1.本发明涉及再生砖领域,尤其是涉及一种环保再生砖及其制备工艺。
背景技术:
2.再生砖是用破碎的废墟材料作为骨料,掺和切断的麦秸作纤维,加入水泥、沙等,由灾区当地原有的制砖厂,作成轻质砌块,用作灾区重建材料。
3.针对上述相关技术,发明人认为,由于建筑废料是由废旧建筑物的建筑材料经过破碎得到的,而建筑废料在破碎过程中容易出现大量无法修复的裂痕,从而容易导致掺有建筑废料的再生砖的强度受到影响,因此,通常需要在再生砖中掺入部分天然骨料,而天然骨料与建筑废料也会存在相容性的问题,也容易对再生砖的强度造成一定的影响,因此,仍有改进的空间。
技术实现要素:
4.为了提高环保再生砖的强度,本技术提供一种环保再生砖及其制备工艺。
5.第一方面,本技术提供一种环保再生砖的制备方法,采用如下的技术方案:
6.一种环保再生砖的制备方法,包括以下步骤:
7.步骤a,混合硅酸盐水泥、水、纳米微硅粉以及脂肪醇聚氧乙烯醚,形成预制混合料,并将再生骨料浸泡于预制混合料中,且将再生骨料以及预制混合料所处的环境抽成真空,施加压力6-8mpa的同时超声处理10-20min,得到拌和料;
8.步骤b,将四乙氧基硅烷、乙醚以及乙醇以体积比为8:(1-2):(2-3)的比例混合均匀,形成改性混合液,然后将二氧化硅加入至改性混合液中,超声波震荡处理5-10min,再升高温度至70-80℃,反应20-30min,滤去改性混合液并干燥二氧化硅,得到改性二氧化硅;
9.步骤c,将双癸基二甲基氯化铵以及苯以体积比为5:(1-2)的比例混合均匀,形成改性剂,然后将椰壳纤维加入至改性剂中,并以微波720-900w的功率处理2-3min,滤去改性剂并干燥椰壳纤维,得到改性椰壳纤维;
10.步骤d,将步骤b制得的改性二氧化硅以及步骤c制得的改性椰壳纤维添加至步骤a制得的拌和料中,混合均匀,再静置养护成型,即得环保再生砖;
11.步骤a、步骤b以及步骤c均在步骤d之前进行,步骤a、步骤b以及步骤c的操作同步进行或以任意先后次序进行;
12.其中,各组分的质量百分比如下:
13.硅酸盐水泥6%-8%;
14.水1%-2%;
15.纳米微硅粉0.5-1%;
16.脂肪醇聚氧乙烯醚0.1-0.3%;
17.改性二氧化硅0.3-0.4%;
18.改性椰壳纤维0.1-0.3%;
19.余量为再生骨料。
20.通过采用上述技术方案,先将再生骨料浸泡在预制混合料中,并将预制混合料挤进再生骨料的裂缝中,有利于更好地补强再生骨料的强度,使得再生骨料的强度更加不容易受到裂缝的影响;加入脂肪醇聚氧乙烯醚有利于更好地提高预制混合料的流动性以及渗透性,有利于预制混合料更好地渗入再生骨料的裂缝中以补强再生骨料。
21.利用双癸基二甲基氯化铵以及苯改性椰壳纤维,有利于更好地提高椰壳纤维的柔软性,使得改性椰壳纤维在搅拌过程中更加柔软以更好地嵌入至再生骨料以及拌和料的微孔的同时有利于椰壳纤维在环保再生砖凝固后还能依旧保持硬挺,使得改性椰壳纤维的补强效果更好,从而有利于更好地提高环保再生砖的抗压强度。
22.利用微硅粉填充再生骨料裂缝,并协同配合改性二氧化硅以及改性纤维补强环保再生砖,使得再生砖的骨料可全部采用再生骨料而无需添加天然骨料补强,有利于更好地提高资源利用率,还有利于降低生产成本。
23.优选的,所述再生骨料由60%-70%粒径为12-15mm的碎石、20%-28%粒径为5-10mm的碎石以及余量粒径为0.05-0.1mm的石粉组成。
24.优选的,所述再生骨料由65%-70%粒径为12-15mm的碎石、25%-28%粒径为5-10mm的碎石以及余量粒径为0.05-0.1mm的石粉组成。
25.通过采用上述技术方案,控制再生骨料的粒径以及对应的比例,有利于再生砖中的骨料更好地堆积密集,使得制得的环保再生砖的密实度更高,从而有利于更好地提高环保再生砖的抗压强度。
26.优选的,所述步骤a中的超声处理的超声波频率为50-100khz。
27.通过采用上述技术方案,控制超声波的频率有利于更好地促进预制混合料渗入至再生骨料的裂缝中,使得再生骨料的强度更加不容易受到影响,从而有利于更好地提高环保再生砖的抗压强度。
28.优选的,所述步骤d中还加入有质量百分比为0.1-0.2%的木棉纤维。
29.通过采用上述技术方案,加入木棉纤维与椰壳纤维协同复配,木棉纤维具有更好的柔软性,从而使得木棉纤维更容易插入至再生骨料以及拌和料的微孔中,有利于更好地补强环保再生砖,使得环保再生砖的抗压强度更高。
30.优选的,所述椰壳纤维的长度为3-5mm,所述木棉纤维的长度为8-10mm。
31.通过采用上述技术方案,利用特定长度的椰壳纤维与木棉纤维协同复配,有利于椰壳纤维在环保再生砖凝固后更好地保持硬挺的状态以补强环保再生砖,同时还有利于木棉纤维更好地把两端插入到不同的再生骨料或分别插入到再生骨料以及拌和料中,从而有利于更好地补强环保再生砖,使得环保再生砖的抗压强度更高。
32.优选的,所述步骤b中,二氧化硅与改性混合液的质量体积比为1:1-2。
33.优选的,所述步骤c中,椰壳纤维与改性剂的质量体积比为1:2-3。
34.通过采用上述技术方案,控制改性混合液以及改性剂的用量,有利于二氧化硅以及椰壳纤维得到充分改性的前提下还有利于更好地节约改性混合液以及改性剂的用量,不容易造成改性混合液以及改性剂的浪费,有利于更好地节约资源,有利于更好地节约成本。
35.第二方面,本技术提供一种环保再生砖,采用如下的技术方案:
36.一种环保再生砖,采用上述环保再生砖的制备方法制得。
37.通过采用上述技术方案,采用上述制备方法制备所得的环保再生砖可完全利用再生骨料作为骨料,无需添加任何天然骨料也完全可满足再生砖的强度要求,有利于更好地提高资源的利用率,使得生产成本下降。
38.综上所述,本技术具有以下有益效果:
39.1、通过先利用预制混合物填充再生骨料的裂缝,再协同配合改性二氧化硅以及改性椰壳纤维补强环保再生砖,使得环保再生砖的骨料只需全部采用再生骨料而完全无需采用任何的天然骨料,有利于提高资源的利用率、降低生产成本;
40.2、通过控制再生骨料的粒径以及对应的比例,有利于再生骨料更好地堆积密集,使得环保再生砖的密实度更高,从而有利于更好地提高环保再生砖的抗压强度;
41.3、通过加入木棉纤维与改性椰壳纤维协同复配,有利于木棉纤维以及椰壳纤维更好地插入至再生骨料以及拌和料的微孔中,同时,还有利于在环保再生砖养护成型后,改性椰壳纤维更好地保持硬挺,木棉纤维更好地联结不同的再生骨料或联结再生骨料以及拌和料,从而有利于更好地提高环保再生砖的抗压强度。
具体实施方式
42.以下结合实施例以及对比例对本技术作进一步详细说明。
43.以下实施例以及对比例的原料来源见表1。
44.表1
45.原料来源厂家型号或货号硅酸盐水泥安徽三朋建材集团有限公司p.o 42.5纳米微硅粉石家庄亿田矿产品有限公司13983-17-0脂肪醇聚氧乙烯醚济南英出化工科技有限公司aeo-7二氧化硅沈阳鑫茂发精细化工原料有限公司238-878-4椰壳纤维石家庄大瀚汽车用品有限公司yz-05木棉纤维嘉兴悦易纺织科技有限公司all21花岗岩碎石灵寿县诚鑫矿产品贸易有限公司/矿石粉灵寿县永辉矿产品加工厂/
46.实施例1
47.本实施例公开一种环保再生砖的制备方法,包括以下步骤:
48.步骤a,破碎建筑废料,并利用筛网筛分出粒径为16-20mm的碎石、粒径为1-5mm的碎石以及0.1-0.5mm的石粉,取粒径为16-20mm的碎石60kg、粒径为1-5mm的碎石20kg以及粒径为0.1-0.5mm的石粉20kg混合均匀,形成再生骨料,备用。
49.在混凝土搅拌机中依次加入硅酸盐水泥6kg、水1kg、纳米微硅粉0.5kg以及脂肪醇聚氧乙烯醚0.1kg,以50r/min的转速进行搅拌,搅拌混合均匀,得到预制混合料。
50.然后取上述制备所得的再生骨料92kg,放入至钢制的容器中,再往钢制容器中加入预制混合料,加盖密封并抽真空,使得容器内的压力达到6mpa,同时,外加超声频率为150khz的超声波处理10min,得到拌和料。
51.步骤b,取800ml四乙氧基硅烷、100ml乙醚以及200ml乙醇混合均匀,形成改性混合液,然后取出900ml改性混合液并往其中加入0.3kg二氧化硅,以50khz的超声频率震荡处理
10min,再升高温度至70℃,反应30min,过滤,取滤渣,并将滤渣置于烘箱中烘干,即得改性二氧化硅。
52.步骤c,取500ml双癸基二甲基氯化铵以及100ml苯混合均匀,形成改性剂,然后取出400ml改性剂并往改性剂中加入0.1kg椰壳纤维,并以720w的微波功率微波处理3min,过滤,取滤渣,并将滤渣置于烘箱中烘干,即得改性椰壳纤维。
53.步骤d,将步骤a制得的拌和料重新加入混凝土搅拌机中以50r/min的转速继续搅拌,然后再往拌和料中加入步骤b制得的改性二氧化硅以及步骤c制得的改性椰壳纤维,搅拌混合均匀,然后倒入至模板中,静置养护,控制养护温度为30℃,养护时间为28天,养护成型,即得环保再生砖。
54.在本实施例中,椰壳纤维的长度为6mm。
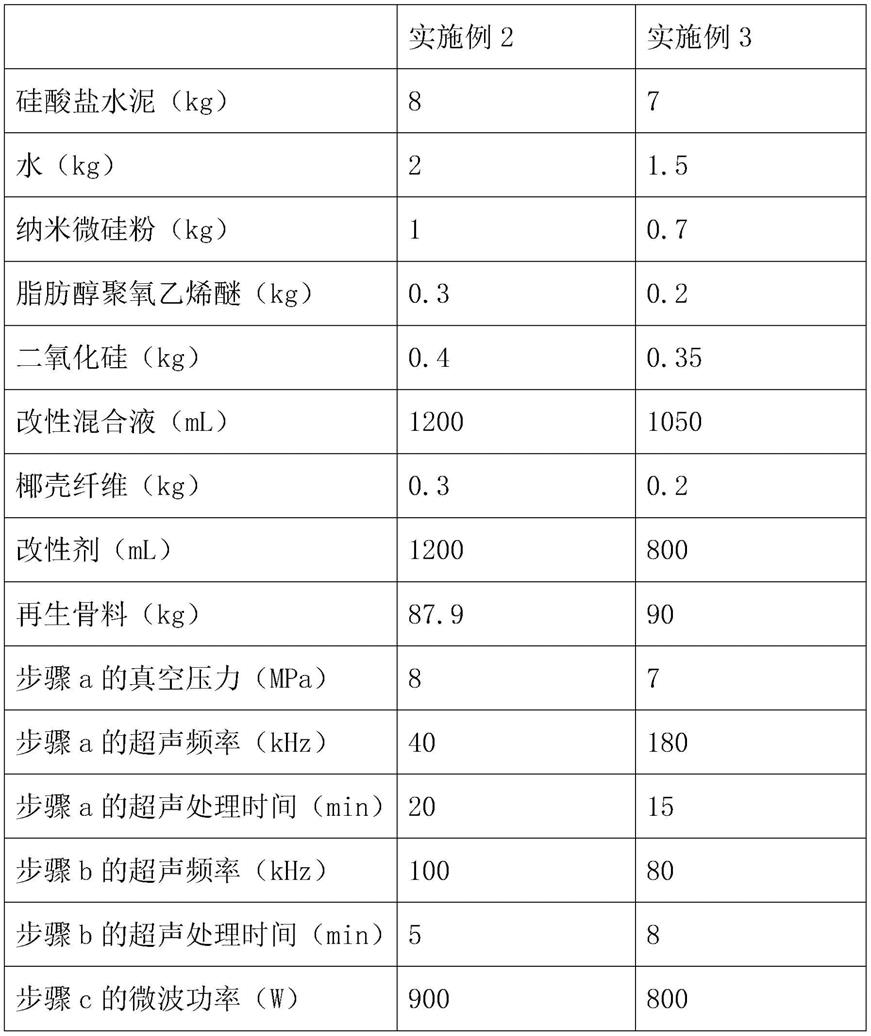
55.实施例2-3
56.与实施例1的区别在于,各组分的添加量、各步骤的压力、超声频率、温度以及时间等反应条件不同,各组分的添加量的单位为kg或ml,具体详见表2。
57.其中,改性混合液由800ml四乙氧基硅烷、200ml乙醚以及300ml乙醇均匀混合形成;改性剂由1000ml双癸基二甲基氯化铵以及400ml苯均匀混合形成。
58.表2
10mm的碎石以及10kg粒径为0.05-0.1mm的石粉均匀混合而成。
67.实施例7
68.与实施例3的区别在于:步骤d中还加入有0.1kg木棉纤维,且步骤a中再生骨料的添加量为89.9kg。
69.在本实施例中,木棉纤维的长度为7mm。
70.实施例8
71.与实施例3的区别在于:步骤d中还加入有0.2kg木棉纤维,且步骤a中再生骨料的添加量为89.8kg。
72.在本实施例中,木棉纤维的长度为11mm。
73.实施例9
74.与实施例8的区别在于:椰壳纤维的长度为3mm,木棉纤维的长度为8mm。
75.实施例10
76.与实施例8的区别在于:椰壳纤维的长度为5mm,木棉纤维的长度为10mm。
77.实施例11
78.与实施例3的区别在于:
79.步骤a中的超声波处理的超声频率为50khz;
80.步骤b中的改性混合液的用量为350ml,即二氧化硅与改性混合液的质量体积比为1:1。
81.步骤c中的改性剂的用量为400ml,即椰壳纤维与改性剂的质量体积比为1:2。
82.实施例12
83.与实施例3的区别在于:
84.步骤a中的超声波处理的超声频率为100khz;
85.步骤b中的改性混合液的用量为700ml,即二氧化硅与改性混合液的质量体积比为1:2。
86.步骤c中的改性剂的用量为600ml,即椰壳纤维与改性剂的质量体积比为1:3。
87.实施例13
88.与实施例3的区别在于:
89.再生骨料由68kg粒径为12-15mm的碎石、26kg粒径为5-10mm的碎石以及16kg粒径为0.05-0.1mm的石粉均匀混合而成;
90.步骤d中还加入有0.15kg木棉纤维,且步骤a中再生骨料的添加量为89.85kg;
91.改性椰壳纤维的长度为4mm,木棉纤维的长度为9mm;
92.步骤a中的超声波处理的超声频率为80khz;
93.步骤b中的改性混合液的用量为525ml,即二氧化硅与改性混合液的质量体积比为1:1.5。
94.步骤c中的改性剂的用量为500ml,即椰壳纤维与改性剂的质量体积比为1:2.5。
95.对比例1
96.与实施例3的区别在于:以等量的天然骨料替代再生骨料、改性二氧化硅以及改性椰壳纤维。
97.其中,天然骨料由60kg粒径为16-20mm的花岗岩碎石、20kg粒径为1-5mm的花岗岩
碎石以及20kg粒径为0.1-0.5mm的矿石粉混合均匀而成。
98.对比例2
99.与实施例3的区别在于:对再生骨料不进行预处理,即步骤a中在混凝土搅拌机中依次加入再生骨料90kg、硅酸盐水泥7kg、水1.5kg、纳米微硅粉0.7kg以及脂肪醇聚氧乙烯醚0.2kg,以50r/min的转速进行搅拌,搅拌混合均匀,得到预制混合料。
100.对比例3
101.与实施例3的区别在于:对二氧化硅不进行改性处理,即不进行步骤b,在步骤d中直接往预制混合料中加入二氧化硅。
102.对比例4
103.与实施例3的区别在于:对椰壳纤维不进行改性处理,即不进行步骤c,在步骤d中直接往预制混合料中加入椰壳纤维。
104.实验1
105.根据gb/t 21144-2007《混凝土实心砖》中的附录a混凝土砖抗压强度试验方法检测上述实施例以及对比例制备所得的环保再生砖的28d抗压强度(mpa)。
106.实验数据详见表3。
107.表3
108.[0109][0110]
根据表3中实施例1-13与对比例1的数据对比可得,通过采用本技术的技术方案,可采用再生骨料完全替代天然骨料,且采用再生骨料替代天然骨料后的环保再生砖的抗压强度完全不低于采用天然骨料的混凝土砖,有利于更好地节约资源,使得资源的利用率提高,同时,还有利于降低生产成本。
[0111]
根据表3中实施例3与对比例2-4的数据对比可得,只有通过采用预制混合物填充再生骨料以补强再生骨料,并同时配合改性二氧化硅以及改性椰壳纤维,才能有利于更好地提高环保再生砖的抗压强度,缺少了任一操作,都容易对环保再生砖的抗压强度产生较大的影响。
[0112]
根据表3中实施例3-6的数据对比可得,通过控制再生骨料的粒径以及比例,有利于提高环保再生砖中的再生骨料的堆积密集度,使得环保再生砖的密实度更高,从而有利于更好地提高环保再生砖的抗压强度。
[0113]
根据表3中实施例3与实施例7-8的数据对比可得,通过加入木棉纤维与改性椰壳纤维协同复配,有利于木棉纤维以及改性椰壳纤维更好地插入至再生骨料以及拌和料的微孔中的同时还有利于改性椰壳纤维更好地在环保再生砖凝固后保持硬挺的状态,从而有利于更好地补强环保再生砖,使得环保再生砖的抗压强度更高。
[0114]
根据表3中实施例3与实施例9-10的数据对比可得,通过控制木棉纤维以及改性椰壳纤维的长度,有利于改性椰壳纤维在环保再生砖凝固后更好地保持硬挺的状态以更好地补强环保再生砖,同时,还有利于木棉纤维在插入至再生骨料或拌和料的微孔中后,留有部分在外,并插入至其他的再生骨料或拌和料的微孔中,从而有利于更好提高再生骨料以及拌和料之间的联结力,使得环保再生砖更加不容易开裂,从而有利于更好地提高环保再生砖的抗压强度。
[0115]
根据表3中实施例3与实施例11-12的数据对比可得,通过控制超声处理的超声频率,有利于更好地提高促进预制混合料更好地渗入再生骨料中以补强再生骨料,同时,在一定范围内减少改性混合液以及改性剂的用量,并不会对二氧化硅以及椰壳纤维的改性造成影响,从而不会对环保再生砖的抗压强度造成影响,有利于在保持环保再生砖的抗压强度的前提下更好地节约改性混合液以及改性剂的用量,有利于节约资源,还有利于降低生产成本。
[0116]
以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术
的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
