1.本发明涉及锡条机技术领域,具体为一种全自动锡条机。
背景技术:
2.锡条作为一种焊接材料,具有使用简单、焊接效率高、可靠性好,性能优越等优点,广泛应用于电子电工、电气器材、航空航天、仪器仪表、家电电器、通信、照明等行业的。一般的锡条加工生产采用人工浇铸或半自动生产,自动化程度低,人力成本高,能耗大,损耗大,生产效率低、劳动强度大,作业环境较差,作业人员学习撑握周期长,人为因素影响大,产品质量不稳定。对此,提出一种全自动锡条机。
技术实现要素:
3.为了克服现有技术方案的不足,本发明提供一种全自动锡条机,能有效的解决背景技术提出的问题。
4.本发明解决其技术问题所采用的技术方案是:
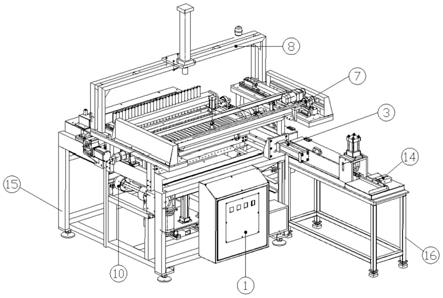
5.一种全自动锡条机,包括第一机架及设于第一机架一侧的第二机架,所述第一机架上依次设有锡条成型机构、刮渣机构、倒锡机构、锡水保温机构及托锡机构,所述第二机架上依次设有锡条输送机构、推料机构、连接推料机构的推料输送导轨、锡条打码机构及下料机构;
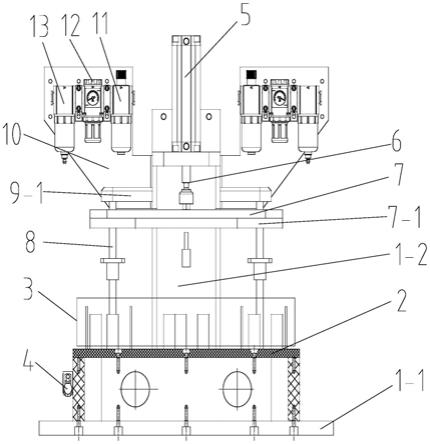
6.所述锡条成型机构上方架设有气锤组件,所述锡条成型机构包括带有若干锡条模槽的锡条模板、设于锡条模板底部的出模顶出组件、与锡条模板传动连接的齿轮、齿条及轴承,所述锡条模板一侧设有连接齿条的翻转油缸;
7.所述刮渣机构包括安装架、设于安装架两侧的刮渣输送导轨、若干刮渣片及设于刮渣片上方的升降气缸,所述安装架一侧还设有用于驱动刮渣片的滑动电机;
8.所述倒锡机构包括固定板、若干沿固定板长度方向设置的倒锡斗及设于固定板一侧的加热管安装孔,所述固定板的一侧还设于翻转伺服电机;
9.所述锡水保温机构由外至内依次包括保温棉安装层及锡水保温炉胆,所述锡水保温炉胆一侧设有液位感应探针;
10.所述托锡机构设于锡条成型机构底部,所述托锡机构包括底座、托锡板、连接设于底座上的若干辅助导向杆及升降油缸,所述托锡板与辅助导向杆连接,且托锡板与辅助导向杆的连接处设有水平支撑限位块,所述底座上还设有上升角度限位块及若干配重块;
11.所述锡条输送机构包括用于输送锡条的输送链板及与输送电机,所述输送链板与推料机构平行,所述推料机构包括推料气缸,所述推料气缸与推料输送导轨对齐,且锡条打码机构设于推料输送导轨的上方,所述打码机构包括一打码油缸,所述推料输送导轨与下料机构连接,所述下料机构包括一成品推出气缸,依次将锡条以平移的方式推动。
12.特别的,所述锡条模板两侧分别穿设有冷却水进水口及冷却水出水口,所述冷却水进水口位于锡条模板的右侧,冷却水出水口位于锡条模板的左侧,锡条模板通过底部的
出模顶出组件将锡条顶出,所述锡条模板通过翻转油缸实现翻转。
13.特别的,所述刮渣输送导轨上设有限位器及用于刮渣片移动的辅助导向轮,刮渣片通过刮渣输送导轨沿安装座的y轴方向移动,所述刮渣片呈线芯阵列设置,且刮渣片的端部与锡条模板上的锡条模槽对齐,所述刮渣片通过升降气缸沿安装架的z轴移动。
14.特别的,所述固定板横向设于锡条模板的上方,所述倒锡斗通过翻转伺服电机沿锡条模板的方向翻转后与锡条模板平行,倒锡斗上的出锡口与锡条模板的锡条模槽对齐,所述锡条模板的外侧对称设有导向轮。
15.特别的,所述第一机架与第二机架连接,所述第一机架的前侧设有电控箱。
16.与现有技术相比,本发明的有益效果是:
17.本发明的一种全自动锡条机,代替人工浇铸工作,操作简单。在生产应用中减少员工的身体伤害和减轻员工的负担,提高生产效率,保证产品质量。采用电容触摸按键一体化控制,操作简单,显示明了,实现人机一体化。本发明产能高,能耗小,单位产量能耗成本极低;采用冷压成型,生产安全性高,同时避免了锡液长时间的高温保持产生的氧化锡渣,减少了生产损耗,节约了生产成本。
附图说明
18.图1为本发明的第一整体结构示意图;
19.图2为本发明的第二整体结构示意图;
20.图3为本发明的锡条成型机构结构示意图;
21.图4为本发明的倒锡机构结构示意图;
22.图5为本发明的锡水保温机构结构示意图;
23.图6为本发明的刮渣机构结构示意图;
24.图7为本发明的托锡机构结构示意图;
25.图8为本发明的第二机架结构示意图。
26.图中标号:
27.1、电控箱;2、锡条成型机构;3、翻转油缸;4、倒锡机构;5、翻转伺服电机;6、锡水保温机构;7、刮渣机构;8、气锤组件;9、托锡机构;10、锡条输送机构;11、推料机构;12、推料输送导轨;13、锡条打码机构;14、下料机构;15、第一机架;16、第二机架;17、输送链板;18、输送电机;19、推料气缸;20、打码油缸;21、成品推出气缸;201、锡条模板;202、出模顶出组件;203、导向轮;204、齿条;205、齿轮;206、轴承;207、冷却水进水口;208、冷却水出水口;401、倒锡斗;402、固定板;403、加热管安装孔;601、锡水保温炉胆;602、保温棉安装层;603、液位感应探针;701、刮渣片;702、升降气缸;703、导向辅助轮;704、滑动电机;705、安装架;706、刮渣输送导轨;707、限位器;901、托锡板;902、升降油缸;903、辅助导向杆;904、底座;905、水平支撑限位块;906、配重块;907、上升角度限位块。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他
实施例,都属于本发明保护的范围。
29.如图1-8所示,本发明提供了一种全自动锡条机,包括第一机架15及设于第一机架15一侧的第二机架16,所述第一机架15上依次设有锡条成型机构2、刮渣机构7、倒锡机构4、锡水保温机构6及托锡机构9,所述第二机架16上依次设有锡条输送机构10、推料机构11、连接推料机构11的推料输送导轨12、锡条打码机构13及下料机构14;
30.所述锡条成型机构2上方架设有气锤组件8,所述锡条成型机构2包括带有若干锡条模槽的锡条模板201、设于锡条模板201底部的出模顶出组件202、与锡条模板201传动连接的齿轮205、齿条204及轴承206,所述锡条模板201一侧设有连接齿条204的翻转油缸3;
31.所述刮渣机构7包括安装架705、设于安装架705两侧的刮渣输送导轨706、若干刮渣片701及设于刮渣片701上方的升降气缸702,所述安装架705一侧还设有用于驱动刮渣片701的滑动电机704;
32.所述倒锡机构4包括固定板402、若干沿固定板402长度方向设置的倒锡斗401及设于固定板402一侧的加热管安装孔403,所述固定板402的一侧还设于翻转伺服电机5;
33.所述锡水保温机构6由外至内依次包括保温棉安装层602及锡水保温炉胆601,所述锡水保温炉胆601一侧设有液位感应探针603;
34.所述托锡机构9设于锡条成型机构2底部,所述托锡机构9包括底座904、托锡板901、连接设于底座904上的若干辅助导向杆903及升降油缸902,所述托锡板901与辅助导向杆903连接,且托锡板901与辅助导向杆903的连接处设有水平支撑限位块905,所述底座904上还设有上升角度限位块907及若干配重块906;
35.所述锡条输送机构10包括用于输送锡条的输送链板17及与输送电机18,所述输送链板17与推料机构11平行,所述推料机构11包括推料气缸19,所述推料气缸19与推料输送导轨12对齐,且锡条打码机构13设于推料输送导轨12的上方,所述打码机构包括一打码油缸20,所述推料输送导轨12与下料机构14连接,所述下料机构14包括一成品推出气缸21,依次将锡条以平移的方式推动。
36.本实施例用于生产1kg规格的锡条,一次生产28条,平均产量1t/1hr,锡水保温机构6包括了电磁熔锡炉,锡炉机架安装万向脚轮,有定位装置,锡水保温炉胆601采用优质ss316厚12mm不锈钢无缝焊接而成,保证锡炉长时间工作不会变型、开裂、腐蚀。该电磁熔锡炉升温可达到500℃,锡炉线盘采用的高温云母线,为纯裸铜丝制作,内层耐高温玻璃纤维编织绝缘,中间优质云母带绕包,外层玻璃纤维编织护套绝缘,三重耐火耐高温绝缘保护。耐火耐高温,抗老化、耐磨,柔软弯曲性能好,可弯绕使用,外加火焰不燃烧,防火阻燃,使用寿命长,加热效率高,在95%以上,在普通加热设备中可以节省30%以上的费用,并且,在电磁炉机芯工作电压范围内,无论外界的电压或电流如何变化,电磁炉机芯都可以进行恒流、恒压、恒功率输出,而不影响正常工作;
37.输送链板17内输送部分由减速电机带动ss316不锈钢链板输送产品,由变频器控制输送速度,内部安装有平行垫轨,使输送过程平稳、输送负载减少;输送链板17外输送部分由减速电机带动耐高温耐腐蚀的硅胶输送带输送产品,由调速器控制输送速度;
38.倒锡部分由可调缓冲气缸控制,倒锡速度根据实际生产情况可以调节,倒锡斗401采用ss316不锈钢材料,耐腐蚀性好,使用寿命长。冲压焊接制作,使每个斗的容量误差小,倒锡时产品重量的一致得到有效控制,倒锡斗401外部安装有发热装置,使倒锡斗401不容
易堵塞;
39.模板部分是机器的重要组成部分,锡条模板201出模数是28条,模板材料是进口718#模具钢,经锻轧制加工,组织致密,无气孔,针眼缺陷。该材料具有良好的可加工性和耐磨损性,硬度分布均一。进口718#模具钢的特性使得模板寿命长、生产产品稳定。模板部分分四部分:产品部分、冷却部分、顶针出模部分、转动部分;
40.其中,顶针出模部分有56支精密顶针,高低可调整;转动部分由可调缓冲气缸带动齿轮205齿条204实现翻转工作;
41.气锤组件8分由可调缓冲气缸控制工作,气锤根据严格计算,当气压足够时气锤工作力度可一次性完成脱模工作。
42.进一步说明的是,所述锡条模板201两侧分别穿设有冷却水进水口207及冷却水出水口208,所述冷却水进水口207位于锡条模板201的右侧,冷却水出水口208位于锡条模板201的左侧,锡条模板201通过底部的出模顶出组件202将锡条顶出,所述锡条模板201通过翻转油缸3实现翻转。
43.进一步说明的是,所述刮渣输送导轨706上设有限位器707及用于刮渣片移动的辅助导向轮703,刮渣片701通过刮渣输送导轨706沿安装座的y轴方向移动,所述刮渣片701呈线芯阵列设置,且刮渣片701的端部与锡条模板201上的锡条模槽对齐,所述刮渣片701通过升降气缸702沿安装架705的z轴移动。
44.进一步说明的是,所述固定板402横向设于锡条模板201的上方,所述倒锡斗401通过翻转伺服电机5沿锡条模板201的方向翻转后与锡条模板201平行,倒锡斗401上的出锡口与锡条模板201的锡条模槽对齐,所述锡条模板的外侧对称设有导向轮203。
45.进一步说明的是,所述第一机架15与第二机架16连接,所述第一机架15的前侧设有电控箱1。
46.本实施例中采用电容触摸按键一体化控制,电容触摸按键一体化控制是由人机界面与控制单元模块两部分组成,两者只需要一条数据线相连,就可以省去控制面板所有实体按键,最大程度地集成化、简洁化,更大程度上降低配件与线路的故障率。电容触摸按键人机界面为电阻式人机界面,采用类同于银行atm的显示加侧边按键组合制,这样可以符合一些比较脏的工业环境,不会把操作的脏物带入显示区,影响观察数据与操作选择。不仅如此,还把按键做成电容感应式,不仅比普通触摸屏耐用,比实体键耐用。
47.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。