技术特征:
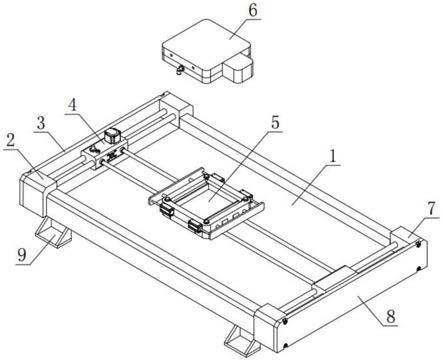
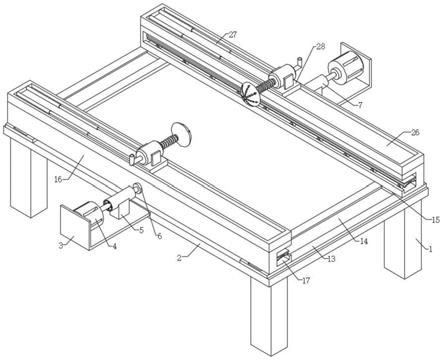
1.一种数控机床模具偏移用自动调节对位装置,包括工作台面(1)、左y轴组件(2)、y轴移动组件(4)、下压模机构(5)、上压模机构(6)和右y轴组件(7),其特征在于:所述工作台面(1)的中部开设有工作槽(12),工作槽(12)的左右两侧分别设置有左y轴组件(2)和右y轴组件(7),左y轴组件(2)的外侧设置有左限位板(3),右y轴组件(7)的外侧设置有右限位板(8),工作槽(12)远离左y轴组件(2)和右y轴组件(7)的两侧分别设置有第一外框(11)和第二外框(13),第一外框(11)和第二外框(13)的整体结构相同,工作槽(12)的内部设置有下压模机构(5),工作台面(1)的底部设置有支撑架(9)。2.如权利要求1所述的一种数控机床模具偏移用自动调节对位装置,其特征在于:所述左y轴组件(2)的两端设置有左限位块(21),两端的左限位块(21)之间设置有左滑槽(22),左滑槽(22)的内部设置有左y滑轴(23),左y滑轴(23)包括有平行设置的两根金属管,左y滑轴(23)的两端分别固定连接在左y轴组件(2)两端的左限位块(21)内侧,右y轴组件(7)的两端设置有右限位块(71),两端的右限位块(71)之间设置有右滑槽(72),右滑槽(72)的内部设置有右y滑轴(73),右y滑轴(73)包括有平行设置的两根金属管,右y滑轴(73)的两端分别固定连接在右y轴组件(7)两端的右限位块(71)内侧。3.如权利要求2所述的一种数控机床模具偏移用自动调节对位装置,其特征在于:所述y轴移动组件(4)包括有左滑动小车(41)、x滑轴(42)和右滑动小车(43),左滑动小车(41)的侧面均开设有与左y滑轴(23)尺寸相匹配的轴孔,左滑动小车(41)可滑动连接在左y滑轴(23)上,右滑动小车(43)的侧面均开设有与右y滑轴(73)尺寸相匹配的轴孔,右滑动小车(43)可滑动连接在右y滑轴(73)上,左滑动小车(41)和右滑动小车(43)之间连接有x滑轴(42),x滑轴(42)包括有平行设置的两根金属管,x滑轴(42)上设置有下压模机构(5)。4.如权利要求3所述的一种数控机床模具偏移用自动调节对位装置,其特征在于:所述下压模机构(5)包括有固定组件(51)、下对位组件(52)和x轴移动小车(53),x轴移动小车(53)的顶面设置有模具区(5301),x轴移动小车(53)的两侧开设有x轴孔(5302),x轴孔(5302)的尺寸与x滑轴(42)相匹配,x轴移动小车(53)可滑动连接在x滑轴(42)上,x轴孔(5302)的旁边开设有螺栓孔(5303)。5.如权利要求4所述的一种数控机床模具偏移用自动调节对位装置,其特征在于:所述下对位组件(52)包括有模具放置框(5201)、传动轴孔(5202)、定位信号端(5203)、模具放置槽(5204)、安装孔(5205)和安装板(5206),模具放置框(5201)设置于x轴移动小车(53)的上方,模具放置框(5201)的内部开设有模具放置槽(5204),模具放置框(5201)的顶面各角落位置设置有定位信号端(5203),模具放置框(5201)的两侧开设有传动轴孔(5202),传动轴孔(5202)的旁边设置有安装板(5206),安装板(5206)通过螺栓穿过螺栓孔(5303)固定于x轴移动小车(53)上,模具放置框(5201)远离安装板(5206)的两侧开设有安装孔(5205)。6.如权利要求5所述的一种数控机床模具偏移用自动调节对位装置,其特征在于:所述固定组件(51)包括有伸缩气缸(5101)、气缸轴(5102)、传动板(5103)、传动轴(5104)和固定板(5105),伸缩气缸(5101)设置有四个,伸缩气缸(5101)两个为一组通过安装孔(5205)安装于模具放置框(5201)的侧面,传动板(5103)设置有两块,两块传动板(5103)分别设置于传动轴孔(5202)的外侧,固定板(5105)设置有两块,两块设置有两块分别设置于传动轴孔(5202)的内侧,传动板(5103)和固定板(5105)之间连接有传动轴(5104),传动轴(5104)的尺寸与传动轴孔(5202)相匹配,传动轴(5104)穿过传动轴孔(5202),两组伸缩气缸(5101)
的气缸轴(5102)分别与传动板(5103)固定连接。7.如权利要求6所述的一种数控机床模具偏移用自动调节对位装置,其特征在于:所述工作台面(1)的上方设置有上压模机构(6),上压模机构(6)包括有上压模放置板(61)、上对位组件(62)、单片机(63)和视觉检测摄像头(64),上压模机构(6)的顶部设置有上压模放置板(61),上压模放置板(61)的底面上设置有上对位组件(62),上对位组件(62)的侧面设置有视觉检测摄像头(64),上压模机构(6)的侧面设置有单片机(63),单片机(63)电连接视觉检测摄像头(64),单片机(63)通过信号连接左滑动小车(41)和x轴移动小车(53)。8.如权利要求6所述的一种数控机床模具偏移用自动调节对位装置,其特征在于:所述工作台面(1)的上方设置有上压模机构(6),上压模机构(6)包括有上压模放置板(61)、上对位组件(62)、单片机(63)和红外射线发射探头(65),上压模机构(6)的顶部设置有上压模放置板(61),上压模放置板(61)的底面上设置有上对位组件(62),上对位组件(62)的底面各角落位置设置有红外射线发射探头(65),上压模机构(6)的侧面设置有单片机(63),单片机(63)电连接红外射线发射探头(65),单片机(63)通过信号连接左滑动小车(41)和x轴移动小车(53)。9.一种根据权利要求7所述的数控机床模具偏移用自动调节对位装置的实施方法,其特征在于:包括如下步骤:步骤一:操纵数控机床,控制固定组件(51),使得伸缩气缸(5101)工作,气缸轴(5102)由伸缩气缸(5101)的内部向外伸出,气缸轴(5102)伸出带动传动板(5103)做出远离模具放置框(5201)的水平移动,传动板(5103)移动通过传动轴(5104)带动固定板(5105)移动;步骤二:固定板(5105)打开后,于模具放置框(5201)内部放入模具,操纵数控机床,控制固定组件(51),气缸轴(5102)收回,带动固定板(5105)移动夹紧固定住模具;步骤三:操纵数控机床,通过控制左滑动小车(41)和x轴移动小车(53)移动,将下压模机构(5)移动至上压模机构(6)的下方;步骤四:视觉检测摄像头(64)开启对定位信号端(5203)检测,当视觉检测摄像头(64)监测到定位信号端(5203)在检测范围外时,通过单片机(63)对左滑动小车(41)和x轴移动小车(53)进行自动控制和调整对位,自动调整至定位信号端(5203)均位于视觉检测摄像头(64)检测范围内;步骤五:完成调节对位,控制下压模机构(5)进行冲压,完成工作。10.一种根据权利要求8所述的数控机床模具偏移用自动调节对位装置的实施方法,其特征在于:包括如下步骤:步骤一:操纵数控机床,控制固定组件(51),使得伸缩气缸(5101)工作,气缸轴(5102)由伸缩气缸(5101)的内部向外伸出,气缸轴(5102)伸出带动传动板(5103)做出远离模具放置框(5201)的水平移动,传动板(5103)移动通过传动轴(5104)带动固定板(5105)移动;步骤二:固定板(5105)打开后,于模具放置框(5201)内部放入模具,操纵数控机床,控制固定组件(51),气缸轴(5102)收回,带动固定板(5105)移动夹紧固定住模具;步骤三:操纵数控机床,通过控制左滑动小车(41)和x轴移动小车(53)移动,将下压模机构(5)移动至上压模机构(6)的下方;步骤四:红外射线发射探头(65)开启发射红外射线对定位信号端(5203)检测,当红外射线发射探头(65)监测到定位信号端(5203)并未有与之位置相匹配时,通过单片机(63)对
左滑动小车(41)和x轴移动小车(53)进行自动控制和调整对位,自动调整至定位信号端(5203)均与红外射线发射探头(65)所发射出的红外射线位置;步骤五:完成调节对位,控制下压模机构(5)进行冲压,完成工作。
技术总结
本发明公开了一种数控机床模具偏移用自动调节对位装置及其实施方法,固定组件包括有伸缩气缸,伸缩气缸两个为一组通过安装孔安装于模具放置框的侧面,固定组件的设置使得本装置在对模具的位置进行调节对位的过程中,模具不会因为对位而产生晃动,从而影响调节对位的精度,提高装置的稳定性以及调节对位的准确性,模具放置框的顶面各角落位置设置有定位信号端,上对位组件的底面各角落位置设置有红外射线发射探头,红外射线发射探头的设置使得其可以发射红外射线对定位信号端检测,四个红外射线发射探头与四个定位信号端相配对,点对点的坐标匹配定位使得调节对位的精度更高,定位更加精准,使得模具工件加工的精密性得到了保证。证。证。
技术研发人员:ꢀ(74)专利代理机构
受保护的技术使用者:王睿
技术研发日:2021.11.30
技术公布日:2022/3/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。