1.本发明涉及冶金行业模具钢领域,尤其涉及一种铝型材挤压模具钢及其制备方法。
背景技术:
2.随着工业技术的迅速发展,国内外制造业广泛采用精密冲压、压力铸造、冷挤压、热挤压等无切削、少切削工艺,模具已成为其主要的成形工具,复杂断面铝合金型材的成形加工全部采用模具挤压成形,由于铝合金型材断面复杂,且型腔尖角部位较多,模具挤压过程容易形成应力集中,导致模具开裂,因此要求模具在使用状态既要具有高韧性能防止模具开裂,同时在高温下又要具有较高的硬度,防止模具型腔表面过早磨损;其中以4cr5mosiv1为代表的中合金铬系热作模具钢得到了广泛应用,中合金热作模具钢以cr5系列为主,此类钢具有一定的热强性及热稳定性,适合在600℃以下工况服役;由于铝合金型材的挤压温度在500~550℃之间,不超过600℃,因此铝合金型材挤压模具普遍选则4cr5mosiv1作为模具用材,但是4cr5mosiv1作为铝合金型材挤压模具在使用过程中经常出现模具开裂现象,尤其是大规格模具更易出现开裂现象,模具开裂的主要原因是模具韧性不足,无缺口冲击功仅为20~50j,v型缺口冲击功仅为3~6j。
3.为了进一步提高热作模具钢使用寿命;国内外冶金工作者相继开发出4cr5mosiv1改进型钢种,比如申请号201610717357.0公开了一种cr5系列热作模具钢,所述热作模具钢以重量%计,包含c 0.40~0.48%,si 0.20~1.2%,mn 0.40~0.80%,p≤0.020%,s≤0.010%,cr 4.80~5.50%,ni 1.40~2.0%,mo 0.80~1.50%,v 0.50~0.70%,w 0.50-1.00%,co 0~0.75%,al 0.01~0.20%,nb 0.02~0.20%,该申请的cr5系列热作模具钢属于高si系列热作模具钢,si含量最高为1.2%,降低材料韧性,添加w元素也有降低韧性的缺点,添加nb含量最高0.2%,易产生液析碳化物,降低韧性,因此该发明不适用大型铝合金挤压模具,而且由于合金元素w价格昂贵,导致该发明模具钢成本升高,不利于市场推广,难于让市场接受。
4.鉴于上述情况,亟待研发一种新的铝型材模具钢,既具有高温热强性,同时在高温下还具有高韧性,能够解决现有铝型材模具钢高温条件下的开裂问题,提高模具使用寿命。
技术实现要素:
5.针对现有技术中存在的缺陷,本发明目的是提供一种铝型材挤压模具钢及其制备方法,通过优化合金成分,采用多元渣系进行电渣重熔,锻造时通过高温均匀化处理实现化学成分及显微组织的均匀化,从而得到铝型材挤压模具钢,该铝型材挤压模具钢既具有高温热强性,同时在高温下还具有高韧性,能够解决现有铝型材模具钢高温条件下的开裂问题,提高模具使用寿命。
6.为了实现上述目的,本发明采用如下的技术方案:
7.本发明的第一方面提供一种铝型材挤压模具钢,包括按重量百分比计的如下元
素:c:0.35~0.45%、si:0.01~0.10%、mn:1.20~1.90%、cr:3.50~4.50%、mo:1.6~1.90%、v:0.05~0.20%、p≤0.025%、s≤0.015%、nb:0.03~0.04%、n:0.03~0.05%、al:0.05~0.09%,余量为fe和不可避免的杂质。
8.优选地,所述铝型材挤压模具钢中的元素满足:nb=c/15 n/3;al=2n-0.01%。
9.优选地,所述铝型材挤压模具钢的无缺口冲击功≥300j;
10.所述铝型材挤压模具钢经1030℃油淬和590℃回火2次后硬度≥50hrc。
11.本发明的第二方面提供一种本发明第一方面所述的铝型材挤压模具钢的制备方法,包括以下步骤:
12.s1,采用eaf炉初炼、lf炉精炼以及vd炉真空处理后浇注成电极棒;所述lf炉精炼时,调节钢液中各元素含量至目标成分;
13.s2,采用caf-al2o
3-cao-sio
2-mgo五元渣系进行电渣重熔得到电渣锭;
14.s3,将所述电渣锭加热至1280~1300℃,保温20~30h进行高温均匀化处理后锻造得到锻件;
15.s4,对所述锻件进行退火处理得到铝型材挤压模具钢。
16.优选地,所述步骤s1中,所述目标成分如下:c:0.35~0.45%、si:0.01~0.10%、mn:1.20~1.90%、cr:3.50~4.50%、mo:1.6~1.90%、v:0.05~0.20%、p≤0.025%、s≤0.015%、nb:0.03~0.04%、n:0.03~0.05%、al:0.05~0.09%,余量为fe,以重量百分比计;且上述元素满足nb=c/15 n/3;al=2n-0.01%。
17.优选地,所述步骤s2中,所述caf-al2o
3-cao-sio
2-mgo五元渣系包括45~50%caf,20~25%al2o3,15~20%cao,3~5%sio2和3~5%mgo,以重量百分比计。
18.优选地,所述步骤s4中,退火处理采用860℃~880℃℃保温10h~15h的球化退火处理。
19.本发明的铝型材挤压模具钢的成分设计的原则如下:
20.碳(c):c是提高钢的硬度和强度最为有效的元素,固溶强化作用显著,回火时析出大量弥散的碳化物具有弥散强化作用,是保证热作模具钢所能达到的强度的必不可少的元素;但c含量过高会造成钢中碳化物数量的增多,降低韧性和焊接性能;因此本发明的碳含量为0.35~0.45%。
21.硅(si):钢中含有少量的si有较好的脱氧作用,但si含量过高则降低钢的焊接性能和切削加工性能,降低钢的韧性,并且增加石墨化倾向,因此本发明的si含量为0.01~0.10%。
22.锰(mn):mn是强烈推迟珠光体转变的合金元素,有利于提高钢的淬透性并提高强度,但mn含量超过2%则有使钢晶粒粗化的倾向,因此本发明的mn含量为1.20~1.9%。
23.铬(cr):cr在钢中的重要作用是强烈推迟珠光体转变,有利于提高淬透性和马氏体的回火稳定性;cr是缩小γ相区的元素,cr含量过高将得到铁素体组织,导致强度降低,因此本发明的cr含量3.5~4.5%。
24.钼(mo):mo是提高钢的热强性极为有效的合金元素,在钢中加入合金元素mo形成m2c型碳化物可提高钢的高温强度和热稳定性;mo与cr、mn配合加入,其交互作用可显著提高钢的淬透性,但mo含量过高则增大热加工变形抗力,降低钢的热加工性能;因此本发明的的mo含量为1.6~1.9%。
25.钒(v):v在钢中的作用主要是细化晶粒,提高钢的强韧性,另外钢中添加合金元素v可析出mc型细小弥散的碳化物产生二次硬化效应提高钢的回火稳定性;但是过高的v含量易析出大颗粒液析碳化物,降低韧性;因此本发明的v含量为0.05~0.20%。
26.铌(nb):在钢中添加微量nb即可起到提高钢的冲击韧性的作用,降低脆性转变温度,改善焊接性能;但是nb含量过高易析出大颗粒液析碳化物,降低韧性,因此本发明添加了0.03~0.04%nb;为了防止nb元素与c元素形成大颗粒块状液析碳化物,需要控制nb的加入量,因此nb=c/15 n/3,其中nb、c、n均为重量百分比。
27.氮(n):n是一个具有显著固溶强化作用的元素,通过添加少量的n所起的固溶强化作用,n还可以和al形成aln析出在晶界部位订扎晶界起到细化晶粒作用。过多的n容易形成气泡和疏松缺陷,故本发明添加了0.03~0.05%n。
28.铝(al):al是炼钢中常用的脱氧元素,al易与o结合形成氧化物吸附于渣中起到脱氧作用。另外al与钢中的n元素结合形成aln析出在晶界部位订扎晶界起到细化晶粒作用,al的加入量与n元素相关,al=2n-0.01%,其中al、n均为重量百分比,因此本发明添加了0.05~0.09%al。
29.与现有技术相比,本发明的有益效果为:
30.1.本发明的铝型材挤压模具钢及其制备方法,通过合理的成分设计,加入c及cr、mn、mo、v等合金元素提高了合金的高温强度和热稳定性;尤其是添加了nb提高了合金的韧性,使得合金兼具强韧性特点,进而提高了铝型材挤压模具的抗开裂性能;添加n、al细化晶粒,提高合金的韧性,同时提高了合金表面渗氮处理的硬度,进而提高了铝型材挤压模具的耐磨性能;
31.2.本发明的铝型材挤压模具钢及其制备方法,采用多元渣系进行电渣重熔,锻造时通过高温均匀化处理实现化学成分及显微组织的均匀化,消除液析碳化物,提高合金的冲击韧性,从而制得高韧性及高温硬度高的铝型材挤压模具钢,该铝型材挤压模具钢特别适用于铝合金型材大型挤压模具。
具体实施方式
32.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。
33.本发明所提供的铝型材挤压模具钢,包括按重量百分比计的如下元素:c:0.35~0.45%、si:0.01~0.10%、mn:1.20~1.90%、cr:3.50~4.50%、mo:1.6~1.90%、v:0.05~0.20%、p≤0.025%、s≤0.015%、nb:0.03~0.04%、n:0.03~0.05%、al:0.05~0.09%,余量为fe和不可避免的杂质;且上述元素满足:nb=c/15 n/3;al=2n-0.01%,其中nb、c、n、al均为nb、c、n、al对应的重量百分比。
34.上述的铝型材挤压模具钢采用如下制备方法,包括以下步骤:
35.s1,采用eaf炉初炼、lf炉精炼以及vd炉真空处理后浇注成电极棒;lf炉精炼时,调节钢液中各元素含量至目标成分;
36.将生铁和废钢在eaf炉熔化,然后将eaf熔化的钢液出钢至lf炉中,按目标成分添加合金元素调节钢液中各元素含量,其中目标成分范围如下:c:0.35~0.45%、si:0.01~0.10%、mn:1.20~1.90%、cr:3.50~4.50%、mo:1.6~1.90%、v:0.05~0.20%、p≤
0.025%、s≤0.015%、nb:0.03~0.04%、n:0.03~0.05%、al:0.05~0.09%,余量为fe,以重量百分比计;且上述元素满足nb=c/15 n/3;al=2n-0.01%,其中nb、c、n、al均为重量百分比,之后将lf炉转入vd工位进行真空脱气处理后,将钢液浇注成电极棒。
37.s2,采用caf-al2o
3-cao-sio
2-mgo五元渣系进行电渣重熔得到电渣锭;其中caf-al2o
3-cao-sio
2-mgo五元渣系包括45~50%caf,20~25%al2o3,15~20%cao,3~5%sio2和3~5%mgo,以重量百分比计。
38.s3,将电渣锭加热至1280~1300℃,保温20~30h进行高温均匀化处理后锻造得到锻件;
39.s4,对锻件进行退火处理得到铝型材挤压模具钢。
40.其中退火处理采用860℃~880℃保温10h~15h的球化退火处理。
41.在上述制备的铝型材挤压模具钢上切取试样,该试样经过1030℃保温2h油淬处理,590℃保温2h回火2次处理后,测得硬度在50hrc以上;
42.在上述制备的铝型材挤压模具钢上切取无缺口试样,该无缺口试样的冲击功≥300j。
43.下面结合具体例子进一步对本发明的铝型材挤压模具钢及其制备方法进行说明;
44.实施例1
45.s1,将生铁和废钢在40吨eaf炉熔化,然后将eaf熔化的钢液出钢至40吨lf炉,按目标成分添加合金元素调节钢液中各元素含量,其中目标成分范围如下:c:0.35~0.45%、si:0.01~0.10%、mn:1.20~1.90%、cr:3.50~4.50%、mo:1.6~1.90%、v:0.05~0.20%、p≤0.025%、s≤0.015%、nb:0.03~0.04%、n:0.03~0.05%、al:0.05~0.09%,余量为fe,以重量百分比计;且上述元素满足nb=c/15 n/3;al=2n-0.01%,其中nb、c、n、al均为重量百分比,之后将40吨lf炉转入40吨vd工位进行真空脱气处理,然后将钢液浇注成φ490电极棒;
46.s2,采用45%caf-25%al2o
3-20%cao-5%sio
2-5%mgo五元渣系进行电渣重熔得到φ600电渣锭;
47.s3,将电渣锭加热至1280℃,保温30h进行高温均匀化处理后,锻造成200
×
650mm的扁方长条型材锻件;
48.s4,扁方长条型材锻件加热至860℃的温度下保温10h进行球化退火处理后,得到200
×
650mm的铝型材挤压模具钢。
49.上述制备的铝型材挤压模具钢的化学成分及其含量详见表1,在该铝型材挤压模具钢的端面心部区域取样20*60*100,经过1030℃保温2h油冷至室温淬火处理和590℃保温2h回火2次处理后,经检测该铝型材挤压模具钢的硬度为51hrc,无缺口7
×
10
×
55试样冲击功为323j。
50.实施例2
51.s1,将生铁和废钢在40吨eaf炉熔化,然后将eaf熔化的钢液出钢至40吨lf炉,按目标成分添加合金元素调节钢液中各元素含量,其中目标成分范围如下:c:0.35~0.45%、si:0.01~0.10%、mn:1.20~1.90%、cr:3.50~4.50%、mo:1.6~1.90%、v:0.05~0.20%、p≤0.025%、s≤0.015%、nb:0.03~0.04%、n:0.03~0.05%、al:0.05~0.09%,余量为fe,以重量百分比计;且上述元素满足nb=c/15 n/3;al=2n-0.01%,其中nb、c、n、
al均为重量百分比,之后将40吨lf炉转入40吨vd工位进行真空脱气处理,然后将钢液浇注成φ490电极棒;
52.s2,采用50%caf-20%al2o
3-20%cao-5%sio
2-5%mgo五元渣系进行电渣重熔得到φ600电渣锭;
53.s3,将电渣锭加热至1300℃,保温30h进行高温均匀化处理后,锻造成180
×
650mm的扁方长条型材锻件;
54.s4,扁方长条型材锻件加热至880℃的温度下保温15h进行球化退火处理后,得到180
×
650mm的铝型材挤压模具钢。
55.上述制备的铝型材挤压模具钢的化学成分及其含量详见表1,在该铝型材挤压模具钢的端面心部区域取样20*60*100,经过1030℃保温2h油冷至室温淬火处理和590℃保温2h回火2次处理后,经检测该铝型材挤压模具钢的硬度为52hrc,无缺口7
×
10
×
55试样冲击功为308j。
56.实施例3
57.s1,将生铁和废钢在40吨eaf炉熔化,然后将eaf熔化的钢液出钢至40吨lf炉,按目标成分添加合金元素调节钢液中各元素含量,其中目标成分范围如下:c:0.35~0.45%、si:0.01~0.10%、mn:1.20~1.90%、cr:3.50~4.50%、mo:1.6~1.90%、v:0.05~0.20%、p≤0.025%、s≤0.015%、nb:0.03~0.04%、n:0.03~0.05%、al:0.05~0.09%,余量为fe,以重量百分比计;且上述元素满足nb=c/15 n/3;al=2n-0.01%,其中nb、c、n、al均为重量百分比,之后将40吨lf炉转入40吨vd工位进行真空脱气处理,然后将钢液浇注成φ490电极棒;
58.s2,采用50%caf-25%al2o
3-19%cao-3%sio
2-3%mgo五元渣系进行电渣重熔得到φ600电渣锭;
59.s3,将电渣锭加热至1290℃,保温30h进行高温均匀化处理后,锻造成180
×
650mm的扁方长条型材锻件;
60.s4,扁方长条型材锻件加热至870℃的温度下保温12h进行球化退火处理后,得到180
×
650mm的铝型材挤压模具钢。
61.上述制备的铝型材挤压模具钢的化学成分及其含量详见表1,在该铝型材挤压模具钢的端面心部区域取样20*60*100,经过1030℃保温2h油冷至室温淬火处理和590℃保温2h回火2次处理后,经检测该铝型材挤压模具钢的硬度为50hrc,无缺口7
×
10
×
55试样冲击功为336j。
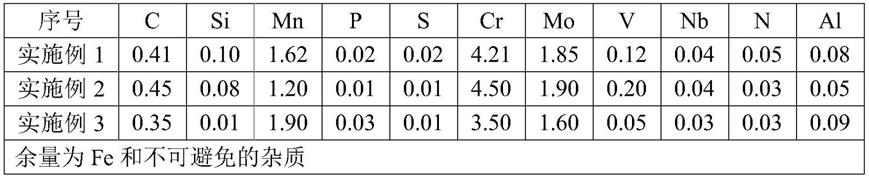
62.表1铝型材挤压模具钢的化学成分及其含量(%)
[0063][0064]
由表1以及实施例1~3可知,本发明的铝型材挤压模具钢及其制备方法,通过优化合金成分,加入c及cr、mn、mo、v等合金元素提高了合金的高温强度和热稳定性;尤其是添加了nb提高了合金的韧性,使得合金兼具强韧性特点,进而提高了铝型材挤压模具的抗开裂
性能;添加n、al细化晶粒,提高合金的韧性,同时提高了合金表面渗氮处理的硬度,进而提高了铝型材挤压模具的耐磨性能;并采用多元渣系进行电渣重熔,锻造时通过高温均匀化处理实现化学成分及显微组织的均匀化,消除液析碳化物,提高合金的冲击韧性,从而制得高韧性及高温硬度高的铝型材挤压模具钢,该铝型材挤压模具钢的无缺口冲击功达到300j以上,经过1030℃保温2h油冷至室温淬火处理和590℃保温2h回火2次处理后,硬度高达50hrc以上,其强韧性均高于目前广泛使用的4cr5mosiv1热作模具钢,其优良的强韧性避免了铝型材挤压大型模具的开裂,模具规格可以达到φ1060mm,模具挤压过程流畅,无开裂现象,模具使用寿命显著延长,因此该铝型材挤压模具钢特别适用于铝合金型材大型挤压模具。
[0065]
综上所述,上述实施例仅用于说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
