1.本实用新型涉及注塑模具技术领域,具体是一种具有顶出结构的注塑模具。
背景技术:
2.注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后,得到成型品的方法。该方法适用于形状复杂部件的批量生产,是重要的加工方法之一;注塑成型一般都要使用注塑模具。
3.现有技术中,存在问题如下:
4.(1)为了方便成型的壳体顺利与模具相互脱离,一般在定模上设置有顶出机构,但是对于较薄的壳体,使用顶出机构,会使壳体上留有顶出痕迹;
5.(2)同时顶出机构一般使用的顶出针,较薄的成型壳体会局部受力过大,造成局部拱起,从而使成型壳体报废。
技术实现要素:
6.本实用新型的目的在于提供一种具有顶出结构的注塑模具,以解决上述背景技术中提出的问题。
7.本实用新型的技术方案是:一种具有顶出结构的注塑模具,包括定模,所述定模直接由模台和位于模台顶部的中部成型块两部分组成,所述模台的内部开设气腔,所述气腔的内部安装有密封组件,所述成型块顶部的边缘处开设有等距离分布的出气通道,所述出气通道与气腔相连通,所述模台顶部的四个拐角处安装有导向组件,所述导向组件上安装有动模,所述模台顶部的两侧均开设有滑孔,所述动模顶部的两侧均固定有接触杆,所述接触杆滑动安装在滑孔内壁。
8.进一步的,所述密封组件包括固定杆和固定环板,固定环板固定在气腔的内壁上,固定杆的顶部固定有锥形密封头,气腔的内壁开设有环形倒角,锥形密封头与环形倒角相适配,环形倒角的斜边上开设有垂直的通气道,固定杆的外周壁位于底端位置滑动完整在固定环板的内壁上。
9.进一步的,所述密封组件还包括第一环板,第一环板固定安装在固定杆的外周壁,第一环板位于固定环板正上方,所述固定杆的外周壁套接有第二弹簧,第二弹簧的两端分别与固定环板和第一环板相接触,固定杆的底部固定有固定板,模台的底部开设有滑槽,气腔和滑孔均贯通滑槽,固定板滑动安装在滑槽内壁上,固定板上下移动可以控制固定杆上下移动,在固定板没受到向下作用力的时候,第二弹簧会时刻顶住第一环板,使固定杆上的锥形密封头不与环形倒角接触。
10.进一步的,所述模台的顶部沿着成型块的圆周开设第一环形槽,第一环形槽内壁
的底部开设有等距离环形分布第一滑动腔,第一滑动腔内壁的底部开设有第一导向孔,第一导向孔滑动安装有第一导向杆,第一导向杆的外周壁固定有第二环板,第一导向杆的外周壁套接接安装有第三弹簧,第三弹簧的两端分别与第一滑动腔内壁的底部和第二环板的底部相接触,第一导向杆的顶部固定有顶出环板,第三弹簧复位,借由顶出环板将成型壳体顶出。
11.进一步的,所述动模底部的中部开设有成型腔,动模顶部的中部开设有注塑孔,注塑孔与成型腔相连通,注塑孔设置是为了便于倒入原料。
12.进一步的,所述动模底部沿着成型腔边缘开设有第二环形槽,第二环形槽内壁的顶部开设有等距离环形分布第二滑动腔,第二滑动腔内壁的底部开设有第二导向孔,第二导向孔的内壁滑动安装有第二导向杆,第二导向杆的外周壁固定有第三环板,第二导向杆的外周壁套接有第四弹簧,第四弹簧的两端分别与第二滑动腔内壁的顶部和第三环板的顶部相接触,第二导向杆的底部固定有压环板,这里需要说明第四弹簧的弹性系数远大于第三弹簧的弹性系数,动模上移过程中,第四弹簧复位,一直顶住顶出环板,当第四弹簧完全复位,直至压环板远离顶出环板,第三弹簧复位,借由顶出环板将成型壳体顶出。
13.进一步的,所述导向组件包括导向柱,模台顶部的四个拐角处均开设有进入腔,导向柱的底部固定在进入腔的底部,导向柱的外周壁滑动安装有定位筒,定位筒与进入腔相适配,导向柱的外周壁套接有第一弹簧,第一弹簧的两端分别与模台的顶部和定位筒的底部相接触,动模和定模完成贴合,定位筒会进入进入腔的内部,不会限制动模和定模贴合过程。
14.本实用新型通过改进在此提供一种具有顶出结构的注塑模具,与现有技术相比,具有如下改进及优点:
15.其一:本实用新型通过设置有密封组件、通气道和出气通道,成型后,动模上移过程中,此时接触杆先远离固定板,第二弹簧复位,通气道被打开,气体从出气通道流出,将成型壳体顶起,然后第四弹簧复位,一直顶住顶出环板,当第四弹簧完全复位,直至压环板远离顶出环板,第三弹簧复位,这样可以通过二次脱模的方式将壳体完成顶出成型块,通过利用气体气压顶出的方式,可以保证较薄的壳体受力均匀,不会因为局部受力过大而局部拱起,同样不会有顶出痕迹;
16.其二:本实用新型通过设置有进入腔,动模向下移动的过程中,定位筒会渐渐进入进入腔的内部,直至动模和定模完成贴合,定位筒都不会与进入腔的底部接触或刚好接触,这样可以保证动模和定模可以完全贴合。
附图说明
17.下面结合附图和实施例对本实用新型作进一步解释:
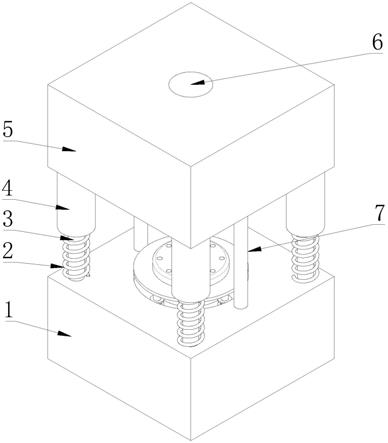
18.图1是本实用新型的立体结构示意图;
19.图2是本实用新型的正视剖切结构示意图;
20.图3是本实用新型的a处放大结构示意图;
21.图4是本实用新型的b处放大结构示意图;
22.图5是本实用新型的c处放大结构示意图。
23.附图标记说明:
24.1、定模;2、导向柱;3、第一弹簧;4、定位筒;5、动模;6、注塑孔;7、接触杆;8、固定板;9、固定杆;10、第一环板;11、顶出环板;12、压环板;13、第一导向杆;14、成型块;15、第二弹簧;16、第二环板;17、第三弹簧;18、出气通道;19、第二导向杆;20、第四弹簧;21、第三环板。
具体实施方式
25.下面对本实用新型进行详细说明,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.本实用新型通过改进在此提供一种具有顶出结构的注塑模具,本实用新型的技术方案是:
27.如图1-图5所示,一种具有顶出结构的注塑模具,包括定模1,定模1直接由模台和位于模台顶部的中部成型块14两部分组成,模台的内部开设气腔,气腔的内部安装有密封组件,成型块14顶部的边缘处开设有等距离分布的出气通道18,出气通道18与气腔相连通,模台顶部的四个拐角处安装有导向组件,导向组件上安装有动模5,模台顶部的两侧均开设有滑孔,动模5顶部的两侧均固定有接触杆7,接触杆7滑动安装在滑孔内壁。
28.进一步的,密封组件包括固定杆9和固定环板,固定环板固定在气腔的内壁上,固定杆9的顶部固定有锥形密封头,气腔的内壁开设有环形倒角,锥形密封头与环形倒角相适配,环形倒角的斜边上开设有垂直的通气道,固定杆9的外周壁位于底端位置滑动完整在固定环板的内壁上。
29.进一步的,密封组件还包括第一环板10,第一环板10固定安装在固定杆9的外周壁,第一环板10位于固定环板正上方,固定杆9的外周壁套接有第二弹簧15,第二弹簧15的两端分别与固定环板和第一环板10相接触,固定杆9的底部固定有固定板8,模台的底部开设有滑槽,气腔和滑孔均贯通滑槽,固定板8滑动安装在滑槽内壁上,固定板8上下移动可以控制固定杆9上下移动,在固定板8没受到向下作用力的时候,第二弹簧15会时刻顶住第一环板10,使固定杆9上的锥形密封头不与环形倒角接触。
30.进一步的,模台的顶部沿着成型块14的圆周开设第一环形槽,第一环形槽内壁的底部开设有等距离环形分布第一滑动腔,第一滑动腔内壁的底部开设有第一导向孔,第一导向孔滑动安装有第一导向杆13,第一导向杆13的外周壁固定有第二环板16,第一导向杆13的外周壁套接接安装有第三弹簧17,第三弹簧17的两端分别与第一滑动腔内壁的底部和第二环板16的底部相接触,第一导向杆13的顶部固定有顶出环板11,第三弹簧17复位,借由顶出环板11将成型壳体顶出。
31.进一步的,动模5底部的中部开设有成型腔,动模5顶部的中部开设有注塑孔6,注塑孔6与成型腔相连通,注塑孔6设置是为了便于倒入原料。
32.进一步的,动模5底部沿着成型腔边缘开设有第二环形槽,第二环形槽内壁的顶部开设有等距离环形分布第二滑动腔,第二滑动腔内壁的底部开设有第二导向孔,第二导向孔的内壁滑动安装有第二导向杆19,第二导向杆19的外周壁固定有第三环板21,第二导向杆19的外周壁套接有第四弹簧20,第四弹簧20的两端分别与第二滑动腔内壁的顶部和第三
环板21的顶部相接触,第二导向杆19的底部固定有压环板12,这里需要说明第四弹簧20的弹性系数远大于第三弹簧17的弹性系数,动模5上移过程中,第四弹簧20复位,一直顶住顶出环板11,当第四弹簧20完全复位,直至压环板12远离顶出环板11,第三弹簧17复位,借由顶出环板11将成型壳体顶出。
33.进一步的,导向组件包括导向柱2,模台顶部的四个拐角处均开设有进入腔,导向柱2的底部固定在进入腔的底部,导向柱2的外周壁滑动安装有定位筒4,定位筒4与进入腔相适配,导向柱2的外周壁套接有第一弹簧3,第一弹簧3的两端分别与模台的顶部和定位筒4的底部相接触,动模5和定模1完成贴合,定位筒4会进入进入腔的内部,不会限制动模5和定模1贴合过程。
34.工作原理:这里需要说明第四弹簧20的弹性系数远大于第三弹簧17的弹性系数,将滑槽与相关通气设备相接,向下移动动模5,此时动模5上的接触杆7先接触固定板8,使固定板8向下移动,固定板8带动固定杆9向下移动,固定杆9上第二弹簧15被第一环板10压缩,固定杆9上的锥形密封块将通气道堵塞,出气通道18没有气体流出,此过程中,压环板12对顶出环板11接触,顶出环板11向下移动,此时第三弹簧17被压缩,当顶出环板11与第一环形槽的内壁底部相接触,此时第四弹簧20被压缩,直至压环板12第二环形槽的内壁顶部相接触,此时动模5和定模1完成贴合,往注塑孔6倒入注塑料,成型后,动模5上移过程中,此时接触杆7先远离固定板8,第二弹簧15复位,通气道被打开,气体从出气通道18流出,将成型壳体顶起,然后第四弹簧20复位,一直顶住顶出环板11,当第四弹簧20完全复位,直至压环板12远离顶出环板11,第三弹簧17复位,这样可以通过二次脱模的方式将壳体完成顶出成型块14。
35.上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
