1.本实用新型涉及砌块成型机附属装置技术领域,特别是涉及一种砌块成型机面层料自动上料装置。
背景技术:
2.连锁块即水泥混凝土联锁块铺面,被广泛应用于堆场工程中。联锁块预制的原材料分为骨料和面料。如图6所示,目前,传统的砌块成型机在联锁块预制过程中,面料车的上料需要人工完成。由于面料车一进一出,只有短暂的几秒上料时间,人工难以跟上节奏,劳动强度大,且效率低。同时,拌制现场地面难清理,入模面料粗细不均匀,表观质量较差。
技术实现要素:
3.本实用新型的目的在于提供一种砌块成型机面层料自动上料装置,以达到减少劳动强度,提高工作效率,同时面料粗细均匀,提高预制质量的目的。
4.本实用新型所提供的砌块成型机面层料自动上料装置,包括砌块成型机的进料口上端设置的支撑架和砌块成型机的进料口下端设置的面料车,其特征是,所述面料车的后端设置有滚动坡道;所述支撑架上设置有料仓;所述料仓的两侧设置有摆臂,料仓的上端前侧设置有转轴,料仓的底部设置有出料口,料仓的中间设置有与支撑架相适配的料仓卡槽;所述摆臂的上端设置有与转轴相适配的转动轴承,摆臂的中间设置有与支撑架相适配的摆臂卡槽,摆臂的底部设置有与滚动坡道相适配的滚动轴承,两个摆臂之间设置有挡板;所述挡板与出料口相应设置。
5.进一步,所述砌块成型机的进料口上端还设置有固定架;所述料仓的后端焊接在固定架上。
6.进一步,所述面料车的后端两侧对称设置有两个滚动坡道,两个滚动坡道与两个摆臂相应设置,两个滚动坡道的上端与两个摆臂底部的滚动轴承接触连接。
7.进一步,所述挡板的上端设置有加强杆,挡板的上端焊接在加强杆上。
8.进一步,所述摆臂与挡板二者之间由螺栓连接。
9.进一步,所述挡板呈扇形设置在出料口下端,挡板由钢板制作而成。
10.本实用新型所提供的砌块成型机面层料自动上料装置,面料车自动在进料口下端进行一进一出。料仓的中间设置有与支撑架相适配的料仓卡槽,料仓卡槽卡装在砌块成型机进料口上端的支撑架上,进而将料仓固定在支撑架上。料仓的两侧设置有摆臂,料仓的上端前侧设置有转轴,摆臂的上端设置有与转轴相适配的转动轴承,摆臂通过转动轴承和转轴在料仓上转动。摆臂的中间设置有与支撑架相适配的摆臂卡槽,当摆臂转动到支撑架上时,摆臂卡槽位于支撑架外侧,使支撑架不会影响摆臂转动。料仓的底部设置有出料口,两个摆臂之间设置有挡板,挡板与出料口相应设置。当面料车需要退出上料时,摆臂的底部设置有与滚动坡道相适配的滚动轴承,面料车的滚动坡道推动滚动轴承至滚动坡道的顶部,滚动坡道推动摆臂向上转动,出料口不被挡板遮住,料仓内的面料自动从出料口落入面料
车内。当面料车加满料后,自动向前驶入砌块成型机内时,挡板在自重作用下,在摆臂的转动轴承的作用下,挡板自动遮住出料口,完成关闭。通过面料车一进一出,滚动坡道将挡板关闭或打开,面料自动下落至面料车内,无需人工完成上料。因此,本实用新型减少劳动强度,提高工作效率,同时面料粗细均匀,提高预制质量的积极效果。
附图说明
11.附图部分公开了本实用新型具体实施例,其中,
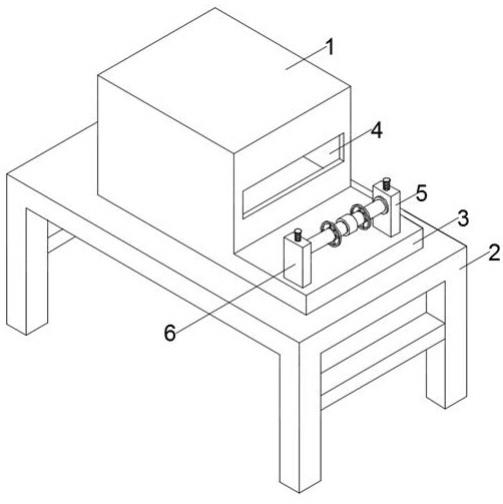
12.图1,本实用新型的结构示意图;
13.图2,本实用新型的面料车的结构示意图;
14.图3,本实用新型的使用状态图;
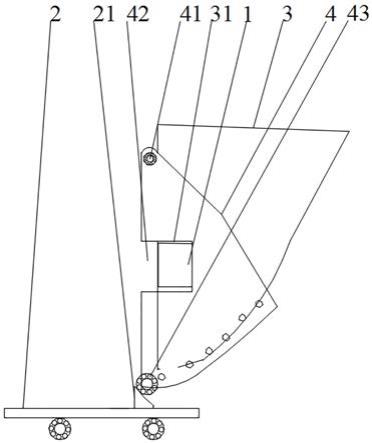
15.图4,本实用新型的料仓和摆臂的安装结构示意图;
16.图5,本实用新型的面料车退出上料时的结构示意图;
17.图6,现有的砌块成型机的结构示意图,其中,
18.1、支撑架,10、砌块成型机,11、固定架,2、面料车,21、滚动坡道,3、料仓,31、料仓卡槽,32、出料口,4、摆臂, 41、转动轴承,42、摆臂卡槽,43、滚动轴承,5、挡板,51、加强杆。
具体实施方式
19.如图1、2所示,本实用新型所提供的砌块成型机面层料自动上料装置,包括砌块成型机10的进料口上端设置的支撑架1和砌块成型机的进料口下端设置的面料车2,面料车2的后端设置有滚动坡道21;支撑架1上设置有料仓3;料仓3的两侧设置有摆臂4,料仓3的上端前侧设置有转轴,料仓3的底部设置有出料口32,料仓3的中间设置有与支撑架1相适配的料仓卡槽31;摆臂4的上端设置有与转轴相适配的转动轴承41,摆臂4的中间设置有与支撑架1相适配的摆臂卡槽42,摆臂4的底部设置有与滚动坡道21相适配的滚动轴承43,两个摆臂4之间设置有挡板5;挡板5与出料口32相应设置。
20.如图3、4所示,由于qt5-20a3型砌块成型机的面料车2自动在进料口下端一进一出进行上料,因此,本实用新型在使用时,首先,将料仓3中间的料仓卡槽31卡装并焊接在砌块成型机10进料口上端的支撑架1上,进而将料仓3固定在支撑架上。料仓的两侧设置有摆臂,料仓的上端前侧设置有转轴,摆臂的上端设置有与转轴相适配的转动轴承,摆臂4通过转动轴承41和转轴在料仓31上转动。摆臂4的中间设置有与支撑架相适配的摆臂卡槽42,当摆臂转动到支撑架上时,摆臂卡槽位于支撑架外侧,使支撑架1不会影响摆臂4转动。料仓3的底部设置有出料口32,两个摆臂之间设置有挡板5,挡板与5出料口相应设置。
21.然后,如图5所示,面沙、水泥、水经面料机搅拌均匀后进入筛料机,筛料机筛选后的面料由皮带机送入砌块成型机10。当面料车2需要退出上料时,摆臂的底部设置有与滚动坡道21相适配的滚动轴承41,面料车的滚动坡道21推动滚动轴承41至滚动坡道21的顶部,滚动坡道21推动摆臂4向上转动,使出料口32不被挡板5遮住,料仓3内的面料自动从出料口落入面料车2内。
22.最后,当面料车2加满料后,自动向前驶入砌块成型机10内时,挡板5在自重作用下,在摆臂4的转动轴承41的作用下,挡板5自动遮住出料口32,完成关闭。通过面料车2一进一出,滚动坡道21将挡板5关闭或打开,面料自动下落至面料车内,无需人工完成上料,减少
劳动强度,提高工作效率,同时面料粗细均匀,提高预制质量。
23.上述砌块成型机的进料口上端还设置有固定架11;料仓3的前端卡装并焊接在支撑架1上,料仓3的后端焊接在固定架11上。固定架11可以加强料仓3的稳固性,便于料仓3内的面料自动下落至面料车2内,无需人工完成上料,减少劳动强度,提高工作效率。
24.上述面料车2的后端两侧对称设置有两个滚动坡道21,两个滚动坡道21与两个摆臂4相应设置,两个滚动坡道21的上端与两个摆臂4底部的滚动轴承43接触连接。当面料车2需要退出上料时,面料车的两个滚动坡道21推动两个滚动轴承41至滚动坡道21的顶部,滚动坡道21推动两个摆臂4向上转动,使出料口32不被挡板5遮住,料仓3内的面料自动从出料口落入面料车2内。通过面料车2一进一出,两个滚动坡道21将挡板5关闭或打开,面料自动下落至面料车内,无需人工完成上料,减少劳动强度,提高工作效率,同时面料粗细均匀,提高预制质量。
25.上述挡板5的上端设置有加强杆51,挡板5的上端焊接在加强杆51上。加强杆51可以加强挡板5的固定力,使其能够利用自身重力,在摆臂4的转动轴承41的作用下,挡板5自动遮住出料口32,完成关闭。
26.上述摆臂4与挡板二者之间由螺栓连接,结构简单,使用方便,减少劳动强度,提高工作效率。
27.上述挡板5呈扇形设置在出料口32下端,挡板5由钢板制作而成。挡板5的形状与料仓3底部的形状相一致,便于挡板5关闭或打开出料口32,完成自动上料,无需人工完成上料,减少劳动强度,提高工作效率,同时面料粗细均匀,提高预制质量。
28.以上所有部件的安装方式、连接方式或设置方式均为常见机械方式,如焊接、螺纹连接、螺钉连接等,并且其所有部件的具体结构、型号和系数指标均为其自带技术,只要能够达成其有益效果的均可进行实施。
29.本实用新型的技术方案并不限制于本实用新型例的范围内,本实用新型未详尽描述的技术内容均为公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。