1.本公开总体上涉及复合零件的生产,并且更具体地,涉及用于制造包含平面外特征(诸如折弯部)的复合桁条的方法和设备。
背景技术:
2.复合桁条用于飞机和其他应用,以加强外蒙皮和传递外蒙皮上的载荷。在某些情况下,桁条必须沿其长度形成轮廓和/或包含平面外特征(诸如折弯部)。由于在形成这些特征时产生的应力集中,这些特征使复合桁条的生产更具挑战性。
3.一种用于生产具有平面外特征(诸如折弯部)的复合桁条的技术涉及使用冲头将平坦复合坯料成形到模具中。在桁条被冲头成形为期望的横截面形状之后,将其转移到配套托盘中的成形模具中,在此,在桁条中形成了平面外特征(诸如折弯部)。以这种方式形成折弯部往往会产生应力集中,该应力集中可造成不期望的层褶皱和/或树脂聚集,从而会影响桁条性能。因此,包含这些不合格的桁条必须被返工,有时必须被丢弃。
4.因此,期望的是,提供一种通过将桁条形成为净形状(net shape)来减少桁条褶皱和树脂聚集的桁条生产方法和设备。
技术实现要素:
5.本公开总体上涉及复合桁条的生产,并且更具体地,涉及用于制造具有平面外特征的复合桁条的生产过程和设备。
6.根据一方面,提供了一种用于制造其中具有至少一个平面外特征的复合桁条的设备。所述设备包括:模具,其包括模具腔;以及工具,其被配置为将复合坯料成形到所述模具腔中。所述设备还包括附接到所述工具的垫片。所述垫片被配置为随着所述工具将所述复合坯料成形到所述模具腔中而在所述复合桁条中形成平面外特征。
7.根据另一方面,提供了一种用于制造复合桁条的设备。所述设备包括:冲头;模具,能通过所述冲头将复合坯料成形到所述模具中;以及一个系列的垫片。所述垫片被分别配置为在所述复合坯料中形成不同特征。每个垫片能释放地附接到所述冲头,从而允许单个冲头被配置成生产具有不同特征的桁条。
8.根据其他特征,提供了一种将具有平面外特征的复合桁条制造为净形状的方法。所述方法包括:将垫片安装在工具上;以及使用所述工具将复合坯料成形为复合桁条。成形步骤包括在通过所述工具成形所述复合坯料时使用所述垫片在所述复合坯料中形成平面外特征。
9.所公开的实施方式的优点之一在于,具有一个或更多个平面外特征(诸如折弯部)的复合桁条可在单个成形操作中成形为净形状。另一个优点在于复合桁条可被成形为减少了起皱和树脂聚集的净形状。另一个优点在于可消除先前在桁条中生产平面外特征所需的二次成形操作。其他优点在于,可使用采用单个成形工具形成各种平面外特征的一个系列的垫片来生产具有这些特征的复合桁条。另一个优点在于,减少了生产具有不同特征的复
合桁条所需的工具的数量,由此减少了流程时间并节省了材料和人工成本。另一个优点在于,可生产表现出更高质量的具有平面外特征的桁条,并且减少了对桁条返工的需求。
10.已讨论的特征、功能和优点可在本公开的各种示例中被独立地实现,或者可在其他示例中被组合,可参照以下描述和以下附图明白其的其他细节。
附图说明
11.在所附的权利要求书中阐述了被认为是例示性实施方式的特性的新颖特征。然而,当结合附图阅读时,通过参照以下对本公开的例示性示例的详细描述,将最好地理解例示性示例以及优选的使用模式、其他目的及其优势,其中:
12.图1是具有平面外特征的复合帽形桁条的立体图的图示。
13.图2是示出了图1的桁条的横截面形状的端视图的图示。
14.图3是附接到蒙皮的复合帽形桁条的俯视图的图示。
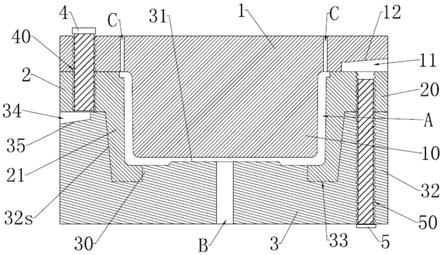
15.图4是沿着图3中的线4-4截取的截面图的图示。
16.图5是用于冲压成形图1的复合桁条的工具组的剖视图的图示。
17.图6是图5中示出的工具组的冲压成形部的的局部侧视图的图示。
18.图7是沿着图5中的线7-7截取的截面图的图示。
19.图8是类似于图6的图示,但示出了其中设置有开口的垫片,这些开口减少了桁条轮廓成形期间的桁条起皱。
20.图9是类似于图8的图示,但示出了冲头和垫片已经被成形为期望的轮廓。
21.图10是图9中指定为“10”的区域的图示,但也示出了桁条的一部分。
22.图11是图9中指定为“11”的区域的图示,但也示出了桁条的一部分。
23.图12是冲头和顶板的剖视图的图示,示出了垫片的磁性附接的一个示例。
24.图13是类似于图12的图示,但示出了垫片的磁性附接的另一示例。
25.图14是类似于图12的图示,但示出了垫片的磁性附接的又一示例。
26.图15是一个系列的垫片的示意性局部侧视图的图示。
27.图16是另一系列的垫片的示意性侧视图的图示。
28.图17是又一系列的垫片的示意性侧视图的图示。
29.图18是制造具有平面外特征的复合桁条的方法的流程图的图示。
30.图19是示出了压实器和垫片的分解立体图的图示。
31.图20是类似于图19的图示,但示出了垫片已经被安装在压实器上。
32.图21是使用制造具有平面外特征的复合桁条的方法的流程图的图示。
33.图22是示出了即将在模具上放置并成形/压实复合桁条的压实器的剖视图的图示。
34.图23是使用压实器制造包含局部平面外特征的复合桁条以将复合桁条运送并成形/压实的方法的流程图的图示。
35.图24是飞机制造和维护方法的流程图的图示。
36.图25是飞机的框图的图示。
具体实施方式
37.首先参照图1和图2,复合桁条30包括聚合物(诸如热固性或热塑性聚合物)的纤维增强层的复合层合件。在所例示的示例中,复合桁条30是包括帽形部36和一对向外延伸凸缘44的帽形桁条。帽形部36包括顶盖40,顶盖40通过一对倾斜侧面42(有时称为幅材)连接到凸缘44。尽管所公开的实施方式将结合帽状的桁条进行描述,但可以采用所公开的实施方式的原理来生产具有各种各样横截面形状中的任一种的复合桁条。
38.具体地参照图1、图3和图4,复合桁条30沿着其长度包括一个或更多个平面外特征34。在所例示的示例中,平面外特征34是折弯部35,折弯部35沿着其长度包括呈复合桁条30的横截面形状的上坡部/下坡部46。然而,折弯部35仅仅是复合桁条30中在特定应用中可能需要的广泛范围的可能的平面外特征34的例示。在所例示的示例中,复合桁条30通过任何合适技术(诸如共固化、粘合或紧固件)附接到蒙皮32。蒙皮32包括由复合层50构成的衬垫48,衬垫48可能是为局部加强蒙皮32的区域或出于其他原因而需要的。折弯部35桥接在衬垫48上方,并具有与衬垫48的横截面形状十分匹配的长度和轮廓。尽管复合桁条30被示出为在其中仅具有一个折弯部35,但取决于应用,其可具有任何数量的相同或不同轮廓的折弯部35,以便适应蒙皮32上存在的各种特征或其他条件。
39.图5至图7例示了工具组52,工具组52用于将复合坯料72成形为具有折弯部35的复合桁条30。工具组52包括工具54和模具59,工具54在该示例中是冲头56,模具59包括间隔开以形成模具腔64的一对模具部60。冲头56可由诸如弹性体、尼龙或ptfe(聚四氟乙烯)(仅举几例)这样的柔性材料形成,从而使它能够按需要弯曲。在所例示的示例中,冲头56被安装在顶板58的底部上,顶板58是柔性的并且可包括例如但不限于铝片材。然而,在其他示例中,顶板58也可以是与冲头56一体形成的弹性体或其他聚合物。冲头56的横截面形状与复合桁条30的帽形部36(图2)的iml(内模线)基本上匹配。
40.模具部60被安装成便于在底板62上横向移动66。在一个示例中,模具部60包括许可模具部60在平面外弯曲的一系列互连的模具块。一对侧板70在模具60外侧被固定到底板62。可充气的侧气囊68分别位于模具60和侧板70之间。侧气囊68可以被诸如空气这样的流体充气,并用于在成形过程期间控制模具60的向外横向移动。工具组52可被安装在压力机(未示出)中,该压力机使顶板58和底板62相对于彼此移动,从而致使冲头56用期望的力量以期望的速率移动到模具腔64中。
41.在所例示的示例中,冲头56沿着其长度基本上是笔直的。然而,在下面讨论的其他示例中,冲头56可沿着其长度具有一个或更多个弯曲。为了在复合桁条30中形成折弯部35或其他平面外特征34,在冲头56上方安装垫片74,垫片74具有与折弯部35基本上匹配的表面轮廓。垫片74可通过诸如双面胶带、机械闩锁(未示出)或后续讨论的磁性闩锁这样的任何合适手段能释放地附接到冲头56和/或顶板58。因此,不同形状的垫片74能可互换地安装在同一冲头56上,以形成不同的平面外特征。取决于应用,可能有必要在模具部60的顶部也安装垫片76。
42.垫片74包括形成与折弯部35的iml基本上匹配的轮廓的顶盖80、侧面82和凸缘84。垫片74的厚度t以及其他尺寸或特征将取决于应用和折弯部35的几何形状/尺寸。垫片74在其外端处包括在垫片74和冲头56的主体之间形成平滑过渡的上坡部/下坡部78。可通过各种制造工艺中的任一种由任何合适的材料形成垫片74。例如,垫片74可包括通过3d打印生
产的激光烧结的尼龙或光固化的环氧化物。虽然在附图中仅例示了单个垫片74,但任何数量的垫片74可安装在沿着冲头56的长度的任何位置处,以在复合桁条30中形成对应的平面外特征。
43.桁条成形操作开始于如图5中所示布置的工具组52,并且冲头56处于升高位置。复合坯料72(在本例中是平坦的)被放置在模具部60的顶部,跨越模具腔64。为了将复合坯料72成形为复合桁条30的期望的横截面形状,顶板58向下移动,从而致使冲头56将复合坯料72成形到模具腔64中。当冲头56将复合坯料72成形为复合桁条30的横截面形状时,垫片74也在复合桁条30中形成折弯部35或其他平面外特征。因此,在桁条30被成形为期望的横截面形状的同时,在桁条30中成形平面外特征34。桁条30和平面外特征34同时成形使在成形过程期间桁条30中的可造成起皱和树脂聚集的应变减小。
44.在一些示例中,复合桁条30可在二次成形操作中沿着其长度成形为所期望的轮廓,在该二次成形操作中,冲头56以及模具59由合适的轮廓改变机构(未示出)成形。为了使垫片74能够在冲头56正在形成轮廓时弯曲,垫片74设置有一组狭槽形式的第一开口86,第一开口86完全跨垫片74的顶盖80和侧面82延伸。可选地,垫片74还可在其中包括一组也可是狭槽形式的第二开口88,第二开口88完全跨顶盖80延伸,但仅部分地穿过垫片74的侧面82。第二开口88减少了复合桁条30正在形成轮廓时的起皱或屈曲。
45.还参照图10和图11,当复合桁条30正在形成轮廓时,第一开口86可部分地或完全地闭合92,由此使垫片74能够与冲头56一起弯曲。然而,在该轮廓形成期间,第二开口88保持打开,从而使复合坯料72应变到第二开口88中,在第二开口88中它们形成尺寸相对较小的褶皱90,因此没有实质性影响桁条性能。
46.如先前提到的,垫片74能释放地附接到工具54。垫片74可使用磁体96能释放地附接到工具54,从而使得能够容易地安装和移除垫片74,以提供各种折弯部位置和条件。磁体96的使用还有助于多个不同配置的垫片74与单个工具的可互换性。图12例示了一种垫片附接技术,该技术包括一个或更多个磁性闩锁100,各磁性闩锁包括内置在垫片74的凸缘84中的磁体96。在该示例中,顶板58由磁性材料或含有磁性材料的柔性粘合剂材料形成。顶板58被吸附到磁体96,由此将垫片74能释放地锁定到工具54。
47.图13图示了磁性闩锁100的另一示例,其中磁性材料插件94被内置在顶板58中,与内置在垫片74的凸缘84中的磁体96对准。
48.图14例示了磁性闩锁100的又一示例,其中磁性材料插件94被内置在垫片74的凸缘84中。安装在顶板58上或内置在顶板58中的电磁铁98被通电,以吸附磁性材料插件94,由此能释放地将垫片74保持在工具54上。可使用磁体和磁性材料的其他组合来将垫片74磁性吸附到工具54。
49.现在重点放在图15至图17,图15至图17例示了可用于在复合桁条30中形成诸如折弯部这样的各种平面外特征中的任一种的垫片74的各系列102a、102b、102c。通过设置常用于形成平面外特征的具有不同特性的垫片74的一个或更多个系列102a、102b、102c,可避免为了满足特定应用的要求而需要进行垫片定制制造。垫片74可被设计为实现多个桁条30中使用的各种折弯部条件。例如,具有在某一指定范围内具有斜坡或高度的折弯部35的桁条30全都可使用相同的垫片74。因此,可能期望的提供一个系列的垫片74(各垫片具有独特的特性),从而允许选择这个系列的垫片74中的特定垫片,以用于在多个桁条30中的任一个中
成形折弯部35。
50.垫片74的任何期望特性可被设计为在系列102a、102b、102c内变化。例如,图15例示了垫片74的系列102a,其中,斜坡角度ra可线性地或非线性地在ra1至ran内变化。图16例示了垫片74的系列102b,其中,垫片74的长度可线性地或非线性地在l1至ln内变化。图17例示了垫片74的系列102c,其中,垫片74的高度可线性地或非线性地在h1至hn内变化。尽管图中未示出,但也可设置垫片74的系列102,包含多个垫片特性的变化,例如,斜坡角度、长度和/或高度(仅举几例)。
51.图18大致例示了制造具有一个或更多个平面外特征34的复合桁条30的方法中的各步骤。从步骤104开始,将垫片74安装在工具54上。在步骤106中,使用工具54将复合坯料72成形为复合桁条30,这包括在通过工具54成形复合坯料72时使用垫片74在复合坯料72中形成平面外特征34。垫片74的使用许可在形成桁条30的同时而非之后在二次成形操作中在桁条30中形成平面外特征34。同时形成平面外特征34和桁条30的形状使桁条30中的特别地顶盖40和侧面42中的可造成层褶皱和/或树脂聚集的区域中的应变减小。
52.现在重点放在图19和图20,图19和图20例示了可用于形成、运送和/或压实复合桁条30的压实器108形式的工具56,在该示例中,复合桁条30是帽形桁条。压实器108包括由诸如弹性体这样的柔性材料形成的一件式帽状主体110和整体凸缘112。帽状主体110包括内腔120和一系列开口114,开口114可包括沿着压实器108的长度布置的狭槽。在一些示例中,开口114可被配置为重新引导复合桁条30的轮廓成形期间在复合坯料72中形成的应力,由此减少桁条起皱。压实器108包括设置有管配件118的端壁116,管配件118适于将内腔120与真空源(未示出)联接。施加到内腔120的真空导致空气通过开口114被吸入,从而产生抽吸效果。
53.当压实器108被放置在对应形状的复合桁条30内并且在压实器108内抽真空时,复合桁条30被抽吸到压实器108,从而使压实器108能够拾取复合桁条并将其运送到期望位置,诸如,运送到成形工位或配套托盘(二者均未示出)。一个或更多个垫片74可附接在沿着压实器108长度的任何位置处,以便在复合桁条30中形成和/或压实一个或更多个平面外特征34,其功能类似于附接到先前描述的冲头56的垫片74。垫片74包括诸如狭槽这样的开口86,开口86使空气能够穿过垫片74并被抽吸到压实器108的内腔120中。
54.图21大致例示了使用图19的压实器108形成和运送复合桁条30的方法中的各步骤。从步骤122开始,将一个或更多个垫片74安装在压实器108上。在步骤124中,使用压实器108作为成形工具,将复合坯料72成形为复合桁条30。在步骤126中,使用已附接到压实器108的垫片74,在正在成形复合坯料72时在复合坯料72中形成局部平面外特征。可选地,在步骤128中,在已将复合装料72成形为复合桁条30之后,可从压实器108移除垫片74。在步骤130中,可使用压实器108拾取复合桁条30并将其运送到期望位置,诸如运送到配套托盘、压实工具或储存位置。
55.图22示出了压实器108已经使用通过开口114(图19)抽吸的吸力拾取了复合桁条30,并且马上将复合桁条30降低138到成形模具134中的模具腔132中。成形模具134包括沿其长度形成轮廓的模具表面136。在将复合桁条30放置在模具腔132中之后,向压实器108施加成形压力,从而致使复合桁条30成形为模具腔132的轮廓。另外,垫片74在该轮廓成形过程中在复合桁条30中形成平面外特征。通过诸如真空袋(未示出)这样的任何合适装置施加
到压实器108的附加压力造成复合桁条被压实在成形模具134上。
56.图23大致例示了压实复合桁条30和/或将其成形为包括一个或更多个平面外特征34的期望轮廓的方法中的各步骤。从步骤140开始,将复合坯料72冲压成形为具有期望横截面形状的复合桁条30。接下来,在步骤142中,将一个或更多个垫片74安装在压实器108上。在步骤144中,使用压实器108拾取复合桁条30并将其运送到成形模具134或配套托盘。在步骤146中,使用其上安装有垫片74的压实器108来成形和/或压实复合桁条30。在步骤148中,使用垫片74在进行成形/压实期间在复合桁条30中形成局部平面外特征。
57.本公开的示例可发现在各种潜在应用中使用,特别是在运输行业中,包括例如航空航天、船舶、汽车应用以及其中可使用复合加强件(诸如飞机中的复合桁条)的其他应用。因此,现在参照图24和图25,可在如图24中所示的飞机制造和维护方法150和如图25中所示的飞机152的背景下使用本公开的示例。所公开示例的飞机应用可包括各种复合桁条,所述诸如飞机中的复合桁条沿着其长度具有轮廓、弯曲、变化的厚度和/或一个或更多个平面外特征。在前期生产过程中,示例性方法150可包括飞机152的规格和设计154及材料采购156。在生产过程中,进行飞机152的部件和子组件制造158以及系统整合160。此后,飞机152可经过检定和交付162,以便投入服役164。在由客户投入服役期间,飞机152被安排进行例行维护和检修166,也可包括改造、重构、翻新等。
58.可由系统集成商、第三方及/或运营商(例如,客户)进行或执行方法150的每一个过程。出于本描述的目的,系统集成商可包括但不限于任一数量的飞机制造商与主系统分包商;第三方可包括但不限于任一数量的供应商、转包商以及供货商;并且运行商可以是航空公司、租赁公司、军事实体、服务组织等。
59.如图25中所示,用示例性方法150生产的飞机152可包括具有多个高级系统170和内部172的机身168。高级系统170的示例包括推进系统174、电气系统176、液压系统178和环境系统180中的一个或更多个。可包括任何数量的其他系统。尽管示出了航空航天的示例,但本公开的原理可应用于诸如船舶和汽车工业这样的其他工业。
60.可在飞机制造和维护方法150的任一个或更多个阶段期间采用本文中实施的系统和方法。例如,能以类似飞机152在服役中生产部件或子组件的方式,制成或制造对应于生产过程158的部件或子组件。另外,可在生产过程158和160期间,例如,通过大幅地加快飞机152的组装或减少飞机152的成本,利用一个或更多个设备示例、方法示例或其组合。类似地,可在飞机152在服役(例如而不限于维护和检修166)时利用设备示例、方法示例或其组合中的一个或更多个。
61.本公开包括按照以下条款的示例实施方式。
62.条款1.一种用于制造具有至少一个平面外特征(34)的复合桁条(30)的设备,所述设备包括:
63.模具(59),其包括模具腔(64);
64.工具(54),其被配置为将复合坯料(72)成形到所述模具腔(64)中;以及
65.垫片(74),其附接到所述工具(54)并被配置为随着所述工具(54)将所述复合坯料(72)成形到所述模具腔(64)中而在所述复合桁条(30)中形成平面外特征(34)。
66.条款2.根据条款1所述的设备,其中,所述工具(54)是具有与所述复合桁条(30)的横截面轮廓匹配的横截面轮廓的冲头(56)。
67.条款3.根据条款1所述的设备,其中,所述工具(54)是被配置为压实所述复合桁条(30)的压实器(108)。
68.条款4.根据条款1至3中任一项所述的设备,其中:
69.所述工具(54)具有长度;并且
70.所述垫片(74)横向地跨所述工具(54)延伸并被配置为沿着所述工具(54)的所述长度的一部分修改所述工具(54)的外部轮廓。
71.条款5.根据条款1至4中任一项所述的设备,其中,所述平面外特征(34)是所述复合桁条(30)中的折弯部(35)。
72.条款6.根据条款1至5中任一项所述的设备,其中,所述复合桁条(30)是帽形桁条,并且所述垫片(74)包括沿着所述工具(54)的长度的一部分覆盖所述工具(54)的一对凸缘(84)和帽形部(80,82)。
73.条款7.根据条款1至6中任一项所述的设备,其中,所述垫片(74)中包括:
74.一组第一开口(86),其允许所述垫片(74)弯曲;以及
75.一组第二开口(88),在由所述工具(54)成形所述复合坯料(72)时,所述复合坯料(72)能应变到所述第二开口(88)中。
76.条款8.根据条款1至7中任一项所述的设备,所述设备还包括被配置为将所述垫片(74)能释放地附接到所述工具(54)的磁性闩锁(100)。
77.条款9.根据条款8所述的设备,其中,所述磁性闩锁(100)包括:
78.至少一个磁体(96),其安装在所述工具(54)和所述垫片(74)中的一者上;以及
79.由磁性材料形成的元件(94),其安装在所述工具(54)和所述垫片(74)中的另一者上,并被配置为被磁性吸附到所述磁体(96)。
80.条款10.一种用于制造复合桁条的设备,所述设备包括:
81.冲头(56);
82.模具(59),能通过所述冲头(56)将复合坯料(72)成形到所述模具(59)中;以及
83.一个系列的垫片(102),其被分别配置为在所述复合坯料(72)中形成不同特征(34),
84.每个垫片(74)被配置为能释放地附接到所述冲头(56)。
85.条款11.根据条款10所述的设备,其中:
86.每个垫片(74)包括长度(l)、高度(h)和具有斜坡角度(ra)的斜坡(78),并且
87.所述垫片(74)在所述长度(l)、所述高度(h)和所述斜坡角度(ra)中的至少一个方面彼此不同。
88.条款12.根据条款10或11所述的装置,其中,所述垫片(74)中的至少一个中包括:
89.一组第一开口(86),其允许所述垫片(74)弯曲;以及
90.一组第二开口(88),在由所述冲头(56)成形所述复合坯料(72)时,所述复合坯料(72)能应变到所述第二开口(88)中。
91.条款13.根据条款10至12中任一项所述的设备,其中,所述不同特征(34)中的至少一个是所述复合桁条(30)中的折弯部(35)。
92.条款14.根据条款10至13中任一项所述的设备,其中,所述复合桁条(30)具有帽状横截面(36),并且所述垫片(74)具有与所述帽状横截面(36)匹配的横截面形状(80,82,
84)。
93.条款15.一种将具有平面外特征(34)的复合桁条(30)制造为净形状的方法,所述方法包括:
94.将垫片(74)安装到工具(54)上;并且
95.使用所述工具(54)将复合坯料(72)成形为所述复合桁条(30),这包括在通过所述工具(54)成形所述复合坯料(72)时使用所述垫片(74)在所述复合坯料(72)中形成平面外特征(34)。
96.条款16.根据条款15所述的方法,其中,安装所述垫片(74)包括:将所述垫片(74)磁性吸附到所述工具(54)。
97.条款17.根据条款15或16所述的方法,其中,在所述复合坯料(72)成形为所述复合桁条(30)包括:将所述复合坯料(72)冲压到模具腔(64)中。
98.条款18.根据条款15至17中任一项所述的方法,所述方法还包括:
99.在所述垫片(74)中形成多个开口(86),从而允许所述垫片(74)弯曲(92);并且
100.使所述复合桁条(30)形成轮廓,这包括弯曲所述垫片(74)。
101.条款19.根据条款15至18中任一项所述的方法,所述方法还包括:
102.使用所述工具(54)拾取并运送所述复合桁条(30)。
103.条款20.根据条款19所述的方法,所述方法还包括:
104.在运送之后,使用所述工具(54)压实所述复合桁条(30)。
105.如本文中使用的,短语“至少一个”在与项列表一起使用时,意味着可使用所列项中的一个或更多个的不同组合,并且可仅需要列表中的每个项中的一个。例如,“条目a、条目b和条目c中的至少一个”可包括而不限于条目a、条目a和条目b、或条目b。该示例还可包括条目a、条目b、和条目c或条目b和条目c。该条目可以是特定的物、事或类别。换句话说,“至少一个”意味着可在列表中适用任何组合的条目和多个条目,而并不需要列表中的所有条目。
106.已出于例示和描述的目的展示了对不同例示性示例的描述,但该描述并不旨在是排他性的或限于所公开形式的示例。许多修改形式和变化形式对于本领域的普通技术人员而言将是显而易见的。另外,不同的例示示例可提供与其他例示示例相比不同的优点。选择和描述所选择的一个示例或多个示例,以便最佳地说明示例的原理、实际应用,并且使本领域的普通技术人员能够理解本公开有进行了适于所料想特定使用的各种修改的各种示例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。