1.本实用新型属于高强度钢箱型钢梁工地环焊缝焊接技术领域,具体涉及一种焊缝柔性温控加热带。
背景技术:
2.随着现代钢桥梁建设的需要,在不大幅增加工程量的基础上实现大跨度,减小钢梁截面,节约用钢量,高强度钢的应用已经越来越广泛。比如2016年开建的沪通长江大桥,首次使用500mpa级高强钢;2018年开建的武汉江汉七桥,首次使用690mpa级高强钢。钢级越高碳当量就越高,可焊性就会越差,高强度钢对焊接预热温度及冷却速度敏感,出现焊接裂纹的概率很高,特别是工地高空焊接施工,为了保证钢梁厚板工地焊接质量,落实有效的焊缝防裂抗裂措施,就需要一种高效的预热及缓冷装置。
技术实现要素:
3.为了解决现有技术中存在的上述问题,本实用新型提供了一种焊缝柔性温控加热带。本实用新型要解决的技术问题通过以下技术方案实现:
4.一种焊缝柔性温控加热带,包括感应加热线圈,所述感应加热线圈呈带状环形中空结构,且所述感应加热线圈通过包覆耐高温防火材料封装;所述耐高温防火材料上均布有若干永磁铁,且所述永磁铁位于同一侧面上,所述感应加热线圈上连接有电源快插接头。
5.进一步地,所述中空部位的宽度为100
‑
120mm。
6.本实用新型的有益效果:
7.本实用新型的加热带自身不发热,安全性高,焊接过程不用取下,可实现焊前预热、焊中保温及焊后缓冷功能,有效防止高强钢焊接裂纹产生,保证钢梁的焊接质量。
8.以下将结合附图及实施例对本实用新型做进一步详细说明。
附图说明
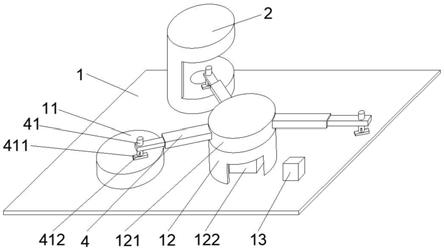
9.图1为本实用新型的结构示意图;
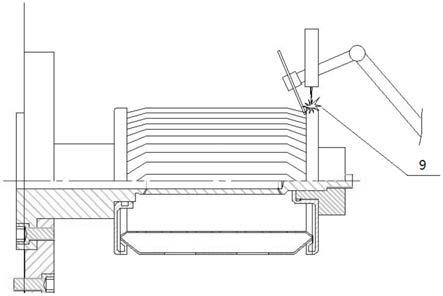
10.图2为本实用新型的加热带在箱型钢梁环焊缝左右两侧时的使用状态示意图;
11.图3为图2中a部分的放大结构示意图;
12.图4为图2的侧视结构示意图;
13.图5为本实用新型的加热带在箱型钢梁环焊缝上下两端时的使用状态示意图。
14.附图标记说明:
[0015]1‑
感应加热线圈;2
‑
永磁铁;3
‑
电源快插接头;4
‑
感应加热器;5
‑
热电偶。
具体实施方式
[0016]
下面结合具体实施例对本实用新型做进一步详细的描述,但本实用新型的实施方式不限于此。
[0017]
实施例1
[0018]
请参见图1,本实用新型实施例提供了一种焊缝柔性温控加热带,包括感应加热线圈1,该感应加热线圈1呈带状环形中空结构,且感应加热线圈1通过包覆耐高温防火布封装,避免感应加热线圈在使用时被损毁;该耐高温防火布上均布有若干永磁铁2,且永磁铁2位于同一侧面上,该感应加热线圈上连接有电源快插接头3。
[0019]
进一步地,该感应加热线圈1由直径8mm的线缆绕制成宽度为150mm的环形;感应加热线圈1通过若干永磁铁2贴附在待焊接的焊件上,且焊缝坡口位于感应加热线圈1中空部位的中心;且两两相邻的永磁铁2之间间隔为0.5m,每块永磁铁2的吸力不小于1kg,以保证感应加热线圈1在焊件表面的附着力。
[0020]
进一步地,该感应加热线圈1中空部位的宽度为100mm,感应加热线圈1设计成中空结构,焊接坡口位于中空部位内,焊接时无需取下加热带即可操作。
[0021]
实施例2
[0022]
请参见图2~图5,本实用新型实施例在实施例1的基础上,提供了一种箱型钢梁环焊缝的加热方法,其焊缝柔性温控加热带用于该加热方法中,具体包括以下步骤:
[0023]
步骤1:按照焊接工艺要求,两条加热带为一组,将两个加热带对称布置在箱型钢梁环焊缝对称的两条焊接坡口上,拉直抚平该加热带,使永磁2铁分别与箱型钢梁的表面吸附牢靠,且保证加热带中空部位中心与该焊缝的焊接坡口中心对正,并将两条加热带通过电源快插接头3分别与电磁感应加热器4连接。其中,该电磁感应加热器的型号为myd
‑
20kw。
[0024]
需要说明的是,该箱型钢梁是单面焊双面成型,因此将两条加热带分别布置在箱型钢梁对称的两条焊接坡口上即可,焊接坡口相对的内侧无需布置加热带。
[0025]
步骤2:将两个热电偶5分别插入两条加热带与箱型钢梁的表面之间,并将两个热电偶5分别与电磁感应加热器4连接,并在电磁感应加热器4上设定加热温度。
[0026]
步骤3:启动电磁感应加热器4,两条加热带同时对焊接坡口加热,待电磁感应加热器4上显示的温度达到设定的加热温度后,用红外测温仪测量加热带中空部位外露的箱型钢梁的表面温度,当测得的温度与电磁感应加热器4上显示的温度相差在10℃以内时开始焊接操作;
[0027]
步骤4:焊接完成后,在电磁感应加热器4上设定降温时长,内外两条加热带同时缓慢降温,使焊缝缓慢冷却;该降温时长不短于箱型钢梁焊接后的自然冷却时长。从而避免自然冷却太快对焊缝造成影响。
[0028]
步骤5:焊缝冷却后拆掉加热带和热电偶5,重复步骤1~步骤4,完成箱型钢梁环焊缝另外两条焊接坡口的焊接。
[0029]
本实用新型的加热带自身不发热,安全性高,且焊接过程不用取下,可实现焊前预热、焊中保温及焊后缓冷功能,有效防止高强钢焊接裂纹产生,从而保证了焊接质量。
[0030]
以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
技术特征:
1.一种焊缝柔性温控加热带,其特征在于,包括感应加热线圈,所述感应加热线圈呈带状环形中空结构,且所述感应加热线圈通过包覆耐高温防火材料封装;所述耐高温防火材料上均布有若干永磁铁,且所述永磁铁位于同一侧面上,所述感应加热线圈上连接有电源快插接头。2.根据权利要求1所述的焊缝柔性温控加热带,其特征在于,所述中空部位的宽度为100
‑
120mm。
技术总结
本实用新型公开了一种焊缝柔性温控加热带,包括感应加热线圈,所述感应加热线圈呈带状环形中空结构,且所述感应加热线圈通过包覆耐高温防火材料封装;所述耐高温防火材料上均布有若干永磁铁,且所述永磁铁位于同一侧面上,所述感应加热线圈上连接有电源快插接头。本实用新型的加热带自身不发热,安全性高,焊接过程不用取下,可实现焊前预热、焊中保温及焊后缓冷功能,有效防止高强钢焊接裂纹产生,保证箱型梁的焊接质量。保证箱型梁的焊接质量。保证箱型梁的焊接质量。
技术研发人员:吴江波 常彦虎 金龙君 李鹏博 冯辉
受保护的技术使用者:中铁宝桥(扬州)有限公司
技术研发日:2021.04.01
技术公布日:2021/11/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。