1.本发明涉及锂电池技术领域,具体地,涉及锂电池隔膜铸片冷却方法、系统及其应用。
背景技术:
2.锂电池隔膜是将聚乙烯树脂与石蜡油混合后,经熔融挤出、双向拉伸和萃取,形成的带有微孔结构的薄型微孔膜。其中,熔融挤出流延膜片工艺条件与流延膜片正反两面原始微孔的形成密切相关。但相关技术中,通常是熔融挤出流延膜片的一侧贴附激冷辊进行冷却,使得流延膜片两侧的冷却速率不一致,造成拉伸后的隔膜正反两面微观结构存在差异性,进而导致隔膜膜面不平整。
3.因而,目前锂电池隔膜铸片冷却系统的性能仍有待改进。
技术实现要素:
4.本发明旨在至少在一定程度上解决相关技术中的技术问题之一。
5.本技术主要是基于以下问题提出的:
6.为解决流延膜片两侧冷却效果不一致进而导致隔膜正反两面微观结构存在差异的问题,有在电池隔膜铸片冷却系统中通过冷却槽内白油与激冷辊的同步使用来使得铸片内外两侧获得一致的冷却效果,以得到相似的外观形貌。然而,在该技术方案中,在流延片进入冷却槽之前,由于只有贴辊面通过贴敷激冷辊降温,而背辊面通过环境空气降温,因此无法实现真正的同步降温,流延片两侧仍然存在降温速率不一致的问题;另外,激冷辊内采用冷水降温,而冷却槽内采用白油降温,由于两种降温介质的传热系数不同,尤其在低温下白油的粘度很大流动性很差,导致流延片正反两面的降温速率很难达到一致,也影响了隔膜正反两面结构的一致性。
7.为此,本发明的一个目的在于提出一种使得流延膜片正反两面的冷却速率一致性好,冷却的均匀性好,冷却效果佳,从而使得最终获得的锂电池隔膜正反两面的微观结构一致、隔膜膜面较为平整的锂电池隔膜铸片冷却方法。
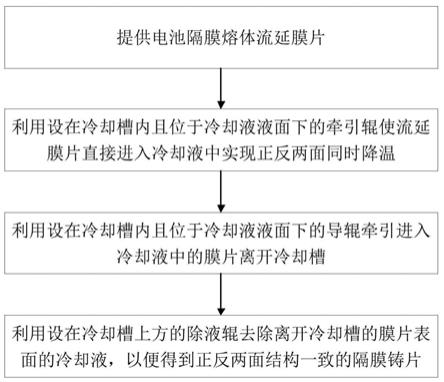
8.在本发明的第一个方面,本发明提出了一种锂电池隔膜铸片冷却方法。根据本发明的实施例,该方法包括:
9.(1)提供电池隔膜熔体流延膜片;
10.(2)利用设在冷却槽内且位于冷却液液面下的牵引辊使所述流延膜片直接进入冷却液中实现正反两面同时降温;
11.(3)利用设在所述冷却槽内且位于所述冷却液液面下的导辊牵引进入冷却液中的膜片离开所述冷却槽;
12.(4)利用设在所述冷却槽上方的除液辊去除离开所述冷却槽的膜片表面的冷却液,以便得到正反两面结构一致的隔膜铸片。
13.本发明上述实施例的锂电池隔膜铸片冷却方法可使电池隔膜熔体从开始挤出直
至冷却完成,膜片两侧的降温环境和冷却介质温度始终保持一致,流延膜片在未进入冷却液前,于空气中先行降温,膜片两侧空冷环境一致,而当流延膜片进入冷却液后,由于牵引辊和导辊均置于冷却液中,二者表面的温度与冷却液温度一致,膜片在冷却液中移动时其正反两侧的冷却温度始终也始终保持一致,由此可以使得流延膜片正反两面的冷却速率始终保持较好的一致性,冷却的均匀性好,冷却效果更佳,有效解决了因流延膜片两侧因冷却速率不一致造成拉伸后隔膜产品正反两面微观结构存在差异性以及因此带来膜面不平整的问题,将该冷却方法用于锂电池隔膜的制备工艺可以显著提高锂电池隔膜的品质,使得最终获得的锂电池隔膜正反两面的微观结构一致、隔膜膜面更为平整,且隔膜性能更为稳定。
14.另外,本发明上述实施例的锂电池隔膜铸片冷却方法还可以具有如下附加的技术特征:
15.根据本发明的实施例,所述冷却液的温度为15~120℃。
16.根据本发明的实施例,所述冷却液为水或石蜡油。
17.根据本发明的实施例,作为冷却液使用的石蜡油与制备所述流延膜片采用的石蜡油相同。
18.根据本发明的实施例,冷却温度为15~50℃时,所述冷却液为水;冷却温度为50~120℃时,冷却液为石蜡油。
19.根据本发明的实施例,所述流延膜片在所述冷却液中的停留时间为5~60s。
20.在本发明的第二个方面,本发明提出了一种锂电池隔膜铸片冷却系统。根据本发明的实施例,该冷却系统包括:
21.冷却槽,所述冷却槽内设有冷却液,所述冷却槽包括冷却液进口和冷却液出口;
22.牵引装置,所述牵引装置包括成对设置的牵引辊,所述牵引辊设在所述冷却槽内并位于所述冷却液的液面下,成对设置的所述牵引辊相向转动且适于将流延膜片牵引至冷却液中;
23.导向装置,所述导向装置包括至少一个导辊,所述导辊设在所述冷却槽内并位于所述冷却液的液面下,所述导辊适于牵引位于所述冷却液中的膜片离开所述冷却槽;
24.除液装置,所述除液装置包括至少一对相向设置的除液辊,所述除液辊设在所述冷却槽上方,相向设置的所述除液辊相向转动且适于去除离开所述冷却槽的膜片表面的冷却液。
25.本发明上述实施例的锂电池隔膜铸片冷却系统至少具有以下优点:1、结构简单;2、可使电池隔膜熔体从开始挤出直至冷却完成,膜片两侧的降温环境和冷却介质温度始终保持一致,流延膜片在未进入冷却液前,于空气中先行降温,膜片两侧空冷环境一致,而当流延膜片进入冷却液后,由于牵引辊和导辊均置于冷却液中,二者表面的温度与冷却液温度一致,膜片在冷却液中移动时其正反两侧的冷却温度始终也始终保持一致,由此,采用该冷却系统实施对锂电池隔膜熔体流延膜片的冷却,可以使得流延膜片正反两面的冷却速率始终保持较好的一致性,冷却的均匀性好,冷却效果更佳,有效解决了因流延膜片两侧因冷却速率不一致造成拉伸后隔膜产品正反两面微观结构存在差异性以及因此带来膜面不平整的问题;3、可以将该冷却系统与锂电池隔膜的制备工艺相结合,从而显著提高锂电池隔膜的品质,使得最终获得的锂电池隔膜正反两面的微观结构一致、隔膜膜面更为平整,且隔
膜性能更为稳定。
26.根据本发明的实施例,所述冷却液为水或石蜡油。
27.根据本发明的实施例,所述牵引辊设在熔融挤出装置的模头下部,所述模头的模唇与所述冷却液液面之间的距离不大于300mm。
28.根据本发明的实施例,所述导向装置包括至少2个所述导辊,所述除液装置包括1~2对所述除液辊。
29.根据本发明的实施例,至少2个所述导辊在所述冷却液的液面下高低交错布置。
30.在本发明的第三个方面,本发明提出了一种湿法制备锂电池隔膜的系统。根据本发明的实施例,该湿法制备锂电池隔膜的系统包括前述锂电池隔膜铸片冷却系统。与现有技术相比,通过将上述锂电池隔膜铸片冷却系统用于湿法制备工艺,可使得电池隔膜熔体从开始挤出直至冷却完成,膜片两侧的降温环境和冷却介质温度始终保持一致,由此更有利于获得正反两面微观结构一致且表面平整的铸片,从而能够显著提高最终制得电池隔膜的均一性和平整性。由此,该湿法制备锂电池隔膜的系统不仅易于操作,还可以获得品质更高、性能稳定且竞争力更强的锂电池隔膜。
31.在本发明的第四个方面,本发明提出了一种湿法制备锂电池隔膜的方法。根据本发明的实施例,该方法采用前述湿法制备锂电池隔膜的系统实施或包括前述锂电池隔膜铸片冷却方法。与现有技术相比,该制备方法在对膜片进行冷却时不仅易于操作和实施,且冷却效果更好,具有操作简单、方便,容易实现,且易于实现产业化等的优点,采用该方法制备的锂电池隔膜正反两面的微观结构一致、隔膜膜面更为平整,且性能稳定,将其用于锂电池中更有利于提高锂电池的综合性能。
32.根据本发明的实施例,湿法制备锂电池隔膜的方法包括:(i)将聚乙烯树脂与石蜡油混合进行熔融混炼和流延成膜,以便得到流延膜片;(ii)利用所述牵引辊使所述流延膜片直接进入冷却液中实现正反两面同时降温;(iii)利用所述导辊牵引进入冷却液中的膜片离开所述冷却槽;(iv)利用所述除液辊去除离开所述冷却槽的膜片表面的冷却液,以便得到正反两面结构一致的隔膜铸片;(v)对所述隔膜铸片进行双向拉伸,以便得到隔膜薄片;(vi)对所述隔膜薄片进行萃取,以便去除所述隔膜薄片中的石蜡油;(vii)对萃取后的隔膜薄片进行热定型和收卷,以便得到锂电池隔膜。
33.在本发明的第五个方面,本发明提出了一种锂电池隔膜,该锂电池隔膜采用前面所述的湿法制备锂电池隔膜的方法制备得到或采用前面所述的湿法制备锂电池隔膜的系统制备得到。与现有技术相比,该锂电池隔膜正反两面的微观结构一致、隔膜膜面更为平整,且性能更稳定具有产品品质高、内在竞争力强等的优点,将其用于锂电池中更有利于提高锂电池的综合性能,并且上述针对锂电池隔膜铸片冷却系统和湿法制备锂电池隔膜的方法描述的特征和优点同样适用于该锂电池隔膜,此处不再赘述。
34.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
35.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
36.图1是根据本发明一个实施例的锂电池隔膜铸片冷却方法的流程图。
37.图2是根据本发明一个实施例的锂电池隔膜铸片冷却系统的结构示意图。
38.图3是根据本发明再一个实施例的锂电池隔膜铸片冷却系统的结构示意图。
39.图4是根据本发明又一个实施例的锂电池隔膜铸片冷却系统的结构示意图。
40.图5是根据本发明一个实施例的湿法制备锂电池隔膜的方法的流程图。
41.图6是根据本发明实施例1制备的锂电池隔膜两面的微观结构图(图5中a和b分别代表隔膜相对的两个表面)。
42.图7是根据本发明实施例2制备的锂电池隔膜两面的微观结构图(图6中a和b分别代表隔膜相对的两个表面)。
43.图8是根据本发明对比例1制备的锂电池隔膜两面的微观结构图(图7中a和b分别代表隔膜相对的两个表面)。
44.图9是根据本发明对比例2制备的锂电池隔膜两面的微观结构图(图8中a和b分别代表隔膜相对的两个表面)。
45.附图标记:
46.100:冷却槽;101:冷却液;110:冷却液进口;120:冷却液出口;210:牵引辊;300:模头;410:导辊;510:除液辊。
具体实施方式
47.下面详细描述本发明的实施例。下面描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。实施例中未注明具体技术或条件的,按照本领域内的文献所描述的技术或条件或者按照产品说明书进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规产品。
48.在本发明的第一个方面,本发明提出了一种锂电池隔膜铸片冷却方法。根据本发明的实施例,参考图1~3所示,该方法包括:(1)提供电池隔膜熔体流延膜片;(2)利用设在冷却槽100内且位于冷却液101液面下的牵引辊210使流延膜片直接进入冷却液101中实现正反两面同时降温;(3)利用设在冷却槽100内且位于冷却液101液面下的导辊410牵引进入冷却液101中的膜片离开冷却槽100;(4)利用设在冷却槽100上方的除液辊510去除离开冷却槽100的膜片表面的冷却液,以便得到正反两面结构一致的隔膜铸片。采用该方法可以使得电池隔膜熔体流延膜片正反两面的冷却速率一致,冷却均匀性更好,冷却效果更佳,从而使膜片正反两面的微观结构一致且隔膜平整性较好。需要说明的是,本发明中所述的隔膜或膜片的“正反两面”指的是隔膜或膜片相对布置的两个表面,即隔膜或膜片的其中一面和与该其中一面相对应的另外一面;也可以理解为以隔膜或膜片其中一面远离隔膜或膜片本体的方向为上,该正反两面指隔膜或膜片的上表面和下表面。
49.下面参考图1~4对本发明上述实施例的锂电池隔膜铸片冷却方法进行详细描述。
50.根据本发明的一个具体实施例,可以将聚乙烯树脂与石蜡油混合进行熔融混炼和流延成膜,以便得到电池隔膜熔体流延膜片,其中,石蜡油的添加量可以占聚乙烯树脂的25wt%~30wt%,具体可以是25wt%、26wt%、27wt%、28wt%、29wt%、30wt%等,由此,可以使得最终获得的锂电池隔膜正反两面的微观结构更为一致、隔膜膜面更为平整。其中,该熔融混炼和流延成膜可以在熔融挤出装置中进行,如双螺杆挤出机,另外,熔融挤出装置的
模头300的具体类型并不受特别限制,本领域技术人员可以根据实际情况灵活选择,例如所述熔融挤出装置的模头300可以为衣架型模头、t型模头等,只要能够满足流延成膜的需求即可。
51.根据本发明的再一个具体实施例,参考图2理解,熔融挤出装置的模头300可位于牵引辊210的上方,该模头300的模唇与冷却液101的液面之间的距离可以不大于300mm,例如可以为100~300mm、30mm、50mm、80mm、120mm、150mm、180mm、200mm、250mm或280mm等。发明人发现,若模头与冷却液液面之间的距离过长,流延膜片在空气中滞留时间也过长,使得流延膜片的冷却时间增加,从而降低了流延膜片的降温效率;同时流延膜片在环境空气中滞留时间长,还会导致熔体初期的降温速率不稳定,造成生产稳定性下降;此外,若模头与冷却液液面之间的距离过长,熔体在高温下强度低,在未充分冷却固化之前比较柔软,会造成膜片稳定性差,进而影响厚片厚度和幅宽的稳定性。而当模头与冷却液液面之间的距离处于上述范围时,能够更好地提高流延膜片的降温效率,增强熔体成膜的稳定性,为稳定地进入冷却槽内进行冷却铸片提供保证。
52.根据本发明的又一个具体实施例,本发明中采用的冷却液的种类和冷却液的温度并不受特别限制,本领域技术人员可以根据实际情况灵活选择,例如冷却液可以为水或石蜡油;冷却液的冷却温度可以为15~120℃,具体可以是15℃、25℃、40℃、50℃、75℃、100℃、115℃、120℃等。具体的,冷却槽内的冷却液可根据隔膜铸片的需要选择合适的冷却介质,例如,当隔膜铸片要求冷却至低温(15~50℃)时,由于石蜡油在低温下的粘度比较大,流动性较差,可以选择水作为冷却介质,而当隔膜铸片要求冷却至高温(50~120℃)时,可以选择石蜡油作为冷却介质。由此,可以进一步提高该冷却系统的适用性,能够满足不同隔膜铸片的冷却需求。另外,当选用石蜡油作为冷却液时,作为冷却液使用的石蜡油可以与制备流延膜片时采用的石蜡油相同,由此,不仅可以保证冷却效果,而且在对流延膜片进行冷却降温时还不会引入新的杂质成分。
53.根据本发明的又一个具体实施例,流延膜片在冷却液中的停留时间可以为5~60s,例如可以为5s、6s、7s、8s、9s、10s、15s、20s、25s、30s、35s、40s、45s或50s等,熔融挤出的电池隔膜熔体流延膜片温度一般高于200℃,若流延膜片在冷却液中的停留时间过短,很难确保能够达到预期的冷却温度,而若在冷却液中的停留时间过长,又会影响冷却效率,通过将控制流延膜片在冷却液中的停留时间为上述范围,既可以保证冷却效率,还能提高冷却效果,更有利于提高锂电池隔膜正反两面微观结构的一致性和隔膜膜面的平整性。
54.根据本发明的又一个具体实施例,本发明中牵引辊210和导辊410的牵引速度并不受特别限制,本领域技术人员可以根据实际需要进行选择,例如牵引辊210和导辊410的牵引速度可以为2~8m/min,具体可以为2m/min、4m/min、6m/min或8m/min等,当牵引速度在此范围之内时,流延膜片可以被一定程度地拉伸变薄,获得期望厚度的流延厚片,由此既能更好地提高流延膜片的降温效率和降温效果,还有利于提高锂电池隔膜正反两面微观结构的一致性和隔膜膜面的平整性。
55.根据本发明的又一个具体实施例,本发明中提供的电池隔膜熔体流延膜片的厚度可以为500~3000μm,例如可以为750μm、1000μm、1250μm、1500μm、1750μm、2000μm、2250μm、2500μm或2750μm等。发明人发现,由于湿法制备工艺制得的隔膜厚度通常在5~25μm之间,通过流延挤出铸成厚片后,还需要进行一定倍率的纵向和横向拉伸,使聚乙烯树脂在横纵
两个方向上分别取向,以获得良好的力学性能,若流延膜片的厚度过薄,一方面容易出现拉伸断裂的风险,另一方面后续拉伸倍率也不能太大,否则容易出现拉伸断裂的风险,但是拉伸倍率较低时,所制成的隔膜拉伸强度低,影响隔膜的使用性能;若流延膜片的厚度过厚,流延膜片降温效率下降,聚乙烯树脂在铸片阶段的结晶度过大,造成后续纵向拉伸难度增加;另外,若流延膜片过厚,为得到目标厚度的产品,则需要更大的拉伸倍率,对拉伸设备提出更高的要求,否则产品的厚度过厚,在应用时会降低电池容量,这是电池厂家不希望的。本发明中通过控制流延膜片的厚度处于上述范围内,流延膜片既难断裂,也可以在后续得到期望的拉伸和取向,保证隔膜良好的物理性能和应用。
56.根据本发明的又一个具体实施例,参考图2理解,牵引辊210可以包括主动辊和与主动辊配套使用的被动辊,主动辊和被动辊之间的压力可以不大于0.4mpa,例如可以0.1mpa、0.2mpa、0.3mpa或0.4mpa等,其中,被动辊可以根据流延膜片的厚度向主动辊贴合,以便对流延膜片施加一定的牵引力,当牵引辊停止工作时,主动辊和被动辊之间可以为分离状态,当对流延膜片进行牵引时,可以使主动辊和被动辊之间辊间距不大于流延膜片的厚度,由此既可以提供一定的牵引力,还能对流延膜片产生适当的拉伸减薄效果,优选二者之间的辊间距范围对流延膜片施加的压力不大于0.4mpa,由此可以进一步有利于实现对流延膜片的有效牵引。
57.根据本发明的又一个具体实施例,参考图3或图4理解,可以采用至少2个导辊410牵引进入冷却液101中的膜片离开所述冷却槽100,该至少2个导辊410还可以在冷却液的液面下水平或高低交错布置,由此,可以增加流延膜片在冷却液中的运动路径,延长冷却时间,从而能够进一步提高对流延膜片的降温冷却效果,使得流延膜片可以充分地进行降温。进一步地,参照图4理解,导辊410的个数还可以为奇数个(图4中示出了导辊的个数为3个,本领域技术人员可以理解,导辊的个数不仅仅可以为3个,也可以为5个、7个、9个等),奇数个导辊可以在冷却液的液面下高低交错布置,优选使首个导辊和最后一个导辊均设在靠近冷却槽底部的位置,由此可以进一步有利于延长冷却路径的长度,提高流延膜片的降温效果。
58.根据本发明的又一个具体实施例,可以采用1~2对相向设置的除液辊510去除离开冷却槽100的膜片表面的冷却液,优选可以包括两对除液辊510,除液辊510优选置于冷却槽100上方,由此可以进一步提高除液效果,从而不仅能降低隔膜铸片表面的冷却液残留,还能使去除的冷却液回流至冷却槽内,实现冷却液的循环利用。
59.根据本发明的又一个具体实施例,本发明中采用的牵引辊210和导辊410的内部结构并不受特别限制,本领域技术人员可以根据实际需要进行选择,例如二者可以分别独立地为空心或实心结构,需要说明的是,本发明中采用的牵引辊和导辊无需内置冷却液。
60.综上,本发明上述实施例的锂电池隔膜铸片冷却方法至少具有以下优点:1、可使电池隔膜熔体从开始挤出直至冷却完成,膜片两侧的降温环境和冷却介质温度始终保持一致,流延膜片在未进入冷却液前,于空气中先行降温,膜片两侧空冷环境一致,而当流延膜片进入冷却液后,由于牵引辊和导辊均置于冷却液中,二者表面的温度与冷却液温度一致,膜片在冷却液中移动时其正反两侧的冷却温度始终也始终保持一致,由此可以使得流延膜片正反两面的冷却速率始终保持较好的一致性,冷却的均匀性好,冷却效果更佳,有效解决了因流延膜片两侧因冷却速率不一致造成拉伸后隔膜产品正反两面微观结构存在差异性
以及因此带来膜面不平整的问题;2、将该冷却方法用于锂电池隔膜的制备工艺可以显著提高锂电池隔膜的品质,使得最终获得的锂电池隔膜正反两面的微观结构一致、隔膜膜面更为平整,且隔膜性能更为稳定;3、该冷却方法对冷却设备的要求较低,所需的冷却系统结构简单,实用性强,可以根据流延膜片冷却温度的需要调整冷却介质,例如当隔膜铸片要求冷却至低温时可以选择水作为冷却介质,当隔膜铸片要求冷却至中高温时可以选择石蜡油作为冷却介质,其中水和石蜡油的性价比高,在领域内发挥非常重要的作用;4、该冷却方法可以将膜片表面附着的冷却液回流至冷却槽中继续使用,从而能够减少冷却液的浪费,节约资源。
61.基于同样的发明构思,在本发明的第二个方面,本发明提出了一种锂电池隔膜铸片冷却系统。根据本发明的实施例,参考图2~4理解,该冷却系统包括:冷却槽100、牵引装置(未示出)、导向装置(未示出)和除液装置(未示出),其中,冷却槽100内设有冷却液101,冷却槽100包括冷却液进口110和冷却液出口120;牵引装置包括成对设置的牵引辊210,牵引辊210设在冷却槽100内并位于冷却液101的液面下,成对设置的牵引辊210相向转动且适于将流延膜片牵引至冷却液101中;导向装置包括至少一个导辊410,导辊410设在冷却槽100内并位于冷却液101的液面下,导辊410适于牵引位于冷却液101中的膜片离开冷却槽100;除液装置包括至少一对相向设置的除液辊510,除液辊510设在冷却槽100上方,相向设置的除液辊510相向转动且适于去除离开冷却槽100的膜片表面的冷却液。该系统结构简单,可同时对电池隔膜熔体流延膜片正反两面进行冷却降温并保持膜片正反两面降温速率一致,得到正面两面微观结构一致且表面平整的隔膜铸片,可广泛应用锂电池隔膜的湿法制备工艺并提高隔膜品质。
62.根据本发明的一些具体实施例,锂电池隔膜铸片冷却系统采用的冷却液101的种类和冷却液的温度并不受特别限制,本领域技术人员可以根据实际情况灵活选择,例如冷却液101可以为水或石蜡油;冷却液101的冷却温度可以为15~120℃,具体可以是15℃、25℃、40℃、50℃、75℃、100℃、115℃、120℃等。具体的,冷却槽100内的冷却液101可根据隔膜铸片的需要选择合适的冷却介质,例如,当隔膜铸片要求冷却至低温(15~50℃)时,由于石蜡油在低温下的粘度比较大,流动性较差,可以选择水作为冷却介质,而当隔膜铸片要求冷却至高温(50~120℃)时,可以选择石蜡油作为冷却介质。由此,可以进一步提高该冷却系统的适用性,能够满足不同隔膜铸片的冷却需求。另外,当选用石蜡油作为冷却液时,作为冷却液使用的石蜡油可以与制备流延膜片采用的石蜡油相同,由此,不仅可以保证冷却效果,而且在对流延膜片进行冷却降温时还不会引入新的杂质成分。
63.根据本发明的再一些具体实施例,可以对电池隔膜原料进行熔融混炼和流延成膜来获得流延膜片,其中,熔融混炼和流延成膜可以在熔融挤出装置中进行,如双螺杆挤出机,另外,熔融挤出装置的模头300的具体类型并不受特别限制,本领域技术人员可以根据实际情况灵活选择,例如所述熔融挤出装置的模头300可以为衣架型模头、t型模头等,只要能够满足流延成膜的需求即可。进一步地,牵引辊210可以设在熔融挤出装置的模头300下部,模头300的模唇与冷却液101液面之间的距离可以不大于300mm,例如可以为100~300mm、30mm、50mm、80mm、120mm、150mm、180mm、200mm、250mm或280mm等。发明人发现,若模头与冷却液液面之间的距离过长,流延膜片在空气中滞留时间也过长,使得流延膜片的冷却时间增加,从而降低了流延膜片的降温效率;同时流延膜片在环境空气中滞留时间长,还会
导致熔体初期的降温速率不稳定,造成生产稳定性下降;此外,若模头与冷却液液面之间的距离过长,熔体在高温下强度低,在未充分冷却固化之前比较柔软,会造成膜片稳定性差,进而影响厚片厚度和幅宽的稳定性。而当模头与冷却液液面之间的距离处于上述范围时,能够更好地提高流延膜片的降温效率,增强熔体成膜的稳定性,为稳定地进入冷却槽内进行冷却铸片提供保证。
64.根据本发明的又一些具体实施例,参考图2理解,牵引辊210可以包括主动辊和与该主动辊配套使用的被动辊,主动辊和被动辊之间的压力可以不大于0.4mpa,例如可以0.1mpa、0.2mpa、0.3mpa或0.4mpa等,其中,被动辊可以根据流延膜片的厚度向主动辊贴合,以便对流延膜片施加一定的牵引力,当牵引辊停止工作时,主动辊和被动辊之间可以为分离状态,当对流延膜片进行牵引时,可以使主动辊和被动辊之间辊间距不大于流延膜片的厚度,由此既可以提供一定的牵引力,还能对流延膜片产生适当的拉伸减薄效果,优选二者之间的辊间距范围对流延膜片施加的压力不大于0.4mpa,由此可以进一步有利于实现对流延膜片的有效牵引。
65.根据本发明的又一个具体实施例,参考图3或图4理解,导向装置可以包括至少2个导辊410,至少2个导辊410还可以在冷却液101的液面下水平或高低交错布置,由此,可以增加流延膜片在冷却液中的运动路径,延长冷却时间,从而能够进一步提高对流延膜片的降温冷却效果,使得流延膜片可以充分地进行降温。进一步地,参照图4理解,导辊410的个数还可以为奇数个(图4中示出了导辊的个数为3个,本领域技术人员可以理解,导辊的个数不仅仅可以为3个,也可以为5个、7个、9个等),奇数个导辊可以在冷却液的液面下高低交错布置,优选使首个导辊和最后一个导辊均设在靠近冷却槽底部的位置,由此可以进一步有利于延长冷却路径的长度,提高流延膜片的降温效果。
66.根据本发明的又一个具体实施例,除液装置可以包括1~2对除液辊510,优选可以包括两对除液辊510,除液辊510优选置于冷却槽100上方,由此可以进一步提高除液效果,从而不仅能降低膜片表面的冷却液残留,还能使去除的冷却液回流至冷却槽内,实现冷却液的循环利用。
67.需要说明的是,本发明上述实施例的锂电池隔膜铸片冷却系统与上述锂电池隔膜铸片冷却方法是基于相同的发明构思提出的,针对上述锂电池隔膜铸片冷却方法所描述的技术特征及效果同样适用于该锂电池隔膜铸片冷却系统,此处不再一一赘述。
68.综上所述,本发明上述实施例的锂电池隔膜铸片冷却系统至少具有以下优点:1、结构简单;2、可使电池隔膜熔体从开始挤出直至冷却完成,膜片两侧的降温环境和冷却介质温度始终保持一致,流延膜片在未进入冷却液前,于空气中先行降温,膜片两侧空冷环境一致,而当流延膜片进入冷却液后,由于牵引辊和导辊均置于冷却液中,二者表面的温度与冷却液温度一致,膜片在冷却液中移动时其正反两侧的冷却温度始终也始终保持一致,由此,采用该冷却系统实施对锂电池隔膜熔体流延膜片的冷却,可以使得流延膜片正反两面的冷却速率始终保持较好的一致性,冷却的均匀性好,冷却效果更佳,有效解决了因流延膜片两侧因冷却速率不一致造成拉伸后隔膜产品正反两面微观结构存在差异性以及因此带来膜面不平整的问题;3、可以将该冷却系统与锂电池隔膜的制备工艺相结合,从而显著提高锂电池隔膜的品质,使得最终获得的锂电池隔膜正反两面的微观结构一致、隔膜膜面更为平整,且隔膜性能更为稳定。
69.在本发明的第三个方面,本发明提出了一种湿法制备锂电池隔膜的系统。根据本发明的实施例,该湿法制备锂电池隔膜的系统包括前述锂电池隔膜铸片冷却系统。与现有技术相比,通过将上述锂电池隔膜铸片冷却系统用于湿法制备工艺,可使得电池隔膜熔体从开始挤出直至冷却完成,膜片两侧的降温环境和冷却介质温度始终保持一致,由此更有利于获得正反两面微观结构一致且表面平整的铸片,从而能够显著提高最终制得电池隔膜的均一性和平整性。由此,该湿法制备锂电池隔膜的系统不仅易于操作,还可以获得品质更高、性能稳定且竞争力更强的锂电池隔膜。需要说明的是,针对上述锂电池隔膜铸片冷却系统所描述的技术特征及效果同样适用于该湿法制备锂电池隔膜的系统,此处不再一一赘述。
70.在本发明的第四个方面,本发明提出了一种湿法制备锂电池隔膜的方法。根据本发明的实施例,该方法采用前述湿法制备锂电池隔膜的系统实施或包括前述锂电池隔膜铸片冷却方法。与现有技术相比,该制备方法在对膜片进行冷却时不仅易于操作和实施,且冷却效果更好,具有操作简单、方便,容易实现,且易于实现产业化等的优点,采用该方法制备的锂电池隔膜正反两面的微观结构一致、隔膜膜面更为平整,且性能稳定,将其用于锂电池中更有利于提高锂电池的综合性能。
71.根据本发明的实施例,参考图5理解,湿法制备锂电池隔膜的方法可以具体包括:
72.(i)将聚乙烯树脂与石蜡油混合进行熔融混炼和流延成膜,得到流延膜片
73.根据本发明的实施例,石蜡油的添加量可以占聚乙烯树脂的25wt%~30wt%,具体可以是25wt%、26wt%、27wt%、28wt%、29wt%、30wt%等,由此,可以使得最终获得的锂电池隔膜正反两面的微观结构更为一致、隔膜膜面更为平整。其中,该熔融混炼和流延成膜可以在熔融挤出装置中进行,如双螺杆挤出机。此外,可以理解的是,熔融混炼和流延成膜的具体工艺不受特别限制,只要最终能够得到流延膜片即可,本领域技术人员可以灵活选择,在此不再过多赘述。
74.根据本发明的一些具体实施例,流延膜片的厚度可以为500~3000μm,例如可以为750μm、1000μm、1250μm、1500μm、1750μm、2000μm、2250μm、2500μm或2750μm等。发明人发现,由于湿法制备工艺制得的隔膜厚度通常在5~25μm之间,通过流延挤出铸成厚片后,还需要进行一定倍率的纵向和横向拉伸,使聚乙烯树脂在横纵两个方向上分别取向,以获得良好的力学性能,若流延膜片的厚度过薄,一方面容易出现拉伸断裂的风险,另一方面后续拉伸倍率也不能太大,否则容易出现拉伸断裂的风险,但是拉伸倍率较低时,所制成的隔膜拉伸强度低,影响隔膜的使用性能;若流延膜片的厚度过厚,流延膜片降温效率下降,聚乙烯树脂在铸片阶段的结晶度过大,造成后续纵向拉伸难度增加;另外,若流延膜片过厚,为得到目标厚度的产品,则需要更大的拉伸倍率,对拉伸设备提出更高的要求,否则产品的厚度过厚,在应用时会降低电池容量,这是电池厂家不希望的。本发明中通过控制流延膜片的厚度处于上述范围内,流延膜片既难断裂,也可以在后续得到期望的拉伸和取向,保证隔膜良好的物理性能和应用。
75.(ii)利用牵引辊使流延膜片直接进入冷却液中实现正反两面同时降温。根据本发明的实施例,本发明中牵引辊的牵引速度并不受特别限制,本领域技术人员可以根据实际需要进行选择,例如牵引辊的牵引速度可以为2~8m/min,具体可以为2m/min、4m/min、6m/min或8m/min等,当牵引速度在此范围之内时,流延膜片可以被一定程度地拉伸变薄,获得
期望厚度的流延厚片,由此既能更好地提高流延膜片的降温效率和降温效果,还有利于提高锂电池隔膜正反两面微观结构的一致性和隔膜膜面的平整性。
76.(iii)利用导辊牵引进入冷却液中的膜片离开冷却槽。根据本发明的实施例,本发明中导辊的牵引速度可以与牵引辊保持一致,由此更有利于获得结构均一且正反两面微观结构一致、膜面平整的电池隔膜。
77.(iv)利用除液辊去除离开冷却槽的膜片表面的冷却液,得到正反两面结构一致的隔膜铸片。根据本发明的实施例,冷却降温后的流延膜片通过导辊牵引离开冷却槽,可以利用除液辊去除对流延膜片表面附着的冷却液,并使去除的冷却液回流至冷却槽中,从而减少冷却液的浪费,节约资源。
78.(v)对隔膜铸片进行双向拉伸,得到隔膜薄片。根据本发明的实施例,该双向拉伸可以包括横向拉伸和纵向拉伸,可以理解的是,双向拉伸的具体工艺不受特别限制,本领域技术人员可以灵活选择,在此不再过多赘述。
79.(vi)对隔膜薄片进行萃取,去除隔膜薄片中的石蜡油。可以理解的是,对所述隔膜薄片进行萃取的具体工艺不受特别限制,只要能够去除所述隔膜薄片中的石蜡油即可,本领域技术人员可以灵活选择,在此不再过多赘述。
80.(vii)对萃取后的隔膜薄片进行热定型和收卷,得到锂电池隔膜。可以理解的是,热定型和收卷的具体工艺不受特别限制,只要能够得到锂电池隔膜即可,本领域技术人员可以灵活选择,在次不再过多赘述。
81.根据本发明的一个具体实施例,参照图4理解,可以将聚乙烯树脂与石蜡油通过双螺杆挤出机熔融混炼和流延成膜,得到流延膜片;流延膜片从双螺杆挤出机中的模头300中挤出,利用与熔融挤出装置的模头300的模唇对应设置的牵引辊210流延至冷却槽100内进行双面冷却降温,然后通过导辊410牵引离开冷却槽100,通过除液辊510去除降温后流延膜片上的冷却液,得到隔膜铸片;将隔膜铸片进行先纵向后横向的分步双向拉伸,得到隔膜薄片;将隔膜薄片进行萃取,去除隔膜薄片的石蜡油;对萃取后的隔膜薄片进行高温热定型和收卷,得到锂电池隔膜。
82.需要说明的是,针对上述湿法制备锂电池隔膜的系统和上述锂电池隔膜铸片冷却方法所描述的技术特征及效果同样适用于该湿法制备锂电池隔膜的方法,此处不再一一赘述。
83.在本发明的第五个方面,本发明提出了一种锂电池隔膜,该锂电池隔膜采用前面的湿法制备锂电池隔膜的方法制备得到或采用前面的湿法制备锂电池隔膜的系统制备得到。与现有技术相比,该锂电池隔膜正反两面的微观结构一致、隔膜膜面更为平整,且性能更稳定具有产品品质高、内在竞争力强等的优点,将其用于锂电池中更有利于提高锂电池的综合性能,并且上述针对锂电池隔膜铸片冷却系统和湿法制备锂电池隔膜的方法描述的特征和优点同样适用于该锂电池隔膜,此处不再赘述。
84.下面参考具体实施例,对本发明进行描述,需要说明的是,这些实施例仅仅是描述性的,而不以任何方式限制本发明。
85.实施例1
86.锂电池隔膜的制备:将聚乙烯树脂与石蜡油以质量比为25:75的比例通过双螺杆挤出机熔融混炼,得到温度为210℃的熔体;熔体从双螺杆挤出机中的模头中挤出流延成
膜,利用牵引辊流延至冷却槽中进行双面降温,其中,冷却槽的温度为30℃,冷却液为水,模头与所述冷却液液面之间的距离为200mm;通过导辊牵引离开冷却槽,通过除液辊去除降温后流延膜片上的冷却液,得到隔膜铸片;将隔膜铸片进行先纵向后横向的分步双向拉伸,得到隔膜薄片,其中,纵向拉伸温度为95℃,横向拉伸温度为120℃,拉伸倍率为7
×
7倍;将隔膜薄片进行萃取,去除隔膜薄片的石蜡油;对萃取后的隔膜薄片进行高温热定型和收卷,得到锂电池隔膜,其中,定型温度为130℃。
87.结论:图6为实施例1制备的锂电池隔膜正反两面的微观结构图(其中,a面代表锂电池隔膜的一个表面,b面代表与a面相对应的另一个表面),由图可知,所制得的锂电池隔膜正反两面的微观结构一致性好。
88.实施例2
89.锂电池隔膜的制备:将聚乙烯树脂与石蜡油以质量比为30:70的比例通过双螺杆挤出机熔融混炼,得到温度为215℃的熔体;熔体从双螺杆挤出机中的模头中挤出流延成膜,利用牵引辊流延至冷却槽中进行双面降温,其中,冷却槽的温度为80℃,冷却液为石蜡油,模头与所述冷却液液面之间的距离为300mm;通过导辊牵引离开冷却槽,通过除液辊去除降温后流延膜片上的冷却液,得到隔膜铸片;将隔膜铸片进行先纵向后横向的分步双向拉伸,得到隔膜薄片,其中,纵向拉伸温度为98℃,横向拉伸温度为123℃,拉伸倍率为8
×
8倍;将隔膜薄片进行萃取,去除隔膜薄片的石蜡油;对萃取后的隔膜薄片进行高温热定型和收卷,得到锂电池隔膜,其中,定型温度为133℃。
90.结论:图7为实施例2制备的锂电池隔膜正反两面的微观结构图(其中,a面代表锂电池隔膜的一个表面,b面代表与a面相对应的另一个表面),由图可知,所制得的锂电池隔膜正反两面的微观结构一致性好。
91.对比例1
92.锂电池隔膜的制备:将聚乙烯树脂与石蜡油以质量比为25:75的比例通过双螺杆挤出机熔融混炼,得到温度为210℃的熔体;熔体从双螺杆挤出机中的模头中挤出流延膜片,通过冷却辊进行降温,其中,冷却辊的温度为30℃,得到隔膜铸片;将隔膜铸片进行先纵向后横向的分步双向拉伸,得到隔膜薄片,其中,纵向拉伸温度为95℃,横向拉伸温度为120℃,拉伸倍率为7
×
7倍;将隔膜薄片进行萃取,去除隔膜薄片的石蜡油;对萃取后的隔膜薄片进行高温热定型和收卷,得到锂电池隔膜,其中,定型温度为130℃。
93.结论:图8为对比例1制备的锂电池隔膜正反两面的微观结构图(其中,a面代表锂电池隔膜的一个表面,b面代表与a面相对应的另一个表面),由图可知,所制得的锂电池隔膜正反两面的微观结构有明显差别。
94.对比例2
95.锂电池隔膜的制备:将聚乙烯树脂与石蜡油以质量比为30:70的比例通过双螺杆挤出机熔融混炼,得到温度为215℃的熔体;熔体从双螺杆挤出机中的模头中挤出流延膜片,通过冷却辊进行降温,其中,冷却辊的温度为80℃,得到隔膜铸片;将隔膜铸片进行先纵向后横向的分步双向拉伸,得到隔膜薄片,其中,纵向拉伸温度为98℃,横向拉伸温度为123℃,拉伸倍率为8
×
8倍;将隔膜薄片进行萃取,去除隔膜薄片的石蜡油;对萃取后的隔膜薄片进行高温热定型和收卷,得到锂电池隔膜,其中,定型温度为133℃。
96.结论:图9为对比例2制备的锂电池隔膜正反两面的微观结构图(其中,a面代表锂
电池隔膜的一个表面,b面代表与a面相对应的另一个表面),由图可知,所制得的锂电池隔膜正反两面的微观结构有明显差别。
97.综合实施例1~2及对比例1~2可知,采用本发明上述实施例的锂电池隔膜铸片冷却系统获得的锂电池隔膜正反两面的微观一致性好,且膜片表面平整。
98.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
99.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。