1.本发明涉及分拣技术领域,特别是一种条烟分拣合流装置及方法。
背景技术:
2.近年来,随着卷烟市场需求多样化发展,异型烟的快速增长已成为行业发展新的亮点和经济增长点。由于市场对中支、细支等异型烟的需求量的迅猛增长,对分拣设备、分拣控制也提出了更高的要求。异型烟市场成为了各设备供应商争相角逐的发力点,更能体现出企业的竞争力。各种新产品、新技术如雨后春笋般应运而生,目前市场上主流的分拣方式主要有:1、单独建立分拣线,配送为两个包;2、单独建立分拣线,使用机器手进行合包;3、异型烟与标准烟共线分拣。其中第三种分拣模式既解决了“两个包”的问题,又能提高合包效率,成为目前一种发展趋势。
技术实现要素:
3.有鉴于此,本发明提供了一种条烟分拣合流装置及方法,采用本发明所述装置及方法可以对异型烟与标准烟实现共线分拣的同时,大大的提高了分拣效率,降低了差错率以及人工成本,起到了降本增效的作用。
4.本发明提供一种条烟分拣合流装置,其包括标准烟分拣线、异型烟分拣线、合流分拣线和合包单元;所述合流分拣线包括计数分发机和挡板;所述标准烟分拣线的输出端设置所述挡板;所述异型烟分拣线的输出端设置所述计数分发机;所述合流分拣线与所述合包单元连接。
5.优选地,所述标准烟分拣线用于完成标准烟分拣任务,将计算机系统下达的分拣订单进行任务解析,存储到任务表和推表中进行任务分发,在所述标准烟分拣线的端头控制点采用所述计数分发机进行任务缓存以及信息处理;
6.所述异型烟分拣线用于完成异型烟分拣任务,将计算机系统下达的分拣订单进行任务解析,存储到任务表和推表中进行任务分发,在所述异型烟分拣线的端头控制点采用所述挡板进行任务缓存以及信息处理;
7.所述合流分拣线用于将所述标准烟分拣线和所述异型烟分拣线输出的条烟进行合流控制;
8.所述合包单元用于将合流控制输出的条烟进行合并包装;所述标准烟和异型烟均为条烟。
9.优选地,所述计数分发机用于控制标准烟缓存和合流出烟;所述挡板用于控制异型烟的出烟,完成所述标准烟分拣线和所述异型烟分拣线输出条烟的合流。
10.优选地,所述标准烟分拣线设置在所述异型烟分拣线的上面。
11.本发明还提供了一种条烟分拣合流方法,使用上述所述的装置,其包括以下步骤:
12.标准烟分拣线和异型烟分拣线分别进行条烟分拣;
13.将分拣后输出的条烟进行合流控制;
14.将合流控制得到的条烟进行合并包装。
15.优选地,所述异型烟分拣线进行条烟分拣的步骤为:
16.1)计算机系统将分拣订单依次下达到plc,plc根据第一皮带运行产生的编码值来解析订单;
17.2)将订单解析成任务表和推表,根据推表产生第一分发机的条烟的分发控制;
18.3)根据任务表产生分拣过程跟踪的控制点信息及任务执行状态。
19.优选地,所述步骤3)包括:
20.在第一挡板处设置一个控制点,每个任务第一条烟到达此控制点时提取该订单的条烟数量;
21.根据获取的条烟数量计算第三挡板的挡烟时间;
22.当挡烟时间减为0、第一挡板无数量且它的光电管无信号,则第二挡板放行条烟;
23.当第一挡板放行条烟的上升沿将条烟数量信息传到第二挡板,第二挡板的光电管有信号后启动延时定时器,延时时间到、第三挡板无数量且其光电管无信号,则第二挡板放行条烟;
24.第三挡板的控制方法与第二挡板的控制方法一样;当所述任务对应的第一条烟到达第四挡板后,则将所述任务的任务状态设置为完成。
25.优选地,所述根据获取的条烟数量计算第三挡板的挡烟时间,包括:
26.挡烟时间=条烟数量*系数,第二皮带每运行100ms则挡烟时间减100ms。
27.优选地,所述标准烟分拣线进行条烟分拣的步骤为:
28.计算机系统将分拣订单依次下达到plc,plc根据第三皮带运行产生的编码值来解析订单,将订单解析成任务表和推表,根据推表产生第二分发机的条烟的分发控制,根据任务表产生分拣过程跟踪的控制点信息及任务执行状态;
29.条烟分发到第三皮带,第三皮带将条烟往前输送;条烟在第四皮带、第五皮带上聚拢缓存;
30.所述任务对应的最后一条烟到达第五皮带后将该任务状态置完成。
31.优选地,所述将分拣后输出的条烟进行合流控制包括:
32.计算机系统将分拣订单依次下达到plc,plc根据第六皮带运行产生的编码值来解析订单,将订单解析成任务表和推表,根据推表产生第三分发机的条烟的分发控制及第四挡板的出烟控制,根据任务表产生分拣过程跟踪的控制点信息及任务执行状态。
33.由于采用了上述技术方案,本发明具有如下的优点:采用本发明所述装置及方法可以对异型烟与标准烟实现共线分拣的同时,大大的提高了分拣效率,降低了差错率以及人工成本,起到了降本增效的作用。具体为:(1)下层子线采用挡板分拣,可同时分拣标烟、细支烟和异型烟;设立多级挡板,则能增加合流前的缓存;(2)上层子线在合流口使用计数分发机,缓存皮带上各个订单的烟不设有间距,可以全部聚拢,能最大限度地增加条烟的缓存数量;(3)下层子线合流入口用挡板,上层子线合流入口用计数分发机,上下层合流成一个订单,即将客户的多种规格烟放到一个包里,减少因标准烟、细支烟、中支烟单独分拣与单独打包造成的包装材料浪费,且减少因分拣分包在配送中人工合包花费的时间和人力;(4)分拣合流效率可以达到1.6万条/小时以上,大大提高条烟分拣效率,降低分拣成本。
附图说明
34.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明实施例中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
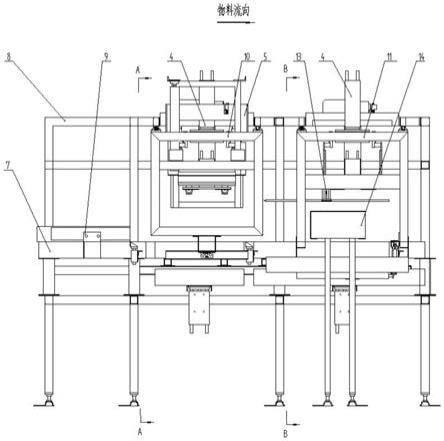
35.图1为本发明实施例的一种异型烟分拣线的结构示意图;
36.图2为本发明实施例的一种标准烟分拣线的结构示意图;
37.图3为本发明实施例的一种合流分拣线的结构示意图;
38.图4为本发明实施例的一种条烟分拣合流方法的流程示意图;
39.图5为本发明实施例的一种条烟分拣合流方法的详细流程示意图;
40.附图标号:1-第一分发机,2-第一皮带,7-第二皮带,8-第一挡板,9-第二挡板,10-第三挡板,11-第四挡板,14-第二分发机,15-第三皮带,16-第四皮带,17-第五皮带,20-第三分发机,22-第六皮带。
具体实施方式
41.结合附图和实施例对本发明作进一步说明,显然,所描述的实施例仅是本发明实施例一部分实施例,而不是全部的实施例。本领域普通技术人员所获得的所有其他实施例,都应当属于本发明实施例保护的范围。
42.参见图1、图2和图3,本发明给出了一种条烟分拣合流装置的实施例,具体地,该装置包括标准烟分拣线、异型烟分拣线、合流分拣线和合包单元;合流分拣线包括计数分发机和挡板;标准烟分拣线的输出端设置挡板;异型烟分拣线的输出端设置计数分发机;合流分拣线与合包单元连接。
43.本实施例中,标准烟分拣线用于完成标准烟分拣任务,将计算机系统下达的分拣订单进行任务解析,存储到任务表和推表中进行任务分发,在标准烟分拣线的端头控制点采用计数分发机进行任务缓存以及信息处理;
44.异型烟分拣线用于完成异型烟分拣任务,将计算机系统下达的分拣订单进行任务解析,存储到任务表和推表中进行任务分发,在异型烟分拣线的端头控制点采用挡板进行任务缓存以及信息处理;
45.合流分拣线用于将标准烟分拣线和异型烟分拣线输出的条烟进行合流控制;标准烟和异型烟均为条烟。
46.合包单元用于将合流控制输出的条烟进行合并包装,标准烟和异型烟均为条烟。条烟即为条状的烟。
47.本实施例中,计数分发机用于控制标准烟缓存和合流出烟;挡板用于控制异型烟的出烟,完成标准烟分拣线和异型烟分拣线输出条烟的合流。
48.本实施例中,标准烟分拣线设置在异型烟分拣线的上面。
49.参见图4和图5,本发明还提供了一种条烟分拣合流方法的实施例,使用上述的装置,其包括以下步骤:
50.s401:标准烟分拣线和异型烟分拣线分别进行条烟分拣;
51.s402:将分拣后输出的条烟进行合流控制;
52.s403:将合流控制得到的条烟进行合并包装。
53.本实施例中,异型烟分拣线进行条烟分拣的步骤为:
54.1)计算机系统将分拣订单依次下达到plc,plc根据第一皮带(2)运行产生的编码值来解析订单;
55.2)将订单解析成任务表和推表,根据推表产生第一分发机(1)的条烟的分发控制;
56.3)根据任务表产生分拣过程跟踪的控制点信息及任务执行状态。
57.本实施例中,步骤3)包括:
58.在第一挡板(8)处设置一个控制点,每个任务第一条烟到达此控制点时提取该订单的条烟数量;
59.根据获取的条烟数量计算第三挡板的挡烟时间;
60.当挡烟时间减为0、第一挡板(8)无数量且它的光电管无信号,则第二挡板(9)放行条烟;
61.当第一挡板(8)放行条烟的上升沿将条烟数量信息传到第二挡板(9),第二挡板(9)的光电管有信号后启动延时定时器,延时时间到、第三挡板(10)无数量且其光电管无信号,则第二挡板(9)放行条烟;
62.第三挡板(10)的控制方法与第二挡板(9)的控制方法一样;当任务对应的第一条烟到达第四挡板(11)后,则将任务的任务状态设置为完成。
63.本实施例中,根据获取的条烟数量计算第三挡板的挡烟时间,包括:
64.挡烟时间(s)=条烟数量*系数(取值范围为0.03-0.1),第二皮带(7)每运行100ms则挡烟时间减100ms。
65.本实施例中,标准烟分拣线进行条烟分拣的步骤为:
66.计算机系统将分拣订单依次下达到plc,plc根据第三皮带(15)运行产生的编码值来解析订单,将订单解析成任务表和推表,根据推表产生第二分发机(14)的条烟的分发控制,根据任务表产生分拣过程跟踪的控制点信息及任务执行状态;
67.条烟分发到第三皮带(15),第三皮带(15)将条烟往前输送;条烟在第四皮带(16)、第五皮带(17)上聚拢缓存;
68.任务对应的最后一条烟到达第五皮带后将该任务状态置完成。
69.本实施例中,将分拣后输出的条烟进行合流控制包括:
70.计算机系统将分拣订单依次下达到plc,plc根据第六皮带(22)运行产生的编码值来解析订单,将订单解析成任务表和推表,根据推表产生第三分发机(20)的条烟的分发控制及第四挡板(11)的出烟控制,根据任务表产生分拣过程跟踪的控制点信息及任务执行状态。
71.通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到各实施方式可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件。基于这样的理解,上述技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品可以存储在计算机可读存储介质中,所述计算机可读记录介质包括用于以计算机(例如计算机)可读的形式存储或传送信息的任何机制。
72.最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制,尽管参照上述实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本发明的具体实施方式进行修改或者等同替换,而未脱离本发明精神和范围的任何
修改或者等同替换,其均应涵盖在本发明的权利要求保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。