表面部去除处理的试样(直接是铜合金母板的试样)。
[0112]
而且,测定在这些各铜合金板的表面及板厚方向的各部的zn浓度。
[0113]
对板厚方向的各部的zn浓度,由在x射线光电子能谱法(xps)的深度方向的浓度分布测定。xps的测定条件如下述。
[0114]
(测定条件)
[0115]
预处理:浸渍在丙酮溶剂中,并使用超声波清洗机,进行38khz、5分钟的预处理。
[0116]
使用的装置:ulvac-phi,inc.top制x射线光电子能谱分析仪phi5000versaprobe
[0117]
溅射速率:
[0118]
溅射时间:100分钟
[0119]
另外,由于在上述的xps的深度为sio2换算深度,与通过来自另一剖面方向的tem-edx(能量分散型x光分光法energy dispersive x-ray spectroscopy)所测定的数据进行比较,由此将在xps深度方向浓度分布的sio2换算深度换算成真实深度。
[0120]
铜合金板的中心zn浓度采用zn浓度在稳定状态下的厚度中心部分,利用高频率感应耦合等离子体发射光谱分析法(icp-aes)进行测定。
[0121]
接着,对各铜合金板进行用于去除污垢与自然氧化膜的脱脂、酸洗等的处理后,以表1所示的cu镀敷条件形成cu镀敷层,接着,以表2所示的sn镀敷条件形成sn镀敷层,将形成这些镀敷层的铜合金板进行回流焊处理,制作带镀膜的铜合金板。
[0122]
回流焊处理为:将镀敷层加热至230℃以上且330℃以下的范围内的温度后,再冷却至60℃以下的温度为止。
[0123]
而且,从各带镀膜的铜合金板切出试样,测定镀膜中的zn浓度。
[0124]
对于镀膜的zn浓度的测定与上述的铜合金板的情况同样,由基于xps的自表面的深度方向的浓度分布求出。
[0125]
并且,对于各铜合金板的裸材料(未形成镀膜的铜合金板)及带镀膜的铜合金板的各试样,测定表面的焊料润湿性,并且测定对于裸材料(铜合金板)的表面硬度,及镀膜对带镀膜的铜合金板的密接性。
[0126]
<焊料润湿性>
[0127]
关于焊料润湿性,按照jis-c60068-2-54的焊接试验方法(平衡法),使用rhesca co.,ltd.5200tn焊料检查器,通过脱脂去除污垢后,在下述的助焊剂涂布、焊接的条件,评
价各试样与无铅焊料的润湿性。
[0128]
(助焊剂涂布)
[0129]
助焊剂:25%松香-乙醇
[0130]
助焊剂温度:室温
[0131]
助焊剂深度:8mm
[0132]
助焊剂浸渍时间:5秒
[0133]
垂切方法:将边缘与滤纸碰触5秒而去除助焊剂,并固定于装置保持30秒
[0134]
(焊接)
[0135]
焊料组成:senju metal industry co.,ltd.制sn-3.0%ag-0.5%cu
[0136]
焊料温度:240℃
[0137]
焊料浸渍速度:10
±
2.5mm/秒
[0138]
焊料浸渍深度:2mm
[0139]
焊料浸渍时间:10秒
[0140]
通过所得的荷重/时间曲线,将从浸渍开始至基于表面张力的浮力成为零(即焊料与试样的接触角为90
°
)为止的时间设为零交叉时间(秒)。焊料润湿性是将零交叉时间小于2秒设为a(良),2秒以上且小于4秒设为b(合格),4秒以上且设为c(不合格)。
[0141]
<密接性>
[0142]
密接性是对在120℃、加热1000小时的试样,以横切试验评价。以切刀对试样作出切口,制作100个1mm见方的方格后,通过指压将透明胶带(nichiban corporation制#405)压在方格,剥离该透明纸胶带后,将未发生镀膜的剥离的情况设为a,将经剥离的方格为3个以下的情况设为b,将方格剥离4个以上的情况设为c。
[0143]
<表面硬度>
[0144]
表面硬度是将未形成镀膜的裸材料(铜合金板)作为测定对象。使用维氏硬度计,测定在荷重1gf与10gf的硬度,将以荷重1gf计测的硬度为以荷重10gf计测的硬度的80%以上且设为a(良),将70%以上且小于80%设为b(合格),将小于70%设为c(不合格)。
[0145]
在表3a、3b及表4a、4b、4c示出各裸材料(铜合金板)的试样的评价结果,在表5a、5b及表6a、6b、6c示出各带镀膜的铜合金板的试样的评价结果。
[0146]
在任一表中,“中心zn浓度”为在板厚中心部的zn浓度,“中心sn、ni、fe、p、co浓度”为在板厚中心部的sn、ni、fe、p、co的浓度,“表面zn浓度”为在进行表面部去除处理的阶段的铜合金板表面的zn浓度,单位为质量%。“对中心浓度比”是表面zn浓度相对于中心zn浓度的比率,且单位为%。“表层部厚度”是zn浓度从铜合金板的表面首次到达中心zn浓度的90%为止的深度,且单位为μm,“浓度梯度”为表层部中的zn浓度的梯度,且单位为质量%/μm。
[0147]
该表层部厚度及浓度梯度由通过xps的zn成分的深度方向浓度分布算出。图2为其分布的一例,是涉及表4的中心zn浓度为10质量%,浓度梯度为130质量%/μm的样品。包含该例,在表3及表4的各试样中,制作各种的表面zn浓度的铜合金板。并且,在表5及表6的各试样中,在表3及表4的各铜合金板形成镀膜。
[0148]
浓度梯度表示连接分布中的表面的浓度、与首次达到板厚中心部浓度的90%的点的直线的梯度。即,在深度方向浓度分布中,从铜合金板的表面,首次达到板厚中心部浓度
的90%的点为止的zn浓度变化,即使有局部性变动,也大致上视为一定梯度的直线时,将其分布的梯度设为浓度梯度。
[0149]
各表总结每个中心zn浓度,关于中心zn浓度,表3a为2.1质量%,表3b为10质量%,表4a为20质量%,表4b为32.5质量%,表4c为20质量%,表5a为2.1质量%,表5b为10质量%,表6a为20质量%,表6b为32.5质量%,表6c为2.1质量%。
[0150]
另外,在表5a、5b及表6a、6b、6c中,cu镀敷层的厚度的单位为μm,cu镀敷层的厚度为“0”,是未实施cu镀敷,且仅进行sn镀敷处理的例。sn镀敷层的厚度设为1μm。
[0151]
[表3a]
[0152][0153]
[表3b]
[0154][0155]
[表4a]
[0156][0157]
[表4b]
[0158][0159]
[表4c]
[0160][0161]
[表5a]
[0162][0163]
[表5b]
[0164][0165]
[表6a]
[0166][0167]
[表6b]
[0168][0169]
[表6c]
[0170][0171]
如该表3及表4所示,对于铜合金板,未实施zn浓化处理及表面部去除处理(浓度梯度成为“∞(未处理)”,自板表面的zn浓度梯度为极陡的状态)、及zn浓度梯度超过1000质量%/μm时,焊料润湿性较差。对于表面硬度,在中心zn浓度为20质量%的材料,在zn浓度梯度小于10质量%/μm时,表面的硬度显著降低。
[0172]
并且,如表5及表6所示,对于铜合金板,未实施zn浓化处理及表面部去除处理(浓度梯度成为“∞(未处理)”,自板表面的zn浓度梯度为极陡的状态)、及zn浓度梯度超过1000质量%/μm时,即使形成镀膜,密接性也较差。
[0173]
[实施例2]
[0174]
以与实施例1同样的方法,对中心zn浓度32.5质量%的材料,制作具有各种浓度梯
度的铜合金板后,以与实施例1同样的方法进行镀敷,来制作带镀膜的铜合金板。
[0175]
已确认所制作的带镀膜的铜合金板的sn镀敷层中的zn浓度及焊料润湿性。sn镀敷层中的zn浓度以与实施例1同样的条件通过xps测定。将结果示于表7。
[0176]
[表7]
[0177][0178]
如表7所示,在浓度梯度超过1000质量%/μm的试样中,镀敷内zn的对中心浓度比超过10%,并且焊料润湿性恶化。
[0179]
[实施例3]
[0180]
以与实施例1同样的方法制作中心zn浓度20质量%、浓度梯度10质量%/μm的铜合金板的试样。制作时通过使表面部去除处理中的去除量改变,浓度梯度虽相同,但设为表面zn浓度不同的试样。对所制作的试样以与实施例1同样的方法,进行镀敷处理,制作带镀膜的铜合金板,测定镀敷密接性及焊料润湿性。将结果示于表8。
[0181]
[表8]
[0182][0183]
如表8所示,在表面zn浓度超过中心的zn浓度的60%的试样中,镀敷密接性或焊料润湿性恶化。
[0184]
[实施例4]
[0185]
以与实施例1同样的方法,制作铜合金板的板厚中心部的zn浓度(中心zn浓度)32.5质量%且在表层部具有各种zn浓度梯度,表面zn浓度调整为0质量%的铜合金板(裸材料)后,仅形成一层表9所示的各种金属镀敷层。本实施例仅实施镀敷处理,并未进行回流焊处理。
[0186]
镀敷的金属种类设为sn、cu、zn、ni、au、ag、pd。镀敷电流密度全部为3a/dm2,且镀膜的厚度设为1μm。另外,各种镀敷浴虽可使用通常所使用的酸性、中性、碱性浴中任一种,但在本实施例,sn、cu、zn、ni、pd使用酸性浴,au、ag使用碱性浴。
[0187]
评价以上述顺序制作的试样的焊料润湿性、镀膜的密接性。评价方法及判定方法与实施例1同样。
[0188]
将其评价结果示于表9。
[0189]
[表9]
[0190][0191]
如该表9所示,实施例、比较例的焊料润湿性虽皆良好,但如该比较例所示,在未实施zn浓化处理及表面部去除处理的试样(浓度梯度为“∞(未处理)”)、及zn浓度梯度超过1000质量%/μm的试样中,在加热后发生镀膜的剥离。
[0192]
另外,在实施例中,虽为仅一层的镀膜,但并非限制实施方式,将成本降低或特性的进一步提高等作为目的,可通过加热等处理将各种金属合金化,或可成为多层的镀膜构造。
[0193]
例如,在上述的cu镀敷层与sn镀敷层的组合,由于某些特性上的原因,而无法实施回流焊处理时,在纯镀锡层中,有在基底的铜(铜合金板或cu镀敷层)之间,随时间推移形成意外的合金层的情况,根据起因于该合金层的镀敷层的内部应力等的要因,有可能会发生晶须。在该情况下,为了抑制晶须也能够将sn镀敷层形成为sn与cu或ag等的合金镀敷层。并且,为了防止铜合金板的铜扩散至镀敷层(例如锡层)而形成合金,也能够形成抑制扩散的中间层(例如电解镍镀敷层)。
[0194]
产业上的可利用性
[0195]
抑制表面的氧化,并且使电连接可靠性提高,且即使在形成镀膜的情况下,也使镀膜中的zn浓度降低,可实现镀膜表面的接触电阻的降低及镀膜与铜合金板的密接性的提高。
[0196]
符号说明
[0197]
1-带镀膜的铜合金板,10-铜合金板,11-表层部,12-母材内部,20-镀膜,21-cu层,22-sn-cu合金层,23-sn层。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。