1.本发明涉及一种具有权利要求1或权利要求16的前序部分所述特 征的用于成型机的塑化单元,以及一种具有相应的塑化单元的成型机。
背景技术:
2.这种类型的塑化单元具有用于使塑料塑化的塑化组件和用于支承 塑化组件的框架,其中,塑化单元通过导向单元能线性移动地支承在 框架上。
3.成型机可以理解为注塑成型机、压塑机和类似物。以下借助注塑 成型机来描述现有技术。类似的情况适用于一般的成型机。
4.在注塑成型机中所使用的塑化组件大多具有至少一个物料缸(也 称为塑化缸),可旋转的且沿纵轴线可移动的塑化螺杆位于该物料缸 中。
5.通过螺杆的旋转和由此出现的剪切热以及在大多情况下也通过用 于输送另外的热量的外部加热装置在塑化缸中使塑料塑化,即置于塑 性状态。被塑化的塑料然后可以通过塑化螺杆的纵向运动被注射,也 就是说从塑化缸中被推出并且由此被引入到模具的型腔中。
6.由于塑料的高粘度,即使在塑化状态下,也必须为塑化和注射施 加相对大的力,这也由于其反作用引起塑化组件的支承装置的变形和 塑化组件的各个部件的支承装置的变形。
7.总体上,通过在生产周期中在塑化单元中产生的运动、加速和所 施加的力导致变形。
8.这些变形例如也可以通过惯性力产生,所述惯性力由塑化组件在 塑化组件的导向单元上或在框架上的加速或减速造成。
9.由现有技术中已知的实施方式例如从de3212670a1或de202006012268u1得知。
10.由现有技术已知,注塑成型机的塑化单元几乎刚性地经由导向单 元与塑化单元的框架或注塑成型机的机架连接。
11.因为塑化组件在注塑成型机中相对于框架或机架借助导向单元支 承,所以所提到的变形当然也作用到导向单元上。
12.当然,考虑到所使用的材料,这些变形按绝对值计算相当小,例 如十分之几毫米。然而,所述的变形区域已经大大影响导向件的使用 寿命,因为也要考虑的是,导向件通常由非常硬且脆的材料构成,所 述材料通常通过硬化方法或涂覆方法在导向件表面处还附加地为了使 用而加固。
13.这些非常硬且脆的材料和表面在疲劳强度试验中非常强烈地对变 形做出反应,其中,在非常小的变形和低负荷交变数 (lastwechselzahlen)的情况下就已经形成微细裂纹和/或塑性变形。 这恰好在导向元件中已经非常快速地导致磨损现象,如精度偏差和/ 或不再提供功能性。
技术实现要素:
14.本发明的任务是,提供一种塑化单元和一种具有这种塑化单元的 成型机,其中,与现有技术中的情况相比较,该塑化单元的导向件经 受小的负荷。
15.所述任务在塑化单元方面一方面通过权利要求1的特征来解决。 这通过如下的方式实现:至少该塑化组件的所述至少一个部件借助至 少一个固体活节相对于至少一个导向单元以能围绕该塑化组件的纵轴 线倾斜的方式支承。
16.通过根据本发明减小导向件的应力,首先可以实现导向件的更长 的使用寿命。
17.该塑化组件的部件例如可以是计量驱动装置(即用于使塑化螺杆 旋转的驱动装置)和/或该塑化组件的缸板和/或该塑化单元的中间框 架。
18.当然,该塑化组件也可以总体上(亦即例如连同塑化螺杆、物料 缸、载体板、驱动装置和/或缸板)根据本发明支承并且由此构成所述 至少一个部件。
19.此外,通过设置固体活节,该塑化组件的所述至少一个部件(例 如塑化组件的缸板)借助该固体活节相对于所述至少一个导向单元以 能倾斜的方式支承,还允许在塑化组件相对于至少一个导向单元之间 的波动的补偿运动,该补偿运动使该塑化组件相对于所述至少一个导 向单元这样支承,使得由于出现的力不必一起发生塑化组件和/或框架 的倾斜。因此,这些变形通过固体活节得到补偿并且导向件受较少的 应力,这提高了其使用寿命。
20.所述任务也通过权利要求16的特征来解决,其方式为至少该塑化 组件的所述至少一个部件借助至少一个设计用于至少双轴变形的固体 活节来支承。在此,双轴(或多轴)变形理解为,设置有两个或更多 个不同的变形,固体活节设计用于这些变形。在工程技术上,每种变 形部配设给一个轴线。例如,因此该塑化组件的围绕纵轴线的变形以 及围绕横轴线(相对于纵轴线的横轴线)的变形可以得到补偿/弥补。
21.影响导向件的变形在许多情况中不仅是简单的单轴变形,因为塑 化组件相对复杂并且具有多个不同的驱动装置,所述驱动装置分别引 起单独的变形。一种示例是该塑化组件的由于塑化螺杆在塑化时的旋 转运动引起的扭转与拉伸负荷和压缩负荷的组合,它们例如在注射时 出现。由于注射运动在许多情况中还由不同的驱动单元、例如液压缸 实现,出现复杂的变形,所述变形如所描述的那样可能对导向件产生 负面影响。
22.通过根据本发明的可双轴或更多轴变形的固体活节,即使不消除 这些负面影响,也至少能减轻这些负面影响。
23.固体活节的另一个大的优点是,所述的变形通过固体活节的弹性 变形来补偿。固体活节的这种弹性变形既不具有间隙也不需要润滑剂。 在力作用时的弹性变形可以非常准确且精确地计算,由此也可以相对 准确地预测塑化组件的位置。
24.固体活节的另一个优点是,通过内部摩擦在固体活节弹性变形时 立刻产生相对于变形的反作用力,该反作用力反作用于导致变形的力 并且缓冲由于偏转引起的必要时接着的(回)振。
25.尤其是,所述至少一个固体活节可以具有至少一个弹性区。该固 体活节可以例如通过选择合适的材料来实施,其中,在活节区域中使 用具有更小e模量的材料,和/或该固体活节的弹性变形可以借助几何 构造(例如横截面缩小部)来进行偏转。
26.以下使用的术语“e模量”表示材料的弹性模量。
27.拉伸模量、弹性系数、抗拉弹性模数或杨氏模量的同义词也是已 知的并且是材料技术中的材料特征值,该材料特征值描述了在线性弹 性行为中在固体变形时应力与拉伸之间的比例关系。弹性模量是胡克 定律中的比例常数。所述材料特征值对于本领域技术人员是已知的并 且可在材料的任何材料特征值数据表中找到。
28.此外,要求保护一种具有至少一个根据本发明的塑化单元的成型 机。
29.本发明的有利的实施方式在从属权利要求中限定。
30.优选地规定,该塑化组件的所述至少一个部件沿纵轴线可移动地 支承,其中,该塑化组件的所述至少一个部件借助所述至少一个固体 活节沿纵轴线的方向相对于所述至少一个导向单元可倾斜地支承(换 句话说:以能围绕相对于纵轴线的横向轴线倾斜的方式支承,其中, 横向轴线相对于纵轴线成直角)。通过固体活节的这种变形例如可以通 过倾斜补偿由塑化组件的注射或压紧引起的变形,而不使导向单元经 受提高的负荷。
31.本发明的实施方式,不仅围绕纵轴线而且沿纵轴线的倾斜变形(即 至少两轴的变形)被补偿,可以是特别优选的,因为所出现的变形能 以这种方式特别好地且完全地得到补偿,这可以在导向件的特别长的 使用寿命中表现出来。
32.可以规定,设置有多个固体活节用于支承该塑化组件的所述至少 一个部件。
33.优选地规定,所述框架构造成中间框架,该中间框架与成型机的 机架连接,或者该框架构造成成型机的机架。因此可以规定,该塑化 单元具有与成型机分开的框架,该框架例如通过导向件、焊接连接件 或螺纹连接件与机架连接。然而也完全可设想,该塑化单元的所述框 架由成型机的机架本身构成,其中,该塑化组件的所述至少一个部件 通过所述至少一个导向单元设置在机架上。
34.可以规定,该塑化组件的所述至少一个部件设置在中间框架上, 其中,通过该塑化组件的注射和/或计量运动可在中间框架中引起变 形,所述变形如所描述的那样对各个部件(例如计量驱动装置)的导 向产生不利影响并且可以根据本发明得到补偿。
35.所述中间框架例如可以设置在机架上,其中,通过中间框架与机 架之间的相对运动,该塑化组件优选可以被压紧到模具上。根据本发 明,通过这种相对运动引起的对中间框架的导向件产生影响的变形也 可以得到补偿。
36.可以规定,该塑化组件具有设置在物料缸中的塑化螺杆。
37.优选地,设置有至少一个计量驱动装置,所述计量驱动装置构造 用于旋转地驱动塑化螺杆。
38.可以设置有至少一个注射执行器,所述注射执行器构造用于使塑 化组件进行直线的注射运动。
39.所述注射执行器可以包括一个或多个用于产生(例如塑化螺杆或 其它注射活塞的)注射运动的液压缸。
40.优选地可以规定,设置有至少一个线性驱动装置,优选构造成活 塞-缸单元的线性驱动装置和/或主轴驱动装置。所述主轴驱动装置例 如可以通过电驱动单元来驱动。
41.在一种示例性的实施例中可以规定,所述至少一个优选构造成活 塞-缸单元的线性驱动装置将塑化组件与成型机的固定的模具夹紧板、 成型机的合模单元或塑化单元的载体板连接。在此可以规定,所述线 性驱动装置一方面直接支撑在塑化组件上并且另一方面支撑在固定的 模具夹紧板、合模单元或载体板上,其中,用于塑化组件的相对运动 和/
或压紧力可以借助所述至少一个线性驱动装置来实施。
42.当然,也可设想这样的设计方案,其中塑化组件例如直接被压紧 到成型机的固定的模具夹紧板上。
43.可以规定,所述至少一个导向单元具有至少一个导轨,所述导轨 优选与所述框架运动锁合地(bewegungsschl
ü
ssig)连接,至少一个导 轨将该塑化组件的所述至少一个部件与所述框架可线性移动地连接 (优选通过下面描述的至少一个导向滑架)。
44.例如可以设置有另外的导轨,该另外的导轨与该塑化组件的所述 至少一个部件运动锁合地连接,其中,所述至少一个导轨和所述至少 一个另外的导轨能相对彼此线性地移动,以便必要时通过滚动体构成 所述至少一个导向元件。
45.可以规定,所述至少一个导向单元具有至少一个导向滑架,所述 导向滑架优选与该塑化单元的所述至少一个部件运动锁合地连接,至 少一个导向滑架能线性移动地设置在所述至少一个导轨上。所述至少 一个导向滑架例如可以构造成导向靴。也可设想具有多个导向滑架的 设计方案。
46.因此,总体上优选的实施方式是,其中,导向单元包括一个或多 个导轨,一个或多个导向滑架分别在所述导轨上运行。类似的情况适 用于所述至少一个另外的导轨。
47.特别优选地可以规定,所述至少一个固体活节在运行期间处于该 塑化组件的所述至少一个部件与所述至少一个导向滑架之间的力流 中。
48.可以规定,所述至少一个固体活节在空间上设置在该塑化组件的 所述至少一个部件与所述至少一个导向滑架之间。
49.该固体活节例如可以构造成该塑化组件的一部分或导向滑架的一 部分。然而,也完全可以设想通过例如设置在塑化组件和导向滑架上 的单独的构件构造该固体活节。这种布置结构可以通过焊接或螺纹连 接实现。
50.优选地可以规定,所述至少一个固体活节至少局部地由相对于所 述至少一个部件、塑化组件和/或所述至少一个导向单元、尤其是所述 至少一个导轨和/或所述至少一个导向滑架具有更小弹性模量的材料 构成。
51.优选地可以规定,所述至少一个固体活节具有套筒和设置在该套 筒中的内部件,其中,在套筒与内部件之间设置有至少一种相对于套 筒和/或内部件具有更小弹性模量的材料。优选地规定,所述套筒和/ 或内部件圆柱形地构造。所述内部件例如可以构造成轴或销。
52.优选地可以规定,所述至少一个固体活节的套筒运动锁合地与所 述至少一个导向单元连接,并且所述内部件运动锁合地与该塑化组件 的所述至少一个部件连接,其中,优选套筒的中心线竖直地从所述至 少一个导向单元朝向塑化组件延伸。
53.优选地,所述套筒与内部件之间的间隙在其横截面方面在内部件 的周向方向上变化,其中,该间隙通过至少一种具有更小弹性模量的 材料填充。
54.该间隙可以这样填充,其方式为:将所述至少一种具有更小弹性 模量的材料置入到该间隙中或者例如用具有更小弹性模量的材料浇注 该间隙。
55.例如,该间隙可以通过弹性体材料来浇铸,该弹性体材料在硬化 之后填充内部件与套筒之间的间隙。然而,替代地也可以规定,由所 述至少一种具有更小弹性模量的材料制成的至少一个另外的附加的构 件被插入到内部件与套筒之间。也可以规定,在内部件的
周向方向上 使用多个由至少一种具有更小弹性模量的材料制成的部件,所述部件 允许在内部件的周向方向上以不同的程度倾斜。因此,例如可以允许 塑化组件围绕塑化组件的纵轴线以比围绕塑化组件的纵轴线的横向轴 线的倾斜更高程度的倾斜。
附图说明
56.本发明的其它优点和细节由附图以及与此有关的附图说明得出。
57.在此:
58.图1a示出塑化单元的第一种实施例,
59.图1b以俯视图示出图1a中的实施例,
60.图2示出现有技术的在力加载下的一种实施例,
61.图3示出根据本发明的实施例,
62.图4a、4b示出图3中的实施例在力作用下的情况,
63.图5a、5b示出根据本发明的另一种实施例,
64.图6a、6b示出根据本发明的第三种实施例,
65.图7a、7b示出根据本发明的第四种实施例,
66.图8以简化的侧视图示出图5、6或7的实施例,
67.图9a、9b示出图5、6或7中的实施例在力作用下的情况,
68.图10a示出固体活节的第一种实施例,
69.图10b以从下侧看的视图示出图10a中的实施例,
70.图11a示出固体活节的第二种实施例,
71.图11b以从下侧看的视图示出图11a中的实施例,
72.图12示出通过固体活节的不同的支承变型方案。
具体实施方式
73.图1a示出塑化单元1的第一种实施例,其中,图1b以俯视图示 出图1a的实施例。所示的实施例具有塑化组件2,该塑化组件经由两 个导向单元11与塑化单元1的中间框架3连接。
74.在该实施例中,导向单元11由导向滑架10构成,所述导向滑架 支承在导轨9上。
75.在该实施例中,塑化组件2具有塑化螺杆7,该塑化螺杆设置在 物料缸6中(在这里塑化螺杆7是不可见的,因为该塑化螺杆位于物 料缸6的内部)。此外,物料缸6具有加热带20,所述加热带设置在 物料缸6的周边上并且通过热能附加地辅助塑化。为了屏蔽和/或隔热, 设置有物料缸6的覆盖件15。
76.塑化螺杆7可以借助计量驱动装置19被旋转地驱动,以便使塑料 塑化。该计量驱动装置19也如塑化螺杆7那样设置在缸板18上。
77.为了将被塑化的材料、确切地说被塑化的塑料从物料缸6中通过 注射喷嘴14推出,设置有两个注射执行器25。
78.在此,所述注射执行器25一方面支撑在缸板18上并且另一方面 支撑在承载板16上。因为承载板16刚性地设置在中间框架3上,所 以通过注射执行器25可以将缸板18连同设置在其上的塑化螺杆7相 对于固定在承载板16上的物料缸6线性地移动,其中,塑化的塑
料通 过注射喷嘴14压出并且必要时输送给模具或输送给模具的模具空腔。
79.中间框架3通过两个另外的导向单元11a与机架24连接,其中, 这些导向单元11a具有导轨9a和导向滑架10a。
80.塑化组件2借助线性驱动装置8(准确地说两个活塞-缸单元)与 成型机的固定的模具夹紧板26连接并且因此可以借助线性驱动装置8 实施沿其纵轴线5的线性运动。
81.此外,通过线性驱动装置8可以将塑化组件2以注射喷嘴14压紧 到固定的模具夹紧板26、模具或模具部件上。该压紧力也被称为喷嘴 压紧力。
82.图2示出现有技术的在力加载下的实施例,其中,图2示出根据 现有技术的塑化组件2的俯视图。
83.通过计量驱动装置19将塑化螺杆7置于旋转运动并且通过塑化螺 杆7使要塑化的塑料塑化。这种塑化(或者也称为计量)导致变形。
84.之后通过注射喷嘴14将被塑化的物料注射到模具中,其中,通过 在塑化螺杆7与物料缸6之间的相对运动,通过注射执行器25将被塑 化的物料(塑料)从物料缸6中推出。在此通过注射运动产生的变形 在图2中可见。
85.通过注射力可以预期在后部区域中中间框架3的倾斜,在所述后 部区域处塑化组件2通过导向元件11放置在中间框架3上,由此导致 塑化组件2向后倾斜。
86.通过塑化螺杆7的旋转也导致绕塑化组件2的纵轴线5的变形, 其中,通过由塑化螺杆7的旋转导致的在物料缸6中的剪切而产生的 反作用力导致在导向元件11和机架3上的变形。
87.为了补偿这种变形,根据本发明的实施例(如在图3中所示)在 塑化组件2与导向单元11之间设置有固体活节4。
88.导向单元11在图3的实施例中通过导轨9和相对于导轨可线性移 动的导向滑架10构成。导轨9运动锁合地设置在中间框架3和机架 24上并且导向滑架10通过固体活节4设置在塑化组件2和中间框架3 上。
89.图4a和4b示出图3中所示的实施变型方案在力加载下(准确地 说示出在塑化期间出现的变形)的情况,其中,能清楚地看出导向单 元11如何经受明显更小的变形。为了更容易理解,这些附图中固体活 节4被表示为弹簧。
90.塑化组件2借助固体活节4设置在导向滑架10上,这允许塑化组 件2相对于导向滑架10并且因此相对于导向单元11倾斜,由此变形 可被补偿并且导向元件11经受显著减小的力,这又大大地提高了导向 元件11的使用寿命。
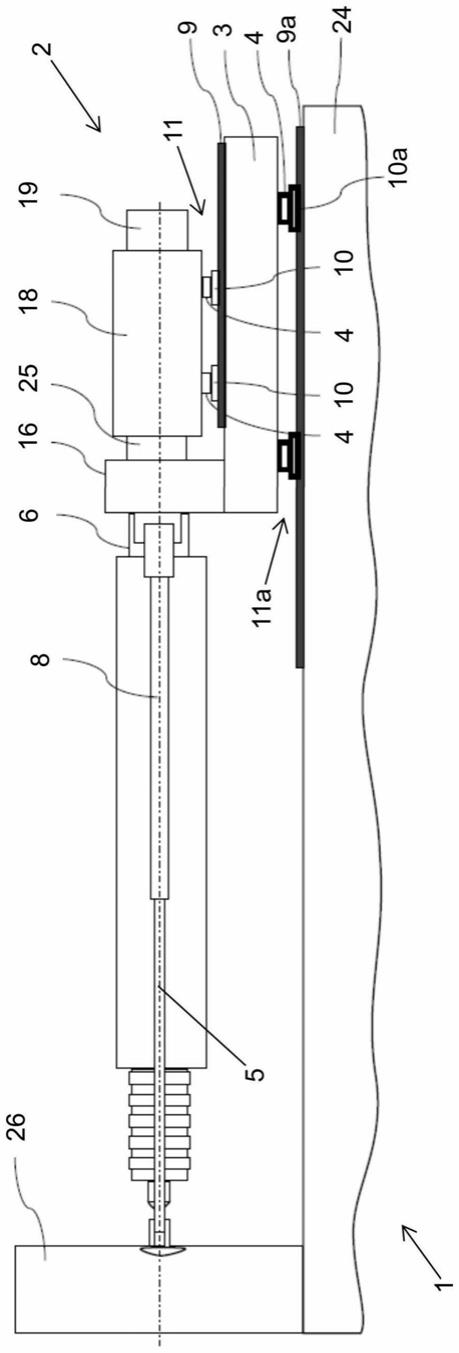
91.图5a和5b示出塑化单元1的另一种实施例,其中,图5a示出侧 视图并且图5b示出俯视图。
92.与图3直接比较,在图5的实施例中,塑化组件2以另外的方式 支承在中间框架3上。中间框架3通过导向元件11与机架24可线性 运动地连接。
93.导向元件11通过导轨9和相对于导轨可线性移动的导向滑架10 构成。导轨9运动锁合地设置在机架24上并且导向滑架10通过固体 活节4设置在中间框架3上并且因此设置在塑化组件2上。
94.为了驱动线性的注射运动,线性驱动装置8支撑在中间框架3和 固定的模具夹紧板26上。
95.图6a示出塑化单元1的第三种实施例的侧视图并且图6b示出俯 视图。
96.与图1直接比较,在图6的实施例中,塑化组件2通过两个中间 框架3支承。中间框架3通过导向元件11与机架24可线性运动地连 接。
97.导向元件11通过导轨9和相对于导轨可线性移动的导向滑架10 构成。导轨9固定地设置在机架24上并且导向滑架10通过固体活节 4与中间框架3并且因此与塑化组件2连接。
98.线性驱动装置8作用在载体板16和固定的模具夹紧板26上。
99.注射执行器25通过在载体板16与缸板18之间的移动引起注射运 动,其中,载体板16与物料缸6连接并且缸板18与塑化螺杆7连接。 通过塑化螺杆7与物料缸6之间的相对运动,可以将被塑化的物料推 出。
100.图7示出塑化单元1的第四种实施例,其中,图7a示出侧视图并 且图7b示出俯视图。
101.与图6直接比较,在图7的实施例中,缸板18设置为更靠近固定 的模具夹紧板26并且支承物料缸6。塑化螺杆7和计量驱动装置19 固定在马达板17上。
102.通过借助注射执行器25使马达板17相对于缸板18进行线性运 动,可以进行如前所述的注射运动。
103.线性驱动装置8作用在中间框架3和固定的模具夹紧板26上。
104.图8示出图5、6或7的实施例的示意性前视图。
105.图9a和9b示出图5的实施变型方案在力加载下(更准确地说在 计量期间)的情况。与图9a和9b中类似的变形在图6和7的实施例 中出现。
106.如图1a至图9b所示,本发明的一个基本方面是,补偿例如在注 射、计量或压紧期间出现的变形并且由此避免开头描述的对导向单元 11的负面效果。
107.图10a示出固体活节的第一种实施例。图10b在此示出根据图10a 的实施例的从下方看的视图。
108.这里所示的固体活节4具有套筒12和设置在该套筒12中的内部 件13。在该实施例中,套筒12圆柱形地构造并且内部件13构造成旋 转对称的轴颈。
109.为了在套筒12与内部件13之间建立一定的活节性,内部件13 在套筒12内与衬套22压紧,其中,衬套22由具有比内部件13和套 筒12弹性模量更小的材料制成。优选地,这个实施例的衬套22由硬 弹性的塑料制成。
110.为了使固体活节4即使相对于竖直负荷也具有一定的弹性,此外 在内部件13与套筒12之间设置有垫圈21,该垫圈也由具有比套筒12 和内部件13弹性模量更小的材料构成。所述垫圈21例如可以由与衬 套22相同的材料构成。
111.然而,还可设想,在内部件13与套筒12之间形成的间隙通过在 间隙中固化之后将承担与衬套22和垫圈21相同功能的材料(例如环 氧树脂)来浇注。
112.图11a和11b类似于前面示出固体活节4的另一种实施例,其中, 直接与图10a和10b相比,沿内部件13的周边设置有附加的连接元件 23。
113.这些附加的连接元件23不仅设置用于使内部件13相对于套筒12 位置固定,其中,通过该连接元件防止两个构件相对彼此转动,而且 也允许根据载荷方向有针对性地改变固体活节4的可变形性。
114.因为连接元件23也由具有比套筒12或内部件13弹性模量更小的 材料制成,图11a和11b的实施例的固体活节4在垂直于连接元件23 施加力时比在力作用在连接元件23旁边时可更多地变形。
115.在塑化单元中也可以使用固体活节的其它几何设计方案来补偿双 轴变形。通过图12中的不同视图(a至h)示出对于固体活节4的这 种几何实施例的外观。
116.附图标记列表
[0117]1ꢀꢀꢀꢀꢀ
塑化单元
[0118]2ꢀꢀꢀꢀꢀ
塑化组件
[0119]3ꢀꢀꢀꢀꢀ
中间框架
[0120]4ꢀꢀꢀꢀꢀ
固体活节
[0121]5ꢀꢀꢀꢀꢀ
纵轴线
[0122]6ꢀꢀꢀꢀꢀ
物料缸
[0123]7ꢀꢀꢀꢀꢀ
塑化螺杆
[0124]8ꢀꢀꢀꢀꢀ
线性驱动装置
[0125]9ꢀꢀꢀꢀꢀ
导轨
[0126]
10
ꢀꢀꢀꢀ
导向滑架
[0127]
11
ꢀꢀꢀꢀ
导向单元
[0128]
12
ꢀꢀꢀꢀ
套筒
[0129]
13
ꢀꢀꢀꢀ
内部件
[0130]
14
ꢀꢀꢀꢀ
注射喷嘴
[0131]
15
ꢀꢀꢀꢀ
物料缸的覆盖件
[0132]
16
ꢀꢀꢀꢀ
载体板
[0133]
17
ꢀꢀꢀꢀ
马达板
[0134]
18
ꢀꢀꢀꢀ
缸板
[0135]
19
ꢀꢀꢀꢀ
计量驱动装置
[0136]
20
ꢀꢀꢀꢀ
加热带
[0137]
21
ꢀꢀꢀꢀ
垫圈
[0138]
22
ꢀꢀꢀꢀ
衬套
[0139]
23
ꢀꢀꢀꢀ
连接元件
[0140]
24
ꢀꢀꢀꢀ
机架
[0141]
25
ꢀꢀꢀꢀ
注射执行器
[0142]
26
ꢀꢀꢀꢀ
固定的模具夹紧板
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。