1.本发明涉及消防器具生产技术领域,具体为一种消防水带生产用压装设备及压装工艺。
背景技术:
2.消防水带是用来运送高压水或泡沫等阻燃液体的软管,消防水带的两头都有金属接头,可以接上另一根水带以延长距离或是接上喷嘴以增大液体喷射压力,因此在消防水带生产后需要对金属接头进行装配,传动消防水带装配多通过钢丝进行铰接压合,但需要人工反复缠绕卷劲,效率较低。
3.现有技术中公开了部分消防器具生产技术领域的发明专利,其中申请号为cn112192210a的发明专利,公开了一种用于消防水带生产的压装装置及其使用方法,包括压合机构、输送机构、用于消防水带输送的传动机构,所述压合机构设置在所述输送机构上方,所述传动机构位于所述输送机构内侧,还包括压装机构和支撑机构,所述压装机构包括接扣、压紧座、扣座,所述压紧座位于所述压合机构上端前侧。本发明利用压紧座在消防水带安装端的内侧,进而将消防水带夹持在压紧座和扣座之间,同时利用接扣和压紧座压装,从而可以防止消防水带在压装时压力过大造成破损,并且还可以防止消防水带脱离压紧,利用两个移动架和支撑座来对压装机构进行支撑,从而来便于在压装时进行支撑。
4.但在实际使用时,仍存在一定的缺点,如缺乏对消防水带的与连接机构之间的插置适配性,消防水带在家后卷绕时容易导致两侧内壁粘接,仍需在人工上料时对料带进行揉搓展开套设装配,进而影响到对消防水带的入料适应处理能力,导致施工装配效率较低,不能很好的满足压装需要。
5.基于此,本发明设计了一种消防水带生产用压装设备及压装工艺,以解决上述问题。
技术实现要素:
6.本发明的目的在于提供一种消防水带生产用压装设备及压装工艺,以解决上述背景技术中提出的缺乏对消防水带的与连接机构之间的插置适配性,仍需人工对上料的料带进行套设装配,进而影响到对消防水带的入料适应处理能力的问题。
7.为实现上述目的,本发明提供如下技术方案:一种消防水带生产用压装设备,包括压装底座,所述压装底座一侧固定安装有支撑侧板,所述支撑侧板一侧固定安装有压装组件,所述压装底座顶部与压装组件对应位置固定安装有接头夹持组件,所述接头夹持组件用于夹持限位接头主体,所述压装底座顶部设有电动滑轨,所述电动滑轨内腔滑动连接有多个电动滑座,所述接头夹持组件固定安装在其中一个电动滑座顶部,所述压装底座顶部通过电动滑座固定安装有水带入料组件,所述压装底座顶部通过电动滑座固定安装有引导组件,所述引导组件、水带入料组件和接头夹持组件轴心位置处于同一水平线;
8.所述接头夹持组件包括夹持座,所述夹持座底部通过夹持固定杆固定安装在电动
滑座顶部,所述夹持座内腔两侧均固定连接有多个限位弹块,所述水带入料组件包括水带装配环,所述水带装配环内腔可调节连接有多个限位辊,且水带装配环前端可调节装配有夹具主体,用于通过两侧夹具主体夹持消防水带主体狭隘开口侧壁两侧引导入料。
9.作为本发明的进一步方案,所述引导组件包括引导座,所述引导座固定安装在电动滑座顶部,所述引导座一侧固定安装有引导套辊,所述引导套辊一侧连通有锥形套,所述锥形套一侧嵌设有撑开套嘴,所述引导套辊内腔连通有吹扫管,所述吹扫管另一端连通有充气泵,所述充气泵固定安装在引导座顶部。
10.作为本发明的进一步方案,所述撑开套嘴横截面形状为矩形,且撑开套嘴内腔轴向两侧横截面形状为弧形。
11.作为本发明的进一步方案,所述限位弹块横截面形状为三角形,且限位弹块为弹力塑胶块。
12.作为本发明的进一步方案,所述水带装配环外侧壁嵌设有多个入料滑套,所述入料滑套内腔滑动连接有入料滑杆,所述入料滑杆一端固定连接有顶块,所述入料滑杆另一端与限位辊一侧固定连接,所述入料滑杆外侧壁套设有第一弹簧,所述第一弹簧两端分别与顶块和入料滑套一侧对应位置固定连接,所述水带装配环底部固定连接有入料固定杆,所述入料固定杆固定安装在一侧电动滑座顶部。
13.作为本发明的进一步方案,所述水带装配环一侧固定连接有固定座,所述固定座内腔固定安装有调节滑杆,所述调节滑杆外侧壁滑动连接有两个调节滑套,所述调节滑杆外侧壁套设有两个第二弹簧,所述第二弹簧两端分别与对应位置调节滑套和固定座内腔一侧固定连接,所述调节滑套一侧固定连接有连接杆,所述连接杆底部固定连接有夹具装配杆,所述夹具装配杆底端与夹具主体顶部固定套设。
14.作为本发明的进一步方案,所述夹持座横截面形状为u形,所述夹持座自横向角度向一侧延展。
15.作为本发明的进一步方案,所述压装组件包括压装直线模组,所述压装直线模组固定安装在支撑侧板一侧,所述压装直线模座一侧螺纹连接有丝杆座,所述丝杆座一侧固定连接有调节杆,所述调节杆另一端固定连接有压合杆,所述压合杆底部两端均固定连接有压合套,且压合套位于装配卡箍构件顶部。
16.作为本发明的进一步方案,所述装配卡箍构件包括上装配卡箍和下装配卡箍,所述上装配卡箍和下装配卡箍横截面形状均为弧形,且下装配卡箍两侧装配孔均固设有卡接螺母套,所述上装配卡箍两侧装配孔内滑动连接有装配螺柱,所述卡接螺母套内腔固设有多个限位形变件,用于通过装配螺栓的压合使得限位形变件形变与装配螺栓压合装配,所述上装配卡箍和下装配卡箍内侧均设有咬合芯柱,且两侧咬合芯柱均与接头主体外侧槽体相贴合。
17.作为本发明的进一步方案,一种消防水带生产用压装工艺,具体包括以下步骤:
18.s1、当需要对消防水带进行压装时,通过将消防接头主体卡入对应位置夹持座内,限位弹块利用自身弹力对接头主体外部进行卡接限位;
19.s2、当接头主体卡接完成后,电动滑轨驱动顶部引导组件底部的电动滑座移动,电动滑座带动顶部引导固定杆带动引导套辊向夹持座一侧移动,引导固定杆带动一侧引导套辊和锥形套以及撑开套嘴延伸至接头主体内侧另一端;
20.s3、此时,待装配的消防水带能够穿过一侧水带装配环后延伸至两侧夹具主体内侧,夹具主体通过弹簧夹体对消防水带内壁两侧进行抵接撑开,电动滑轨驱动电动滑座和入料固定杆移动,入料固定杆带动水带装配环移动,水带装配环移动能够通过移动拉动消防水带展开一侧向接头主体一侧移动,此时引导组件外部充气泵能通过吹扫管向锥形套和撑开套嘴进行吹气,吹出的气体通过进入展开的消防水带开口使得消防水带充分展开呈圆形,此时继续运动的电动滑座能够带动夹具主体以及消防水带套入锥形套以及引导套辊外部,两侧夹具主体与锥形套斜面接触后能够带动两侧顶部夹具装配杆向两侧移动展开,展开的夹具装配杆能够进一步对消防水带进行展开;
21.s4、当消防水带移动至接头主体外部槽体后,接头主体外部阶装槽挤开夹具主体使得夹具主体与消防水带分离,将待装配的上装配卡箍和下装配卡箍与对应位置接头主体两侧抵接放置后,下装配卡箍置入夹持座底侧进行支撑限位后,压装直线模组通过传动丝杆一端螺纹传动带动压装丝杆座移动,压装丝杆座移动能够带动调节杆移动带动前端压合杆向下带动压合套移动,压合套移动压动上装配卡箍装配孔卡入的装配螺柱向下移动插置入底部卡接螺母套内,在充分压合下,装配螺栓下压使得卡接螺母套内侧限位形面件形变与装配螺栓贴合抵接,通过拉动接头主体夹持座分离后自水带装配环内移出,完成上装配卡箍和下装配卡箍的装配。
22.与现有技术相比,本发明的有益效果是:
23.1.通过设计的水带入料组件,当通过将消防接头主体卡入对应位置夹持座内,限位弹块利用自身弹力对接头主体外部进行卡接限位,装配的消防水带能够通过两侧夹具主体内侧对消防水带内壁两侧进行抵接撑开,电动滑轨驱动电动滑座带动水带装配环移动,水带装配环移动能够通过移动拉动消防水带展开一侧向接头主体移动,夹具主体以及消防水带套入锥形套以及引导套辊外部,两侧夹具主体与锥形套斜面接触后能够带动两侧顶部夹具装配杆向两侧移动展开,展开的夹具装配杆能够进一步对消防水带进行展开,从而能够实现对消防水带的自入料处理,避免人工上料套接影响到料带与接头主体之间的套设贴合效率,并且通过侧向开口的夹持座实现对接头主体横向入料,满足消防水带装配连接后的快速脱离处理。
24.2.通过设计的夹具装配杆和限位辊,运动的电动滑座能够带动夹具主体以及消防水带套入锥形套以及引导套辊外部,两侧夹具主体与锥形套斜面接触后能够带动两侧顶部夹具装配杆向两侧移动展开,展开的夹具装配杆能够进一步对消防水带进行展开,夹具主体在受力延展后能够拉动顶部调节滑套在调节滑杆外滑动,满足整体压装处理需要,当料带充分展示时,料带能够通过展开张力对周侧的多个限位辊进行挤压,限位辊移动能够通过一侧入料滑杆在入料滑套内移动,入料滑杆移动能够利用自身辊体的料带贴合降低料带移动摩擦力,提高料带入料稳定性。
25.3.通过设计的夹具装配杆,将待装配的上装配卡箍和下装配卡箍与对应位置接头主体两侧抵接放置后,下装配卡箍置入夹持座底侧进行支撑限位后,压装直线模组通过传动丝杆一端螺纹传动带动压装丝杆座移动,压装丝杆座移动能够带动调节杆移动带动前端压合杆向下带动压合套移动,压合套移动压动上装配卡箍装配孔卡入的装配螺柱向下移动插置入底部卡接螺母套内,在充分压合下,装配螺栓下压使得卡接螺母套内侧限位形面件形变与装配螺栓贴合抵接,从而能够通过压装直线模组保证施压稳定性,并且能够通过形
变的限位形面件提高压合后对上装配卡箍和下装配卡箍卡接稳定性。
附图说明
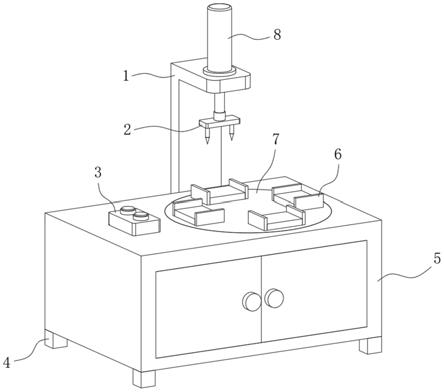
26.图1为本发明总体结构示意图;
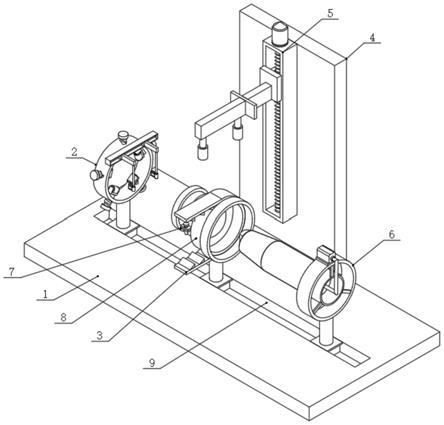
27.图2为本发明的另一角度立体结构示意图;
28.图3为本发明的爆炸拆分结构示意图;
29.图4为本发明的水带入料组件结构示意图;
30.图5为本发明的卡接螺母套立体结构示意图;
31.图6为本发明的接头夹持组件立体结构示意图;
32.图7为本发明的引导组件立体结构示意图;
33.图8为本发明的引导组件另一立体结构示意图;
34.图9为本发明的装配卡箍构件拆分结构示意图;
35.图10为本发明的横向视角结构示意图。
36.附图中,各标号所代表的部件列表如下:
37.1、压装底座;2、水带入料组件;201、水带装配环;202、入料滑杆;203、第一弹簧;204、顶块;205、限位辊;206、固定座;207、调节滑杆;208、调节滑套;209、连接杆;210、第二弹簧;211、夹具装配杆;212、夹具主体;213、入料固定杆;3、接头夹持组件;301、夹持座;302、限位弹块;303、夹持固定杆;4、支撑侧板;5、压装组件;501、压装直线模组;502、压装丝杆座;503、调节杆;504、压合杆;505、压合套;6、引导组件;601、引导座;602、引导固定杆;603、引导套辊;604、锥形套;605、撑开套嘴;606、充气泵;607、吹扫管;7、装配卡箍构件;701、上装配卡箍;702、下装配卡箍;703、咬合芯柱;704、装配螺柱;705、卡接螺母套;706、限位形变件;8、接头主体;9、电动滑轨。
具体实施方式
38.请参阅图1-10,本发明提供一种技术方案:一种消防水带生产用压装设备,包括压装底座1,所述压装底座1一侧固定安装有支撑侧板4,所述支撑侧板4一侧固定安装有压装组件5,所述压装底座1顶部与压装组件5对应位置固定安装有接头夹持组件3,所述接头夹持组件3用于夹持限位接头主体8,所述压装底座1顶部设有电动滑轨9,所述电动滑轨9内腔滑动连接有多个电动滑座,所述接头夹持组件3固定安装在其中一个电动滑座顶部,所述压装底座1顶部通过电动滑座固定安装有水带入料组件2,所述压装底座1顶部通过电动滑座固定安装有引导组件6,所述引导组件6、水带入料组件2和接头夹持组件3轴心位置处于同一水平线;
39.所述接头夹持组件3包括夹持座301,所述夹持座301底部通过夹持固定杆303固定安装在电动滑座顶部,所述夹持座301内腔两侧均固定连接有多个限位弹块302,所述水带入料组件2包括水带装配环201,所述水带装配环201内腔可调节连接有多个限位辊205,且水带装配环201前端可调节装配有夹具主体212,用于通过两侧夹具主体212夹持消防水带主体狭隘开口侧壁两侧引导入料。
40.实施方式具体为:当需要对消防水带进行压装时,通过将消防接头主体8卡入对应位置夹持座301内,限位弹块302利用自身弹力对接头主体8外部进行卡接限位,装配的消防
水带能够穿过一侧水带装配环201后延伸至两侧夹具主体212内侧,夹具主体212通过弹簧夹体对消防水带内壁两侧进行抵接撑开,电动滑轨9驱动电动滑座和入料固定杆213移动,入料固定杆213带动水带装配环201移动,水带装配环201移动能够通过移动拉动消防水带展开一侧向接头主体8一侧移动,夹具主体212以及消防水带套入锥形套604以及引导套辊603外部,两侧夹具主体212与锥形套604斜面接触后能够带动两侧顶部夹具装配杆211向两侧移动展开,展开的夹具装配杆211能够进一步对消防水带进行展开,当消防水带移动至接头主体8外部槽体后,接头主体8外部阶装槽挤开夹具主体212使得夹具主体212与消防水带分离,从而能够实现对消防水带的自入料处理,避免人工上料套接影响到料带与接头主体8之间的套设贴合效率,并且通过侧向开口的夹持座301实现对接头主体8横向入料,满足消防水带装配连接后的快速脱离处理。
41.请参阅图7-8,所述引导组件6包括引导座601,所述引导座601固定安装在电动滑座顶部,所述引导座601一侧固定安装有引导套辊603,所述引导套辊603一侧连通有锥形套604,所述锥形套604一侧嵌设有撑开套嘴605,所述引导套辊603内腔连通有吹扫管607,所述吹扫管607另一端连通有充气泵606,所述充气泵606固定安装在引导座601顶部,所述撑开套嘴605横截面形状为矩形,且撑开套嘴605内腔轴向两侧横截面形状为弧形。
42.所述限位弹块302横截面形状为三角形,且限位弹块302为弹力塑胶块,所述夹持座301横截面形状为u形,所述夹持座301自横向角度向一侧延展。
43.实施方式具体为:水带装配环201移动能够通过移动拉动消防水带展开一侧向接头主体8一侧移动时,外部充气泵606能通过吹扫管607向锥形套604和撑开套嘴605进行吹气,吹出的气体通过进入展开的消防水带开口使得消防水带充分展开呈圆形,从而能够通过将气体冲入消防水带内实现消防水带的自沾膨胀,方便料带套入引导套辊603和锥形套604,满足对后续的料带入料的抵接支撑,使得水带能够完全膨胀并套入接头主体8外部槽体,进而能够进一步提高料带入料后与引导套辊603外部的贴合紧密性。
44.请参阅图1-4,所述水带装配环201外侧壁嵌设有多个入料滑套,所述入料滑套内腔滑动连接有入料滑杆202,所述入料滑杆202一端固定连接有顶块204,所述入料滑杆202另一端与限位辊205一侧固定连接,所述入料滑杆202外侧壁套设有第一弹簧203,所述第一弹簧203两端分别与顶块204和入料滑套一侧对应位置固定连接,所述水带装配环201底部固定连接有入料固定杆213,所述入料固定杆213固定安装在一侧电动滑座顶部,所述水带装配环201一侧固定连接有固定座206,所述固定座206内腔固定安装有调节滑杆207,所述调节滑杆207外侧壁滑动连接有两个调节滑套208,所述调节滑杆207外侧壁套设有两个第二弹簧210,所述第二弹簧210两端分别与对应位置调节滑套208和固定座206内腔一侧固定连接,所述调节滑套208一侧固定连接有连接杆209,所述连接杆209底部固定连接有夹具装配杆211,所述夹具装配杆211底端与夹具主体212顶部固定套设。
45.实施方式具体为:运动的电动滑座能够带动夹具主体212以及消防水带套入锥形套604以及引导套辊603外部,两侧夹具主体212与锥形套604斜面接触后能够带动两侧顶部夹具装配杆211向两侧移动展开,展开的夹具装配杆211能够进一步对消防水带进行展开,夹具主体212在受力延展后能够拉动顶部调节滑套208在调节滑杆207外滑动,调节滑套208能够同步挤压外部调节滑杆207外部第二弹簧210,第二弹簧210能够利用弹力保证脱离后的夹具主体212进行复位,方便对夹具主体212进行复位操作,满足整体压装处理需要,当料
带充分展示时,料带能够通过展开张力对周侧的多个限位辊205进行挤压,限位辊205移动能够通过一侧入料滑杆202在入料滑套内移动,入料滑杆202移动能够利用自身辊体的料带贴合降低料带移动摩擦力,提高料带入料稳定性,同时第一弹簧203能够利用自身弹力适应吸收限位辊205的偏转拉扯应力,降低偏转拉扯应力对料带表面造成的拉扯损伤,提高装配安全性。
46.请参阅图1-4、9,所述压装组件5包括压装直线模组501,所述压装直线模组501固定安装在支撑侧板4一侧,所述压装直线模座一侧螺纹连接有丝杆座,所述丝杆座一侧固定连接有调节杆503,所述调节杆503另一端固定连接有压合杆504,所述压合杆504底部两端均固定连接有压合套505,且压合套505位于装配卡箍构件7顶部,所述压装组件5包括压装直线模组501,所述压装直线模组501固定安装在支撑侧板4一侧,所述压装直线模座一侧螺纹连接有丝杆座,所述丝杆座一侧固定连接有调节杆503,所述调节杆503另一端固定连接有压合杆504,所述压合杆504底部两端均固定连接有压合套505,且压合套505位于装配卡箍构件7顶部。
47.实施方式具体为:接头主体8外部阶装槽挤开夹具主体212使得夹具主体212与消防水带分离,将待装配的上装配卡箍701和下装配卡箍702与对应位置接头主体8两侧抵接放置后,下装配卡箍702置入夹持座301底侧进行支撑限位后,压装直线模组501通过传动丝杆一端螺纹传动带动压装丝杆座502移动,压装丝杆座502移动能够带动调节杆503移动带动前端压合杆504向下带动压合套505移动,压合套505移动压动上装配卡箍701装配孔卡入的装配螺柱704向下移动插置入底部卡接螺母套705内,在充分压合下,装配螺栓下压使得卡接螺母套705内侧限位形面件形变与装配螺栓贴合抵接,通过拉动接头主体8夹持座301分离后自水带装配环201内移出,完成上装配卡箍701和下装配卡箍702的装配,从而能够通过压装直线模组501保证施压稳定性,保证上装配卡箍701和下装配卡箍702的卡接装配,上装配卡箍701和下装配卡箍702内侧咬合芯柱703能够通过与接头主体8外部槽体的挤压限位保证料带压合卡接后的贴合紧密性,避免水压冲开料带导致与上装配卡箍701和下装配卡箍702分离。
48.一种消防水带生产用压装工艺,具体包括以下步骤:
49.s1、当需要对消防水带进行压装时,通过将消防接头主体8卡入对应位置夹持座301内,限位弹块302利用自身弹力对接头主体8外部进行卡接限位;
50.s2、当接头主体8卡接完成后,电动滑轨9驱动顶部引导组件6底部的电动滑座移动,电动滑座带动顶部引导固定杆602带动引导套辊603向夹持座301一侧移动,引导固定杆602带动一侧引导套辊603和锥形套604以及撑开套嘴605延伸至接头主体8内侧另一端;
51.s3、此时,待装配的消防水带能够穿过一侧水带装配环201后延伸至两侧夹具主体212内侧,夹具主体212通过弹簧夹体对消防水带内壁两侧进行抵接撑开,电动滑轨9驱动电动滑座和入料固定杆213移动,入料固定杆213带动水带装配环201移动,水带装配环201移动能够通过移动拉动消防水带展开一侧向接头主体8一侧移动,此时引导组件6外部充气泵606能通过吹扫管607向锥形套604和撑开套嘴605进行吹气,吹出的气体通过进入展开的消防水带开口使得消防水带充分展开呈圆形,此时继续运动的电动滑座能够带动夹具主体212以及消防水带套入锥形套604以及引导套辊603外部,两侧夹具主体212与锥形套604斜面接触后能够带动两侧顶部夹具装配杆211向两侧移动展开,展开的夹具装配杆211能够进
一步对消防水带进行展开;
52.s4、当消防水带移动至接头主体8外部槽体后,接头主体8外部阶装槽挤开夹具主体212使得夹具主体212与消防水带分离,将待装配的上装配卡箍701和下装配卡箍702与对应位置接头主体8两侧抵接放置后,下装配卡箍702置入夹持座301底侧进行支撑限位后,压装直线模组501通过传动丝杆一端螺纹传动带动压装丝杆座502移动,压装丝杆座502移动能够带动调节杆503移动带动前端压合杆504向下带动压合套505移动,压合套505移动压动上装配卡箍701装配孔卡入的装配螺柱704向下移动插置入底部卡接螺母套705内,在充分压合下,装配螺栓下压使得卡接螺母套705内侧限位形面件形变与装配螺栓贴合抵接,通过拉动接头主体8夹持座301分离后自水带装配环201内移出,完成上装配卡箍701和下装配卡箍702的装配。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。