1.本技术涉及塑料包装杯制造设备的领域,尤其是涉及一种基材挤出压延机和塑料包装杯成型系统。
背景技术:
2.塑料杯由于其原料便宜且轻便,被广泛的制造成为包装壳体,塑料包装杯成型过程中将塑料原料融化后成型为板材,在将板材冲压成形为塑料杯。
3.相关技术中,授权公告号为cn207207170u的中国实用新型专利公开了一种包装薄膜生产线,其包括树脂料仓、计量斗、高速捏合机、塑化加压机、除水装置、辊筒机、四辊压延机、冷却辊群、切边机和卷绕装置,所述树脂料仓通过计量斗后与高速捏合机,所述高速捏合机的出料口与塑化加压机的进料口相连接,所述除水装置、辊筒机、四辊压延机、冷却辊群、切边机和卷绕装置按加工工序依次从左到有设置,所述除水装置包括吹风装置、鼓风机、水气分离装置和吸水装置,所述吹风装置与鼓风机相连接,所述鼓风机与水气分离装置相连接,所述吸水装置与水气分离装置相连接。
4.针对上述中的相关技术,发明人认为塑料原料经过相关技术中的生产线挤压后变成塑料基材,卷绕装置将冷却至常温后的塑料基材进行卷绕,冷却后的塑料基材用于塑料杯成型时需要重新进行加热,塑料杯成型需要的成本比较高。
技术实现要素:
5.为了降低塑料杯成型的成本,本技术提供一种基材挤出压延机和塑料包装杯成型系统。
6.第一方面,本技术提供的一种基材挤出压延机采用如下的技术方案:
7.一种基材挤出压延机,包括压延机机架、冷却辊和压辊,所述冷却辊和压延机机架转动连接,所述压辊位于冷却辊顶部,所述压辊和冷却辊平行设置,所述压辊和冷却辊之间设置有用于穿过基材的间隙。
8.通过采用上述技术方案,塑料基材经过压延机压制成为薄板后,塑料基材的温度较高,温度较高的塑料基材沿冷却辊外壁进行降温,减少塑料基材发生破碎的可能性,未降温至室温的塑料基材穿过压辊和冷却辊之间的间隙直接与成型机的进料口连接,减少塑料基材缠绕在卷绕装置后进行加热的可能性,减少操作人员搬运塑料基材的劳动强度,方便降低塑料杯成型的成本。
9.可选的,所述压辊和压延机机架转动连接。
10.通过采用上述技术方案,压辊在基材和压延机分离时能够转动,方便减少基材与冷却辊周侧分离的摩擦力,减少基材运动受损的可能性,提高基材和冷却辊分离的便利性。
11.可选的,还包括至少两个连接组件,所述连接组件设置有冷却辊的端部,所述连接组件位于冷却辊和压延机机架之间。
12.通过采用上述技术方案,通过设置连接组件,能够方便对冷却辊及时进行检修,减
少检修冷却辊的劳动强度,提高冷却辊转动的可靠性。
13.可选的,所述连接组件包括轴承和端盖,所述压延机机架朝向冷却辊一侧开设有安装槽,所述轴承外侧和安装槽侧壁贴合,所述轴承内侧和冷却辊外壁贴合,所述端盖侧壁和压延机机架可拆卸连接。
14.通过采用上述技术方案,通过设置轴承和端盖,轴承能够减少冷却辊和压延机转动产生的摩擦力,减少冷却辊产生磨损的可能性,同时拆卸端盖后能方便操作人员对冷却辊的周侧进行检修,从而内提高基材围绕冷却辊周侧转动的稳定性。
15.可选的,所述冷却辊内开设有空腔,所述空腔沿冷却辊的长度方向开设。
16.通过采用上述技术方案,在冷却辊内设置空腔,空腔能够减少冷却辊与塑料基材接触时的导热效率,减少冷却辊造成塑料基材温度下降太高的可能性,方便减少成型机对塑料基材进行加热的热量消耗较大的可能性,方便降低塑料杯成型所需的成本。
17.可选的,所述压辊外径的尺寸大于30cm。
18.通过采用上述技术方案,能够方便塑料基材绕设在冷却辊周侧,同时也能够减少塑料基材和冷却辊接触时间较短的可能性,降低塑料基材温度较高导致产生破损的可能性。
19.可选的,所述压辊和压延机机架之间设置有滑动连接件,所述滑动连接件外侧和压延机机架滑动连接,所述滑动连接件内侧和压辊转动连接。
20.通过采用上述技术方案,通过滑动连接件围绕冷却辊的轴线转动,方便操作人员手动调节基材和冷却辊的贴合面积,方便操作人员调节基材的冷却温度,提高基材向成型机运输的可靠性。
21.第二方面,本技术还公开一种塑料包装杯成型系统,包括成型机和上述的基材挤出压延机,所述成型机的进料口朝向冷却辊一侧。
22.通过采用上述技术方案,基材离开冷却辊后向成型机运动,经过初步降温的基材沿进料口进入成型机,成型机将基材压制成型为塑料杯,减少塑料杯制造过程中需要消耗的能量,降低塑料杯成型的成本。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过设置冷却辊和压辊,基材绕设在冷却辊的周侧,压辊将基材压制在冷却辊的周侧,基材在冷却辊的周侧进行初步冷却,基材进行初步冷却后向成型机运动,成型机对基材进行加热,减少塑料杯成型需要加热的热量,方便降低塑料杯成型的成本;
25.2.通过压辊和压延机架体之间转动连接,减少基材和冷却辊转动产生的摩擦力,方便基材围绕冷却辊转动,提高基材与冷却辊周侧分离的可靠性;
26.3.通过在冷却辊内开设空腔,空腔能够减少冷却辊的导热效率,降低冷却辊对基材进行降温的温度,减少冷却辊造成塑料基材温度下降太高的可能性,方便降低塑料杯成型所需的成本。
附图说明
27.图1是本技术实施例的一种基材挤出压延机的结构示意图。
28.图2是本技术实施例的一种基材挤出压延机的立体剖视图。
29.图3是图2中a部分的放大图。
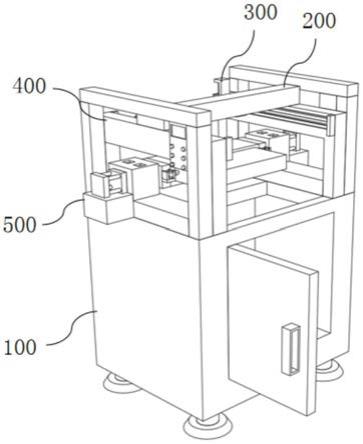
30.图4是本技术实施例的一种塑料包装杯成型系统的结构示意图。
31.附图标记说明:1、压延机机架;11、安装槽;12、滑槽;2、冷却辊;21、空腔;3、压辊;4、连接组件;41、轴承;42、端盖;43、卡环;5、滑动连接件;6、成型机;61、进料口;7、固定件。
具体实施方式
32.以下结合附图1-3对本技术作进一步详细说明。
33.本技术实施例公开一种基材挤出压延机。参照图1、图2和图3,基材挤出压延机包括压延机机架1、冷却辊2和压辊3,压延机机架1水平设置,冷却辊2和压辊3均水平设置,冷却辊2为圆柱形,冷却辊2的材质为钢,冷却辊2的半径不小于30cm,在本实施例中,冷却辊2的外径设置为30cm,冷却辊2的端部和压延机机架1转动连接;压辊3位于冷却辊2的上方,压辊3的轴线和冷却辊2的轴线平行,压辊3和冷却辊2间隔设置。塑料原料经过热融和压延机的碾压后,塑料基材表面的温度约为110℃,塑料基材环绕在冷却辊2的周侧,塑料基材穿过冷却辊2和压辊3之间的间隙后与成型机6连接,塑料基材进过冷却辊2的降温后温度下降至约80℃,塑料基材在经过温度降低后,塑料基材的完整性提高,成型机6带动对塑料基材进行少量的升温后冲压成型为塑料杯,能够减少操作人员手动进行搬运卷绕的塑料基材的劳动强度,同时也能够减少塑料杯成型时需要消耗的能量,降低塑料杯成型所需的成本。
34.参照图2和图3,为了提高塑料基材和冷却辊2分离的可靠性,压辊3和压延机机架1转动连接,冷却辊2与压延机机架1的连接处设置有连接组件4,压延机机架1朝向冷却辊2的一侧开设有安装槽11,连接组件4设置有两个,一个连接组件4位于冷却辊2的一端,另一个连接组件4位于冷却辊2的另一端,连接组件4包括轴承41和端盖42,轴承41内圈和冷却辊2的外圈过盈连接,轴承41外圈和安装槽11侧壁贴合,冷却辊2远离安装槽11侧壁的一侧还设有卡环43,卡环43和压延机机架1通过螺栓固定连接;端盖42设置在轴承41外侧,端盖42和压延机机架1通过螺栓固定连接。当需要对冷却辊2进行维护时,先拆卸端盖42,轴承41和冷却辊2的固定状态将解除,操作人员拆卸卡环43,轴承41和冷却辊2与安装槽11侧壁发生分离,方便操作人员对冷却辊2进行维护,提高冷却辊2对塑料基材进行初步降温的稳定性。
35.参照图2和图3,为了提高方便调节塑料基材的冷却效果,冷却辊2内部开设有空腔21,通过设置空腔21能够增加塑料基材传热的导热介质,从而减少塑料基材降温速度较快的可能性;压延机机架1上开设有滑槽12,滑槽12为弧形,滑槽12围绕冷却辊2的轴线设置,压辊3位于滑槽12内,压辊3和滑槽12侧壁滑动连接,压辊3和滑槽12侧壁之间设置有滑动连接件5,滑动连接件5设置有两个,两个滑动连接件5设置在压辊3的端部,滑动连接件5和压辊3转动连接,滑动连接件5和滑槽12侧壁滑动连接,滑动连接件5朝向压延机机架1侧壁的一侧设置有固定件7,固定件7和滑动连接件5螺纹连接,固定件7穿过滑动连接件5和压延机机架1抵接。当塑料基材散热效率较低时,操作人员解锁固定件7,滑动连接件5的固定状态解除,操作人员沿滑槽12滑动滑动连接件5,从而提高塑料基材和冷却辊2之间贴合的面积,方便将塑料基材的温度进行降低,减少塑料基材发生破碎的可能性。
36.本技术实施例一种基材挤出压延机的实施原理为:塑料原料经过热融和压延机的碾压后变成薄膜状的塑料基材,塑料基材环绕在冷却辊2的周侧,塑料基材穿过冷却辊2和压辊3之间的间隙,塑料基材经过冷却辊2的降温后与成型机6连接,当塑料基材的散热效率较快时,操作人员解锁固定件7,沿滑槽12推动滑动连接件5,塑料基材和冷却辊2的接触面
积减小,从而减少塑料基材温度下降的幅度;当冷却辊2表面发生损伤时,操作人员先拆卸端盖42,冷却辊2的固定状态解除,之后在拆卸卡环43,轴承41和冷却辊2与压延机机架1分离,操作人员对拆卸的冷却辊2进行更换,方便塑料基材稳定向成型机6运动。
37.本技术还公开一种塑料包装杯成型系统。
38.参照图4,塑料包装杯成型系统包括成型机6和上述的基材挤出压延机,成型机6和基材挤出压延机对应设置,成型机6的进料口61朝向冷却辊2一侧,基材离开冷却辊2和压辊3之间的间隙后经过进料口61进入成型机6,成型机6将塑料基材进行少量的加热后进行冲压成型为塑料包装杯,减少塑料基材加热所需的热量,降低塑料包装杯成型的成本。
39.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。