1.本公开涉及燃料电池技术领域,具体地,涉及一种双极板焊接夹具、激光焊接装置和双极板焊接方法。
背景技术:
2.质子交换膜燃料电池是一种直接将储存在燃料(如氢气)和氧化剂(如空气)中的化学能转化为电能的发电装置,与现有的传统能量转化技术相比,燃料电池具有许多优点,包括更高的能量转化效率,污染物零排放,无运动部件、工作安静等。
3.燃料电池有很多类型,本公开聚焦于质子交换膜燃料电池(pemfc),在质子交换膜燃料电池中,双极板是核心部件,在整个燃料电池电堆重量和成本中占了相当大的比重,其发挥的主要作用如下:为电堆起架构支撑作用;为参与反应的氢气、空气及冷却电堆的冷却液三种介质提供流通通道(或称为“流场”),同时又将三种介质隔离开;导电作用,将各个单电池串联成一个整堆。
4.其中,双极板一般由燃料剂板和氧化剂板叠加后焊接而成,由于双极板的板材较薄且容易变形,在焊接时因硬硬贴合容易造成局部接触不充分引起焊接不良产生漏气现象,其焊接气密性直接影响电堆的发电效率、性能及安全。而焊接夹具的设计又影响着双极板的焊接质量,由于双极板面积一般大于300cm2,目前的焊接夹具不能保证每次焊接两块单极板焊缝可以完全贴合,焊接气密性良率一般在95%左右,造成了一定的生产浪费,如何保证两块单极板焊缝可以完全贴合,提高焊接气密性良率是本领域亟待解决的问题。
技术实现要素:
5.本公开的目的是提供一种双极板焊接夹具、激光焊接装置和双极板焊接方法,本公开利用硅胶垫条的优良弹性,补偿双极板的两个单极板之间的微小变形,使两个单极板焊接部位可以充分接触,焊接后无微小焊缝,具有优良的气密性,提高了双极板焊接良率。
6.为了实现上述目的,本公开提供一种双极板焊接夹具,包括依次层叠布置的铁磁性夹板、硅胶垫条和电磁铁夹板,所述硅胶垫条设置在所述电磁铁夹板上,所述铁磁性夹板和所述硅胶垫条之间存在间隔,所述间隔用于容纳双极板,所述铁磁性夹板用于在所述电磁铁夹板吸合力作用下将所述双极板压紧在所述硅胶垫条上。
7.可选地,所述电磁铁夹板上开设有凹槽,所述硅胶垫条镶嵌于所述凹槽内。
8.可选地,所述凹槽的底部设置有透气孔。
9.可选地,所述硅胶垫条凸出于所述电磁铁夹板表面。
10.可选地,所述凹槽的纵截面为半圆形结构,所述硅胶垫条的形状与所述凹槽的内侧壁相配合。
11.可选地,所述电磁铁夹板上形成有定位部,所述定位部用于对所述双极板进行定位。
12.可选地,所述定位部为定位销,所述定位销用于与所述双极板上的定位孔相配合,
以对所述双极板进行定位。
13.可选地,所述定位销的数量为多个,多个所述定位销在所述电磁铁夹板上呈对角设置。
14.本公开还提供一种激光焊接装置,包括激光焊接机器人和上述所述的双极板焊接夹具,所述激光焊接机器人用于对所述双极板进行焊接。
15.本公开还提供一种双极板焊接方法,采用上述所述的激光焊接装置,该方法包括:
16.将所述双极板上的安装孔套装在所述电磁铁夹板的定位销上,并使所述双极板的下表面与所述硅胶垫条贴合;
17.将铁磁性夹板放置在所述双极板的上表面上,并对所述电磁铁夹板通电,以使所述铁磁性夹板在所述电磁铁夹板吸合力作用下将所述双极板压紧在所述硅胶垫条上;
18.所述激光焊接机器人动作,沿所述双极板的焊接轨迹进行焊接;
19.焊接完毕后,所述电磁铁夹板断电,并依次取下所述铁磁性夹板和焊接完成的所述双极板。
20.通过上述技术方案,利用硅胶垫条的优良弹性,补偿双极板的两个单极板之间的微小变形,使两个单极板焊接部位可以充分接触,焊接后无微小焊缝,具有优良的气密性,提高了双极板焊接良率。
21.本公开的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
22.附图是用来提供对本公开的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本公开,但并不构成对本公开的限制。在附图中:
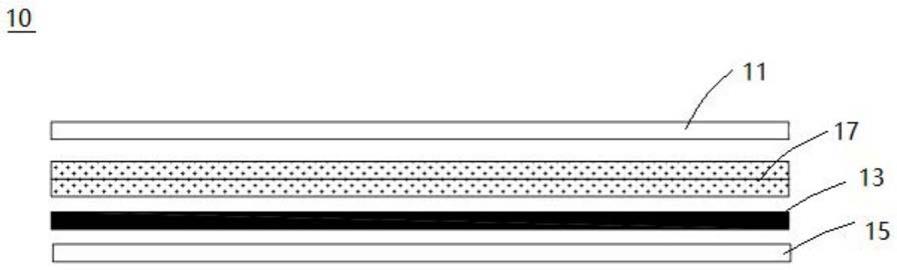
23.图1是本公开提供的一种实施方式的双极板焊接夹具的结构示意图;
24.图2是本公开提供的一种实施方式的电磁铁夹板的结构示意图。
25.附图标记说明
26.10-双极板焊接夹具;
27.11-铁磁性夹板;
28.13-硅胶垫条;
29.15-电磁铁夹板;
30.17-双极板;
31.19-凹槽;
32.21-透气孔;
33.23-定位销。
具体实施方式
34.以下结合附图对本公开的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本公开,并不用于限制本公开。
35.在本公开中,在未作相反说明的情况下,使用的方位词如“上、下、左、右”通常是附图的图面的方向定义的,“内、外”是指相关零部件的内、外。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
36.在本公开的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本公开中的具体含义。
37.如图1和图2所示,本公开提供一种双极板焊接夹具10,包括依次层叠布置的铁磁性夹板11、硅胶垫条13和电磁铁夹板15,硅胶垫条13设置在电磁铁夹板15上,铁磁性夹板11和硅胶垫条13之间存在间隔,间隔用于容纳双极板17,铁磁性夹板11用于在电磁铁夹板15吸合力作用下将双极板17压紧在硅胶垫条13上。
38.通过上述技术方案,由燃料剂板和氧化剂板叠加后形成的双极板17位于铁磁性夹板11和硅胶垫条13之间,且双极板17的上表面与铁磁性夹板11贴合,双极板17的下表面与硅胶垫条13贴合。电磁铁夹板15在通电后能够产生强磁力,对铁磁性夹板11产生较强的吸合力,在铁磁性夹板11吸合力的作用下,铁磁性夹板11朝向电磁铁夹板15移动,将双极板17压紧在硅胶垫条13上,利用硅胶垫条13的优良弹性,补偿燃料剂板和氧化剂板之间的微小变形,使燃料剂板和氧化剂板的焊接部位可以充分接触,焊接后无微小焊缝,具有优良的气密性,提高了双极板17焊接良率。
39.本公开的一种实施方式中,铁磁性夹板11采用的材质包括但不限于铁、钴、镍等。
40.可以理解的是,本公开的一种实施方式中,硅胶垫条13可用任意软性材质替代,例如,软性橡胶。
41.本公开的一种实施方式中,铁磁性夹板11和电磁铁夹板15均为水平板体,铁磁性夹板11位于电磁铁夹板15的上方,且铁磁性夹板11与电磁铁夹板15之间相互平行。
42.本公开的一种实施方式中,双极板17的尺寸略小于电磁铁夹板15和/或铁磁性夹板11的尺寸,且燃料剂板和氧化剂板之间的焊缝形成闭合路径,使该焊缝具有良好的气密性。
43.可选地,电磁铁夹板15上开设有凹槽19,硅胶垫条13镶嵌于凹槽19内。
44.通过上述技术方案,将硅胶垫条13固定在电磁铁夹板15上。
45.本公开的一种实施方式中,电磁铁夹板15朝向铁磁性夹板11的一侧表面上开设有凹槽19,硅胶垫条13镶嵌于凹槽19内。
46.本公开的一种实施方式中,双极板17的焊接轨迹与凹槽19的边沿相对应。
47.可选地,凹槽19的底部设置有透气孔21。
48.通过上述技术方案,在硅胶垫条13受挤压时,硅胶垫条13与凹槽19之间的空气能够从透气孔21排出,避免硅胶垫条13与凹槽19之间形成气泡式空腔,影响硅胶垫条13与凹槽19之间的力传递。
49.本公开的一种实施方式中,凹槽19的侧壁上也可以开设透气孔21。
50.可选地,硅胶垫条13凸出于电磁铁夹板15表面。
51.通过上述技术方案,可以避免双极板17与电磁铁夹板15之间硬接触。
52.本公开的一种实施方式中,受挤压后的硅胶垫条13的上表面不低于电磁铁夹板15设置有凹槽19的一侧的表面。
53.可选地,凹槽19的纵截面为半圆形结构,硅胶垫条13的形状与凹槽19的内侧壁相配合。
54.通过上述技术方案,能够实现硅胶垫条13与凹槽19之间的紧密配合,以使硅胶垫条13受力均匀。
55.本公开对凹槽19的具体结构不作限定,可选地,本公开的一种实施方式中,凹槽19为半圆柱凹槽。
56.本公开对硅胶垫条13的具体结构不作限定,可选地,本公开的一种实施方式中,硅胶垫条13可以为半圆柱结构,也可以为圆柱结构。
57.可选地,电磁铁夹板15上形成有定位部,定位部用于对双极板17进行定位。
58.通过上述技术方案,定位部能够实现对双极板17的定位。
59.本公开对定位部的具体结构不作限定,可选地,本公开的一种实施方式中,定位部包括但不限于定位销23、定位块、定位槽等。
60.可选地,定位部为定位销23,定位销23用于与双极板17上的定位孔相配合,以对双极板17进行定位。
61.通过上述技术方案,利用定位销23与双极板17上的定位孔相配合,实现对双极板17定位,避免双极板17发生移动,同时,还可以实现燃料剂板和氧化剂板的焊接部位的定位,避免燃料剂板和氧化剂板的焊接部位之间发生错位。
62.可选地,定位销23的数量为多个,多个定位销23在电磁铁夹板15上呈对角设置。
63.通过上述技术方案,定位销23对角设置,能够实现快速、准确的定位。
64.本公开还提供一种激光焊接装置,包括激光焊接机器人和上述双极板焊接夹具10,激光焊接机器人用于对双极板17进行焊接。
65.通过上述技术方案,利用激光焊接机器人对双极板焊接夹具10夹持的双极板17进行焊接,激光焊接可以形成完整的闭合焊缝,具有优良的气密性,可以大大提高双极板17焊接良率。
66.本公开采用硅胶垫条13的目的:硅胶属于软性材料,且硅胶几乎不吸收激光,故焊接时不会产生烧焦冒烟等问题,同时,硅胶垫条13固定后可以长期使用,几乎没有损耗,成本低、便于操作。
67.本公开还提供一种双极板焊接方法,采用上述激光焊接装置,该方法包括:
68.将双极板17上的安装孔套装在电磁铁夹板15的定位销23上,并使双极板17的下表面与硅胶垫条13贴合,双极板17的焊接轨迹与硅胶垫条13的边沿相对应。
69.将铁磁性夹板11放置在双极板17的上表面上,并对电磁铁夹板15通电,以使铁磁性夹板11在电磁铁夹板15吸合力作用下将双极板17压紧在硅胶垫条13上。
70.激光焊接机器人按照预设程序动作,沿双极板17的焊接轨迹进行焊接。
71.焊接完毕后,电磁铁夹板15断电,并依次取下铁磁性夹板11和焊接完成的双极板17。
72.通过上述技术方案,利用硅胶垫条13的优良弹性,补偿双极板17的两个单极板之间的微小变形,使两个单极板焊接部位可以充分接触,激光焊接后无微小焊缝,具有优良的气密性,提高了双极板17焊接良率。
73.以上结合附图详细描述了本公开的优选实施方式,但是,本公开并不限于上述实施方式中的具体细节,在本公开的技术构思范围内,可以对本公开的技术方案进行多种简单变型,这些简单变型均属于本公开的保护范围。
74.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本公开对各种可能的组合方式不再另行说明。
75.此外,本公开的各种不同的实施方式之间也可以进行任意组合,只要其不违背本公开的思想,其同样应当视为本公开所公开的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。