1.本技术涉及物流设备的领域,尤其是涉及一种螺旋滑槽和用于制作滑槽的工装。
背景技术:
2.随着网络购物的普及,物流行业也随之迅速发展,物流滑槽是物流行业中负责货物传送和分拣的重要设备之一。物流滑槽通常不带有传送带等主动传送装置,其利用滑道不同处的高度差使得物品滑落,从而实现货物的移动和定点传送。
3.在一些物流集散点处,经常出现需要将货物从高处集散点传送至低处集散点的工况,当高处集散点位于低处集散点的几乎正上方时,需要用到螺旋滑槽,螺旋滑槽的滑道路径沿竖直方向呈螺旋状。螺旋滑槽中间通常布置一根支撑柱,螺旋滑槽绕在支撑柱周围,对滑槽起到结构支撑的作用;一条完成的螺旋滑槽通常有若干分体滑槽依次首尾连接而成,支撑柱同样分为若干段分柱体,一段分柱体与一个分体滑槽固定,所有分柱体依次首尾连接后,各个分体滑槽也组合成为完整的螺旋滑槽。分柱体的连接方式一般为焊接。
4.针对上述中的相关技术,发明人认为存在有如下缺陷,由于制造公差差的存在,相邻两个分柱体连接时,二者之间的同轴度将出现偏差,即二者之间的焊缝处或将形成易出现应力集中的棱角结构,对螺旋滑槽的整体稳定性将造成不利影响。
技术实现要素:
5.为了改善上述问题,本技术提供一种螺旋滑槽和用于制作滑槽的工装。
6.第一方面,本技术提供一种螺旋滑槽,其采用如下的技术方案:
7.一种螺旋滑槽,包括整体滑道,所述整体滑道分为若干首尾相接的分体滑槽,还包括中轴管,所述中轴管分为若干相互同轴的分体管,单个所述分体管的外侧壁与单个分体滑槽固定连接,所述分体管的一端同轴固定连接有定位凸环,另一端开设有供另一个分体管的定位凸环插入的定位环槽。
8.通过采用上述技术方案,定位凸环插入定位环槽且相邻的两个分体管的端面贴合后,两个分体管的轴线重合,且在拼装操作中二者不易发生径向移动,从而提高了组装时分体管的同轴度,减小了分体管焊接后连接处产生应力集中的几率大小。
9.优选的,所述分体滑槽远离分体管的边缘处固定连接有吊耳,所述分体管的管壁上开设有吊具孔,所述分体管上通过吊具孔可拆卸连接有吊装件。
10.通过采用上述技术方案,在物体较重的情况下,吊耳和吊装件可作为供起吊设备将分体滑槽、分体管吊起的施力点。
11.优选的,所述整体滑道还包括尾端滑槽,所述尾端滑槽与位于最下方的分体滑槽连通,所述尾端滑槽的长度方向为直线,所述尾端滑槽远离分体滑槽的一端向下倾斜。
12.通过采用上述技术方案,整体滑槽的大部分滑道呈螺旋下降的姿态,而尾端滑槽的存在旨在将整体滑道供货物下降的部分与最终货物被收集的位置进行衔接过渡。
13.第二方面,本技术还提供一种用于制作滑槽的工装,其采用如下的技术方案:
14.一种用于制作滑槽的工装,包括底架和定轴柱,所述定轴柱的一端与底架固定连接,所述定轴柱供上述中轴管套设。
15.通过采用上述技术方案,定轴柱为所有分体管提供组装时的支撑与定位引导。
16.优选的,所述定轴柱上同轴套设有垫高套筒,所述垫高套筒位于中轴管的下方。
17.通过采用上述技术方案,垫高套筒用于增加位于最下方的分体管的起点高度,以为尾端滑槽提供安装空间。
18.优选的,所述垫高套筒设有若干个,所述垫高套筒的一端同轴固定连接有调节管,所述垫高套筒的另一段同轴开设有调节环槽,所述调节环槽供调节管插入,所述垫高套筒通过调节管螺纹配合。
19.通过采用上述技术方案,调节管插入调节环槽后,两个垫高套筒相对转动,可在一定的范围内改变垫高套筒的整体长度,即对最下方的分体管的抬高高度进行无极调整。
20.优选的,所述垫高套筒上穿设有紧固螺栓,所述紧固螺栓的轴线与垫高套筒的轴线垂直,所述紧固螺栓的端部与定轴柱的侧壁抵接。
21.通过采用上述技术方案,紧固螺栓旋入垫高套筒并抵紧定轴柱后,垫高套筒不易发生转动,从而提高了垫高套筒在工作状态下的位置稳定性。
22.优选的,所述定轴柱包括基础柱体和辅助柱体,所述基础柱体的一端与底架固定连接,所述辅助柱体设置有一个或多个,所述辅助柱体与基础柱体之间、辅助柱体和辅助柱体之间均为同轴可拆卸连接。
23.通过采用上述技术方案,辅助柱体的存在旨在改变定轴柱的总长度,从而使得本工装可应对不同高度的螺旋滑槽的组装。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.通过定位凸环和定位环槽的设置,定位凸环插入定位环槽且相邻的两个分体管的端面贴合后,两个分体管的轴线重合,且在拼装操作中二者不易发生径向移动,从而提高了组装时分体管的同轴度;
26.2.通过带有调节管和调节环槽的垫高套筒的设置,对于配装不同长度的尾端滑槽,则组装时分体滑槽需垫高的高度也不同,适当增减垫高套筒的数量,或通过旋转调节管使相邻两个垫高套筒配合后的总高度改变,以使得分体滑槽的被垫高的高度实现改变,从而使分体滑槽下方形成供不同高度的尾端滑槽放置的空间。
附图说明
27.图1是本技术实施例中用于体现螺旋滑槽的结构示意图。
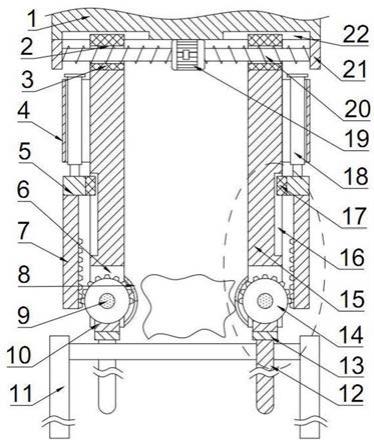
28.图2是本技术实施例中用于体现用于制作滑槽的工装的结构示意图。
29.图3是图2中a部的局部放大图。
30.附图标记说明:1、中轴管;11、分体管;12、定位凸环;13、定位环槽;14、吊具孔;141、吊装件;2、整体滑道;21、分体滑槽;22、连接边;23、吊耳;24、尾端滑槽;3、底架;31、定轴柱;311、基础柱体;312、辅助柱体;32、垫高套筒;321、调节管;322、调节环槽;33、紧固螺栓。
具体实施方式
31.以下结合附图1-3对本技术作进一步详细说明。
32.实施例一,本技术实施例公开一种螺旋滑槽。
33.如图1所示,包括整体滑道2和中轴管1,中轴管1为长度方向为竖直方向的直管,整体滑道2在中轴管1的周围将其螺旋环绕;整体滑道2为高处的货物提供滑向低处的滑槽,中轴管1则为整体滑道2提供支撑和环绕基准。本实施例中,中轴管1和整体滑道2的材料均为钢铁。
34.如图1所示,整体滑道2由若干首尾相连的分体滑槽21组成,中轴管1也有若干分体管11依次同轴首尾连接而成,单个分体滑槽21与一个分体管11焊接固定。分体滑槽21的首尾两端均焊接固定有连接边22,连接边22为贴合分体滑槽21的槽口轮廓的板件,其板面与竖直方向平行。分体管11的一端一体成型有定位凸环12,另一端开设有定位环槽13,定位凸环12和定位环槽13均与分体管11同轴,相邻的两个分体管11中,相对位于下方的分体管11上的定位凸环12可插入相对位于上方的分体管11的定位环槽13内,插入后两个分体管11实现同轴配合。两个分体管11相对转动,使相邻的分体滑槽21相互靠近的连接边22板面相互贴合,此时两个分体滑槽21的槽面实现衔接,相互抵接的连接边22通过螺栓螺母实现连接固定。
35.如图1所示,由于钢材重量较大,故每个分体滑槽21远离分体管11的位置处均焊接固定有吊耳23;同时,分体管11上开设有吊具孔14,吊具孔14为螺纹孔,分体管11上可通过螺纹孔可拆卸连接有吊装件141,吊装件141与吊耳23均可作为对分体滑槽21进行吊运时的施力点。本实施例中,吊装件141为其中一个端部带有铁环的螺杆,使用时,螺杆远离铁环的一端旋入吊具孔14内。
36.如图1所示,整体滑道2还包括尾端滑槽24,尾端滑槽24的槽面与位于最低处的分体滑槽21的槽面衔接,二者的连接方式同样为连接边22和螺栓螺母。尾端滑槽24的滑道长度方向为直线,且其远离分体滑槽21的端部所处的高度低于其与分体滑槽21连接的一端的高度。整体滑道2的大部分滑道呈螺旋下降的姿态,而尾端滑槽24的存在旨在将整体滑道2供货物下降的部分与最终货物被收集的位置进行衔接过渡,故尾端滑槽24的长度和倾斜度均需根据具体工况进行量身定制。
37.本技术实施例一种螺旋滑槽的实施原理为:
38.将各个分体管11沿自身轴向依次拼接,当分体滑槽21的连接边22对应抵接后,用螺栓螺母将各个分体滑槽21连接紧固,而后对所有分体管11的抵接处进行焊接固定,组装完成后,中轴管1和整体滑道2便制造完成。
39.实施例二:本实施例公开一种用于支座上述螺旋滑槽的工装。
40.如图2所示,包括底架3和定轴柱31,底架3由方钢或槽钢等型材焊接而成;定轴柱31的一端焊接在底架3上,且定轴柱31的长度方向为竖直方向,底架3为定轴柱31提供支撑,定轴柱31供螺旋滑槽的中轴管1同轴套设。
41.如图2和3所示,为了减轻定轴柱31的重量,本实施例中的定轴柱31为空心柱,即定轴柱31呈管状。定轴柱31上还套设有垫高套筒32,垫高套筒32的径向尺寸(包括内径和外径)与中轴管1相同,其用于增加位于最下方的分体管11的起点高度,以为尾端滑槽24提供安装空间。由于尾端滑槽24的高度尺寸不定,故垫高套筒32的数量可选择性地做调整。
42.如图3所以,垫高套筒32朝向下方的端面上一体成型有同轴的调节管321,垫高套筒32朝向上方的端面上同轴开设有调节环槽322;调节管321成型有外螺纹结构,而调节环槽322的槽面成型有用于与调节管321进行螺纹配合的内螺纹结构。相邻的两个垫高套筒32通过调节管321实现同轴螺纹连接,同时,使两个垫高套筒32相对转动,在螺纹的作用下二者的轴向相对位置也被改变,以此实现了多个垫高套筒32总体高度的无极调节。为了减小垫高套筒32在使用过程中的不慎转动带来的垫高量变化,垫高套筒32上螺纹连接有紧固螺栓33,紧固螺栓33沿垂直于垫高套筒32轴线的方向旋入垫高套筒32,而后紧固螺栓33的端部与定轴柱31的侧壁抵紧,此时垫高套筒32便不易相对定轴柱31转动。
43.如图2所示,定轴柱31分为相互同轴的基础柱体311和辅助柱体312,基础柱体311的端部直接与底架3连接,辅助柱体312选择性地安装于基础柱体311远离底架3的一端。辅助柱体312的存在旨在改变定轴柱31的总长度,从而使得本工装可应对不同高度的螺旋滑槽的组装;辅助柱体312的端部成型有带有螺纹的凸环结构或环槽结构,基础柱体311远离底架3的一端成型有内螺纹结构,辅助柱体312与基础柱体311之间、相邻的两个辅助柱体312之间的连接方式与垫高套筒32类似,均为螺纹同轴连接,此处不再赘述。
44.本技术实施例一种用于制作滑槽的工装的实施原理为:
45.先根据尾端滑槽24的高度尺寸选定垫高套筒32的数量,在定轴柱31上套装定量的垫高套筒32并调节完毕后,旋入紧固螺栓33,而后便可将各个携带着分体滑槽21的分体管11依次套装在定轴柱31上进行螺旋滑槽的组装。随着中轴管1的高度不断升高,对定轴柱31的高度进行适应性调节。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。