1.本实用新型涉及不锈钢钢带轧制技术领域,特别涉及一种钢带引带焊接装置。
背景技术:
2.带钢在生产过程中需保持恒定的张力,故钢带的头端与尾端需将12m~15m的钢带缠绕在卷曲轴上施加张力,卷曲轴上的钢带无法轧制并作为废料处理,造成了严重的浪费,导致钢厂的成材率下降,生产成本上升。
3.现有技术中,虽然可以实现钢带引带的焊接,但是需要投入巨额的重卷焊接机组和人力成本,且使用氩弧焊对钢带进行拼接对焊,特别是对精密不锈钢压延的厚度小于1mm的钢带,经常会发生因焊接强度不足而导致焊接点断带,容易造成轧机本体内部的轧辊损坏事故。
技术实现要素:
4.根据本实用新型实施例,提供了一种钢带引带焊接装置,包含:开卷平台、焊接模块与收卷模块;
5.开卷平台设置在焊接模块的一侧,钢带引带设置在开卷平台上;
6.收卷模块设置在焊接模块的另一侧,待焊接钢带卷设置在收卷模块上;
7.焊接模块设置在开卷平台与收卷模块之间,焊接模块分别与开卷平台、收卷模块相衔接,用于将钢带引带的头端与待焊接钢带卷的头端焊接在一起。
8.进一步,开卷平台还包含:放置台与两根橡胶辊,两根橡胶辊活动设置在放置台的外壁上,两根橡胶辊并行排列,钢带引带设置在两根橡胶辊上。
9.进一步,开卷平台还包含:驱动手轮,驱动手轮设置在其中一根橡胶辊的一端。
10.进一步,开卷平台还包含:夹送辊与第一电机;
11.夹送辊设置在放置台上,钢带引带的头端通过夹送辊与焊接模块相连;
12.第一电机设置在放置台上,第一电机与夹送辊相连,用于驱动夹送辊。
13.进一步,焊接模块包含:两个对中组件、焊机与夹紧器;
14.焊机与第二电机相连;
15.两个对中组件分别设置在焊机的输入端与焊机的输出端,用于调节钢带引带的头端与待焊接钢带卷的头端的中心轴相同;
16.夹紧器设置在焊机上,用于将钢带引带的头端与待焊接钢带卷的头端固定在焊机的焊接区域。
17.进一步,对中组件包含:对中手轮、传动件与一对对中挡板;
18.一对对中挡板对称设置在焊机的两侧,钢带引带的头端或者待焊接钢带卷的头端位于一对对中挡板之间;
19.传动件设置在焊机上,传动件与一对对中挡板相连,用于带动一对对中挡板运动;
20.对中手轮设置在传动件的一端。
21.进一步,焊接模块还包含:入口挡板与出口挡板;
22.入口挡板设置在焊机的输入端;
23.出口挡板设置在焊机的输出端。
24.进一步,收卷模块包含:钢卷鞍座、钢卷支架、动力辊与第三电机;
25.钢卷支架设置在焊接模块的一侧,焊接模块位于钢卷支架与开卷平台之间;
26.动力辊设置在钢卷支架上,待焊接钢带卷设置在动力辊上;
27.第三电机设置在钢卷支架上,第三电机与动力辊相连,用于驱动动力辊运动;
28.钢卷鞍座设置在钢卷支架的一侧,用于对待焊接钢带卷进行限位。
29.根据本实用新型实施例的钢带引带焊接装置,解决了现有技术中钢带引带焊接的焊缝强度低的缺陷,降低了钢带的生产成本,提高了钢带的成材率,操作简单,节省人力,安全性高。
30.要理解的是,前面的一般描述和下面的详细描述两者都是示例性的,并且意图在于提供要求保护的技术的进一步说明。
附图说明
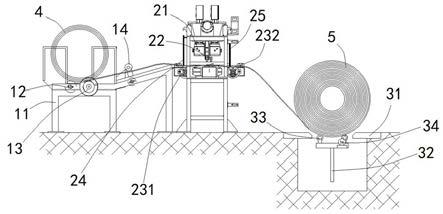
31.图1为根据本实用新型实施例钢带引带焊接装置的主视图;
32.图2为根据本实用新型实施例的焊接模块的局部放大图。
具体实施方式
33.以下将结合附图,详细描述本实用新型的优选实施例,对本实用新型做进一步阐述。
34.首先,将结合图1描述根据本实用新型实施例的钢带引带焊接装置,用于焊接钢带,其应用场景广阔。
35.如图1所示,本实用新型实施例的一种钢带引带焊接装置,包含:开卷平台、焊接模块与收卷模块。
36.具体地,如图1所示,开卷平台设置在焊接模块的一侧,钢带引带4设置在开卷平台上。
37.进一步,如图1所示,开卷平台还包含:放置台11与两根橡胶辊12,两根橡胶辊12活动设置在放置台11的外壁上,两根橡胶辊12可在放置台11上自由旋转,两根橡胶辊12并行排列,钢带引带4设置在两根橡胶辊12上,钢带引带4的厚度范围为:0.8mm~1.0mm,钢带引带4的长度范围为10m~15m,钢带引带4的材质为不锈钢,使用者通过驱动橡胶辊12转动带动钢带引带4在橡胶辊12上转动,或者直接驱动钢带引带4在橡胶辊12上转动,进而使钢带引带4释放出足够长度的钢带引带4的头端,使其穿过夹送辊14,提高了生产作业的安全性。
38.进一步,如图1所示,开卷平台还包含:驱动手轮13,驱动手轮13设置在其中一根橡胶辊12的一端,驱动手轮13利用杠杆原理增大了橡胶辊12受力的力臂,对橡胶辊12受到的驱动力进行放大,方便使用者控制橡胶辊12转动。
39.进一步,如图1所示,开卷平台还包含:夹送辊14与第一电机(图上未示出);夹送辊14设置在放置台11上,钢带引带4的头端通过夹送辊14与焊接模块相连;第一电机设置在放置台11上,第一电机与夹送辊14相连,用于驱动夹送辊14,钢带引带4的头端穿过夹送辊14
后,第一电机工作,第一电机驱动夹送辊14压紧钢带引带4的头端,并进一步将钢带引带4输送至焊接模块,用于辅助钢带引带4穿带使用,极大程度上节省了人力。
40.具体地,如图1所示,焊接模块设置在开卷平台与收卷模块之间,焊接模块分别与开卷平台、收卷模块相衔接,用于将钢带引带4的头端与待焊接钢带卷5的头端焊接在一起,钢带引带4与待焊接钢带卷5同时采用易于焊接的301钢种或者304钢种,可节约高镍合金的损耗量,有效降低了产品的生产成本。
41.进一步,如图1~2所示,焊接模块包含:两个对中组件、焊机21与夹紧器22;第二电机(图上未示出)为步进电机,焊机21与第二电机相连,达到焊机21焊接速度的无级调节的效果,焊机21采用双轮缝焊机21,可同时产生两条焊缝,使用者可根据钢板的厚度来调节焊机21的电流大小,并且,焊机21采用脉冲焊接的控制方式,可达到鱼鳞焊的效果,极大的提高了焊缝的结合强度,操作简单、安全性高,当焊接1mm以下的钢带时,焊缝结合强度远高于氩弧焊,钢带的焊接质量大幅度提高,避免了完成焊接的钢带在轧机的内部焊缝断裂,降低了钢带的生产成本,提高了钢带的成材率;两个对中组件分别设置在焊机21的输入端与焊机21的输出端,用于调节钢带引带4的头端与待焊接钢带卷5的头端的中心轴相同;夹紧器22为气动夹紧器22,夹紧器22设置在焊机21上,用于将钢带引带4的头端与待焊接钢带卷5的头端固定在焊机21的焊接区域,当钢带引带4的头端与待焊接钢带卷5的头端进入到焊接区域的预定位置上后,夹紧器22下压,将钢带引带4的头端与待焊接钢带卷5的头端固定在焊机21的焊接地板(图上未示出)上,同时,焊机21通过设有变压器、两个焊轮、对应的气缸压紧装置与蜗杆传动机构等,保证在焊机21焊接的过程中,钢带引带4的头端与待焊接钢带卷5的头端的焊缝处保持稳定压紧力。
42.进一步,如图1~2所示,对中组件包含:对中手轮231、传动件(图上未示出)与一对对中挡板232;一对对中挡板232对称设置在焊机21的两侧,钢带引带4的头端或者待焊接钢带卷5的头端位于一对对中挡板232之间,用于对钢带引带4的头端进行限位;传动件设置在焊机21上,传动件与一对对中挡板232相连,用于带动一对对中挡板232进行相对运动,进而达到改变钢带引带4的头端或者待焊接钢带卷5的头端的位置的效果,使钢带引带4的头端与待焊接钢带卷5的头端的中心轴处于同一条直线上,从而自动实现对中功能;对中手轮231设置在传动件的一端,对中手轮231利用杠杆原理,对传动件所受到的驱动力进行放大,使钢带引带4的头端或者待焊接钢带卷5的头端的位置容易调节,具有结构简单,操作方便,性能可靠的优点。
43.进一步,如图1所示,焊接模块还包含:入口挡板24与出口挡板25;入口挡板24设置在焊机21的输入端;出口挡板25设置在焊机21的输出端,入口挡板24与出口挡板25均为设置在焊机21的两侧,可上下伸缩的亚克力挡板,避免了焊机21在焊接的构成中焊渣飞溅而导致的火灾隐患,同时也能放置焊渣烫伤操作人员,使操作人员的生命安全得到保障。
44.具体地,如图1所示,收卷模块设置在焊接模块的另一侧,待焊接钢带卷5设置在收卷模块上。
45.进一步,如图1所示,收卷模块包含:钢卷鞍座31、钢卷支架32、动力辊33与第三电机34;钢卷支架32设置在焊接模块的一侧,焊接模块位于钢卷支架32与开卷平台之间;动力辊33设置在钢卷支架32上,待焊接钢带卷5设置在动力辊33上;第三电机34为液压马达,第三电机34设置在钢卷支架32上,第三电机34与动力辊33相连,用于驱动动力辊33运动,进而
带动待焊接钢带卷5转动,达到调节待焊接钢带卷5的头端的位置的效果;钢卷鞍座31设置在钢卷支架32的上方,动力辊33位于钢卷鞍座31中,用于放置待焊接钢带卷5并对待焊接钢带卷5进行限位。
46.当使用者使用钢带引带焊接装置焊接钢带时,使用者打开钢带引带4,并通过旋转橡胶辊12的驱动手轮13调整钢带引带4的头端的位置,使钢带引带4的头端从夹送辊14的下方穿过,使用者调整钢带引带4的头端的方向,避免钢带引带4的头端与对中挡板232发生干涉,使用者启动第一电机,夹送辊14将钢带引带4的头端传输至焊机21的焊接区域,然后使用者使用电剪刀对钢带引带4的头端进行休整;同理,使用者打开待焊接钢带卷5并开启第三电机34,动力辊33带动待焊接钢带卷5进行转动,使用者对待焊接钢带卷5的头端中心轴的方向进行调整,防止待焊接钢带卷5的头端与对中挡板232发生干涉,使用者将待焊接钢带卷5的头端牵引至焊机21的焊接区域后使用电剪刀对待焊接钢带卷5的头端进行休整,并通过旋转对中手轮231对钢带引带4与待焊接钢带卷5的头端进行对中处理,使用者下压夹紧器22,将钢带引带4与待焊接钢带卷5的头端固定在焊机21的焊接地板上,完成固定后,使用者打开夹送辊14,手动调节焊机21的焊接起点至钢带引带4与待焊接钢带卷5的头端连接处的一端并确认焊接路径,准备完成后,使用者关闭入口挡板24与出口挡板25,调节焊机21的电流与焊接速度后启动焊机21开始焊接,使用者确认焊机21完成对钢带引带4与待焊接钢带卷5的连接处的焊接后,结束焊接,焊机21自动复位,最后,使用者依次打开夹紧器22、对中挡板232与第三电机34,动力辊33带动待焊接钢带卷5转动,待焊接钢带卷5将钢带引带4卷取到待焊接钢带卷5上,使用者对待焊接钢带卷5进行打包。
47.以上,参照图1~2描述了根据本实用新型实施例的钢带引带焊接装置,解决了现有技术中钢带引带4焊接的焊缝强度低的缺陷,降低了钢带的生产成本,提高了钢带的成材率,操作简单,节省人力,安全性高。
48.需要说明的是,在本说明书中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包含
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
49.尽管本实用新型的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本实用新型的限制。在本领域技术人员阅读了上述内容后,对于本实用新型的多种修改和替代都将是显而易见的。因此,本实用新型的保护范围应由所附的权利要求来限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。