1.本发明涉及承接装置,具体的说是一种机箱提升机进料自动承接装置。
背景技术:
2.在传统服务器或pc生产过程中,由于场地限制,往往需要用到提升机进行高低楼层之间的物料周转,因机箱投料节拍快,以使用往复式多层履带板结构居多,而往复式升降履带的翻转在进料皮带口处完成,需预留足够的安全翻转距离,使用无动力承接挡板进行机箱进料过渡弥补其距离;挡板弹簧装置使用寿命较短,需要每月频繁更换维护,浪费较多人力成本及线体异常停线时长;同时,因现有承接挡板无动力且使用的是普通pe材质,摩擦力较大,往往在机箱推入时,因推入力小于摩擦力导致机箱卡在提升机进料口,或下一提升机履带翻转时将机箱压坏,造成设备损伤等,每月因该挡板摩擦造成机箱批量划伤,在整改机箱投料中,因该挡板故障造成的生产停线或机箱质量问题占比较大约90%,严重影响生产。
技术实现要素:
3.本发明的目的是提供一种机箱提升机进料自动承接装置,该装置极大程度的保护产品,提高设备的稳定性,降低因现有承接结构不足导致的停线停产以及设备损失问题,解决生产过程中遇到的设备设施痛点难点。
4.本发明解决其技术问题所采取的技术方案是:一种机箱提升机进料自动承接装置,其结构包括提升机、提升机履带和机箱输送皮带,所述机箱输送皮带的底部设有支撑架,所述提升机内腔设有提升机履带,,还包括进料自动承接装置,所述自动承接装置设于机箱输送皮带与提升机履带对接端,所述自动承接装置包括支撑架、承接面板翻转轴和承接输送组件,所述支撑架与机箱输送皮带底部的支撑架一侧连接,所述承接面板翻转轴与支撑架转动连接,所述承接面板安装轴由一端的伺服电机控制旋转,所述承接输送组件与承接面板安装轴连接;所述机箱输送皮带的支撑架上部设有传感器一,所述提升机内腔侧壁设有传感器二。
5.进一步,所述承接输送组件包括承接面板、承接输送皮带组件、承接皮带传动轴和输送皮带驱动装置,所述承接面板的一侧与承接面板翻转轴连接,所述承接面板均匀设有多个输送机箱投料的承接输送皮带组件,承接面板的底部设有承接皮带传动轴和输送皮带驱动装置,所述承接皮带传动轴的两端分别通过轴承和轴承座与承接面板底壁转动连接,所述承接皮带传动轴的中部设有控制传动轴转动的输送皮带驱动装置。
6.进一步,所述承接输送皮带组件包括齿形输送皮带和转轴,所述齿形输送皮带通过两个转轴与承接面板安装槽连接,所述齿形输送皮带的内侧面与承接皮带传动轴齿轮啮合。
7.进一步,所述输送皮带驱动装置包括伺服电机和齿形转动皮带、所述齿形转动皮带的内侧壁设有齿条,所述齿形转动皮带一侧与伺服电机的输出主轴齿轮啮合,另一端与
输送皮带传动轴齿轮啮合,所述伺服电机带动齿形转动皮带旋转,所述齿形转动皮带的旋转带动输送皮带传动轴转动。
8.进一步,所述承接面板翻转轴的两端分别通过承接面板翻转轴轴承与装置支撑架连接。
9.进一步,所述承接输送组件的齿形输送皮带的平面高于承接面板上表面。
10.进一步,所述承接面板反转轴上设有若干个与承接面板安装配合的安装孔。
11.进一步,所述传感器一和传感器二分别经控制器与翻转伺服电机电联。
12.本发明的有益效果:
13.本发明通过设置进料自动承接装置具有提升机进料挡板装置的自动翻转功能,实现竖直阻挡与水平输送两种状态按需求切换;具有提升机进料承接面板的平行移栽动力输出功能,可实现机箱机其他表面容易划伤产品能在承接面板上平稳安全过渡,极大保护产品外观及质量;实现承接面板与输送皮带伺服电机及其传动装置作为一个运动单元整体,解决翻转和水平互不干涉,达到两者和谐共存。
14.本发明突破普通光滑皮带进而使用齿形皮带,齿形皮带轮以及在输送皮带传动轴上加装齿形轮,极大提高输送皮带的运行稳定性,保证精准的旋转输送功能。
15.本发明翻转及水平输出动力均采用伺服同步电机,以控制速度,位置精度非常准确,以电压信号转化为转矩和转速以驱动控制对象,且具有机电时间常数小、线性度高等特性等优势,把所收到的脉冲信号转换成电动机轴上精准控制旋转角度,提高承接面板的自动翻转及输送性能。
16.本发明的进料自动承接装置可实现快速模块式安装及拆卸,解决故障需要维修时,可临时换上无动力挡板,屏蔽自动翻转及输送程序,减少因设备故障造成的生产停线。
附图说明
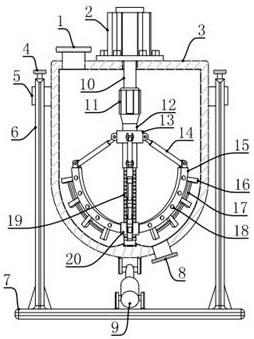
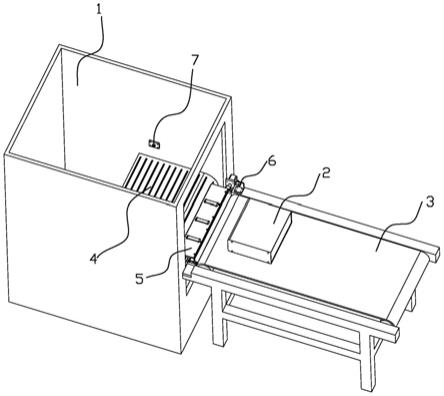
17.图1为本发明的整体结构图;
18.图2为图1中去掉提升机后的结构图;
19.图3为进料自动承接装置的结构图;
20.图4为图3中承接面板竖起状态的结构图;
21.图5为进料自动承接装置内部传动结构图;
22.图6为图5中局部放大图;
23.图7为进料自动承装置的背面结构图。
24.图中:
25.1提升机、2机箱、3机箱输送皮带、4提升机履带、5进料自动承接装置、51装置支撑架、52承接面板翻转轴、53翻转轴联轴器、54翻转伺服电机、55承接面板、56承接输送皮带组件、561齿形输送皮带、562转轴、57输送皮带传动轴、571齿形轮、58输送皮带驱动装置、581伺服电机、582齿形转动皮带、59输送皮带主轴轴承、6传感器一、7传感器二。
具体实施方式
26.参照说明书附图对本发明的一种机箱提升机进料自动承接装置作以下详细说明。
27.如图1至图7所示,本发明的一种机箱提升机进料自动承接装置,包括提升机1、提
升机履带4和机箱输送皮带3,所述机箱输送皮带3的底部设有支撑架,所述提升机1内腔设有提升机履带4,还包括进料自动承接装置5,所述进料自动承接装置5设于机箱输送皮带3与提升机履带4对接端,所述进料自动承接装置5包括装置支撑架51、承接面板翻转轴52和承接输送组件,所述支撑架与机箱输送皮带底部的支撑架一侧连接,所述承接面板翻转轴52与支撑架转动连接,所述承接面板安装轴由一端的伺服电机控制旋转,所述承接输送组件与承接面板安装轴连接;所述机箱输送皮带的支撑架上部设有传感器一6,所述提升机内腔侧壁设有传感器二7,所述传感器一和传感器二分别经控制器与翻转伺服电机54电联。
28.在服务器及其他pc产品生产工艺流水线中,因机箱投料节拍快,且场地约束等,往往需要用使用往复式多层履带板结构提升机,机箱在完成包装外拆后,投放在机箱输送皮带上,通过皮带输送,将机箱运输到进料自动承接装置前,经过光感信号结合plc程序进料自动承接装置可实现将竖直阻挡状态翻转至水平输送状态,同时,嵌入承接面板内的齿形输送皮带输出平移动力,将机箱平稳安全过渡至提升机中的提升机履带上,从而完成机箱提升机进料自动承接功能。整个进料自动承接装置通过装置支撑架与机箱输送皮带上现有框架进行安装对接,可实现模块式快速安装及拆卸,解决当进料自动承接装置故障需要维修时,可临时换上无动力挡板,屏蔽自动翻转及输送程序,减少因设备故障造成的生产停线。
29.所述承接输送组件包括承接面板55、承接输送皮带组件56、承接皮带传动轴57和输送皮带驱动装置58,所述承接面板55的一侧通过安装孔和固定螺丝与承接面板翻转轴52连接,所述承接面板55均匀设有多个输送机箱投料的承接输送皮带组件56,承接面板55的底部设有承接皮带传动轴57和输送皮带驱动装置58,所述承接皮带传动轴57的一端通过输送皮带主轴轴承59与承接面板底壁连接,另一端通过轴承和轴承座与承接面板55底壁转动连接,所述承接皮带传动轴57的中部设有控制传动轴转动的输送皮带驱动装置58。所述承接面板翻转轴52的两端分别通过承接面板翻转轴轴承与装置支撑架连接。
30.所述承接输送皮带组件56包括齿形输送皮带561和转轴562,所述齿形输送皮带561通过两个转轴562与承接面板55上的安装槽连接,所述齿形输送皮带561的内侧面与承接皮带传动轴57齿轮啮合。齿形输送皮带561两侧的转轴与承接面板55安装槽侧壁转动连接,提高了输送皮带旋转的流畅,使机箱能顺利的通过承接面板输送至提升机履带上。
31.所述输送皮带驱动装置58包括伺服电机581和齿形转动皮带582,所述齿形转动皮带582的内侧壁设有齿条,所述齿形转动皮带582一侧与伺服电机581的输出主轴齿轮啮合,另一端与输送皮带传动轴57齿轮啮合,所述伺服电机581带动齿形转动皮带582旋转,所述齿形转动皮带的旋转带动输送皮带传动轴57转动。
32.所述承接输送皮带组件56的齿形输送皮带561的平面高于承接面板55上表面,保证机箱在输送至承接面上时通与输送皮带紧密接触,通过输送皮带带动机箱的运行。
33.所述承接面板翻转轴52上设有若干个与承接面板55安装配合的安装孔,可实现快速模块式安装及拆卸,解决故障需要维修时,可临时换上无动力挡板,屏蔽自动翻转及输送程序,减少因设备故障造成的生产停线。
34.翻转伺服电机54可采用交流伺服电机(80aea07320-sc3),是承接板翻转轴52动力来源,通过翻转轴联轴器53与承接面板翻转轴联接,承接面板55用螺柱固定在以承接面板翻转轴52上。翻转伺服电机以控制速度,位置精度非常准确,以电压信号转化为转矩和转速
以驱动控制对象,且具有机电时间常数小、线性度高等特性等优势,把所收到的脉冲信号转换成电动机轴上精准控制旋转角度,提高承接面板的自动翻转性能。
35.输送皮带伺服电机为交流伺服电机(60aea02030-sc3),面板上齿形输送皮带的输送动力来源,通过齿形转动皮带582与输送皮带传动轴57进行动力传输,输送皮带传动轴57又与承接面板55上的齿形输送皮带561通过齿形皮带轮将旋转动力转换为机箱在承接面板上的平行移动动力。
36.承接面板翻转轴52的型号规格能定制,可采用优质碳素结构钢如45#。面板翻转动力转承结构,用螺柱将承接面板与承接面板翻转轴固定为一体,通过翻转伺服电机旋转带动承接面板达到起升阻挡,翻转平移承接的作用;
37.齿形转动皮带可采用70xl同步带,是输送皮带伺服电机与输送皮带传动轴动力转承结构,其与轴面上加工带有齿形结构进行啮合,将电机的旋转运动传递至轴上。
38.输送皮带传动轴57的型号规格能定制,可采用优质碳素结构钢(如45#)。是齿形输送皮带动作的动力转换零件,在其轴身上进行齿形的加工,通过与齿形转动皮带及齿形输送皮带的啮合动作,将动力传输到齿形输送皮带561上,从而完成机箱2在承接面板55的平移。
39.齿形输送皮带561是嵌入安装在承接面板55上的平移输送动力提供结构,通过齿形皮带轮的张紧同时与输送皮带传动轴上的齿形结构进行啮合,完成动力的传输。齿形皮带轮安装在承接面板内,通过其完成齿形输送皮带的张紧或动力传递作用。
40.机箱输送皮带3是产品机箱通过拆包后,投入在机箱输送皮带通过皮带传输,将机箱输送到进料自动承接装置位置处;提升机是机箱高低层输送周转设备。
41.提升机履带4是提升机内的运载装置,由工业橡胶垫块耐磨材质制成,其在提升机内需可以平行/垂直升降,也需要在进料接驳口进行180度折叠翻转,因此在机箱输送皮带与提升机之间需要留有一定的安全翻转距离,这个距离就需要进料自动承接装置来安全承接,完成机箱的投料。
42.传感器一6和传感器二7均为光感应器:dc12-24v伏npn常开e3z-t81,机箱输送皮带及提升机为现有技术,结合plc程序用以判断机箱在皮带或提升机内的状态,均为常规技术,不作过多阐述。
43.当机箱2通过机箱输送皮带3上输送到进料自动承接装置前的光传感器一的位置6时,光感得到信号结合plc程序,给翻转伺服电机54输出顺时针旋转的脉冲信号,翻转伺服电机54工作,带动承接面板翻转轴52与承接面板55,将进料自动承接装置从竖直阻挡状态调整至水平输送状态;当机箱2平稳的从进料自动承接装置过渡到提升机1内,利用光感到位传感器发出到位信号,结合plc程序,给翻转伺服电机54输出逆时针旋转的脉冲信号,翻转伺服电机54工作,带动承接面板翻转轴52与承接面板55转动,将进料自动承接装置从水平输送状态调整至竖直阻挡状态,完成一个周期内的翻转过程。
44.进料自动承接装置水平输送功能:当进料自动承接装置从竖直阻挡状态调整至水平输送状态后,通过光感得到进料自动承接装置翻转到位信号,结合plc,同时给机箱输送皮带3及输送皮带伺服电机输出转动信号,可根据机箱产品类型给定最大工作时间t,输送皮带伺服电机经过齿形转动皮带和输送皮带传动轴加工的齿形进行啮合,从而将电机转动传递至输送皮带传动轴的转动,承接面板上安装齿形输送皮带则通过齿形皮带轮进行张紧
并与输送皮带传动轴加工的齿形进行啮合,完成转动输送至齿形输送皮带上,进而将机箱从机箱输送皮带的推力中承载接送过,并进行平行移栽动力输送,将机箱平稳安全的输送提升机内,同时提升机内的提升机履带4也同步水平翻转铺开,完成机箱的入料接收。
45.使用过程如下:
46.机箱2在完成包装外拆后,投放在机箱输送皮带3上,通过皮带输送,当机箱2通过机箱输送皮带上输送到进料自动承接装置前的光传感器一6位置时,光感得到信号结合plc程序,给翻转伺服电机54输出顺时针旋转的脉冲信号,翻转伺服电机54工作,带动承接面板翻转轴52与承接面板55转动,将进料自动承接装置从竖直阻挡状态调整至水平输送状态;通过光传感器二得到进料自动承接装置翻转到位信号,结合plc,同时给机箱输送皮带3及输送皮带伺服电机输出转动信号,可根据机箱产品类型给定最大工作时间t,输送皮带的伺服电机581经过齿形转动皮带582和输送皮带传动轴加工的齿形进行啮合,从而将电机转动传递至输送皮带传动轴的转动,承接面板55上安装齿形输送皮带561则通过齿形皮带轮进行张紧并与输送皮带传动轴57加工的齿形进行啮合,完成转动输送至齿形输送皮带561上,进而将机箱2从机箱输送皮带3的推力中承载接送过,并进行平行移栽动力输送,将机箱平稳安全的输送往提升机内,同时提升机1内的提升机履带4也同步水平翻转铺开,将机箱平稳安全过渡至提升机中的提升机履带上,从而完成机箱提升机进料自动承接功能。
47.当在齿形输送皮带561在输送皮带伺服电机带动下持续运行时间t内,机箱输送皮带3内的进口光感输出信号停止表示机箱已通过机箱输送皮带到达进料自动承接装置中,但提升机内机箱到位光感信号仍无输出信号,plc程序则判定机箱承载过渡失败,出现卡机箱情况,设备报警,提醒工程人员进行处理。
48.在当机箱平稳的从进料自动承接装置过渡到提升机内,利用光感到位传感器发出到位信号,结合plc程序,给翻转伺服电机输出逆时针旋转的脉冲信号,翻转伺服电机工作,带动承接面板翻转轴与承接面板,将进料自动承接装置从水平输送状态调整至竖直阻挡状态,完成一个周期内的翻转过程。
49.本发明提高了提升机设备运行的稳定性,降低维护成本及维护时长;有效保护产品质量,减少因承接面板的缺点如摩擦力、无动力等造成的机箱划伤,机箱卡死,压坏机箱的质量事故;节省因提升机故障造成的机箱报废、人员返工,或造成的提升机零部件非自然损坏等各类成本;降低因提升机故障造成的设备异常停线损失工时,提高生产效率。
50.以上所述,只是用图解说明本发明的一些原理,本说明书并非是要将本发明局限在所示所述的具体结构和适用范围内,故凡是所有可能被利用的相应修改以及等同物,均属于本发明所申请的专利范围。
51.除说明书所述技术特征外,其余技术特征均为本领域技术人员已知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。