钻头以及切削加工物的制造方法
1.相关申请的相互参照
2.本技术主张在2019年7月26日申请的日本国专利申请2019-137648号的优先权,并将该在先申请的公开整体援引于此以供参照。
技术领域
3.本公开一般而言涉及在被切削件的切削加工中使用的钻头。作为钻头,具体而言,可以列举出前端更换式钻头以及整体式钻头等。
背景技术:
4.日本特开2013-022721号公报(专利文献1)以及日本特开2017-202541号公报(专利文献2)所记载的钻头是在对金属等被切削件进行开孔加工时使用的钻头的一例。专利文献1所记载的钻头具有两级以上的绞刀刃。专利文献2所记载的钻头具有钻头刃带(drill land)以及绞刀刃带(reamer land)。专利文献1以及2所记载的钻头均具有:前端刃,其位于前端,且在开孔加工中发挥主要作用;以及绞刀刃,其位于外周,且发挥扩大加工孔的内径的作用。
5.专利文献1以及2所记载的钻头均使与前端刃连接的槽和与绞刀刃连接的槽相连。因此,在使用专利文献1以及2所记载的钻头进行切削加工的情况下,存在在前端刃产生的切屑与在绞刀刃产生的切屑相互缠绕的可能性。
技术实现要素:
6.基于本公开的未被限定的一方面的钻头具有主体。主体沿着旋转轴从第一端延伸至第二端,且能够绕旋转轴进行旋转。主体具有第一部、第二部、台阶、第一刃、第一槽、第二刃以及第二槽。第一部位于包含第一端的位置。第二部位于比第一部靠第二端侧的位置,且与第一部相比外径较大。台阶位于第一部与第二部之间,且外径随看接近第二部向变大。第一刃包含第一端。第一槽从第一刃朝向第二端延伸。第二刃位于与第一槽分离的位置。第二槽从第二刃朝向第二端延伸。
7.台阶具有第一台阶和第二台阶。第一台阶在旋转轴的旋转方向上的后方与第一槽连接。第二台阶在旋转方向上的后方与第二槽连接。第二刃位于第二台阶。并且,第一台阶中的第一端侧的第一端部位于比第二台阶中的第一端侧的第二端部远离第一端的位置。
附图说明
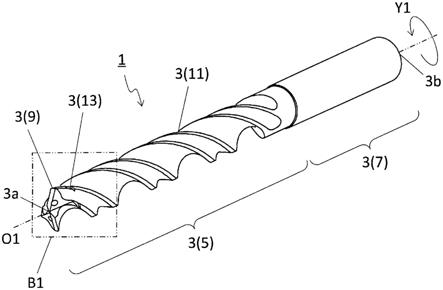
8.图1是示出本公开的未被限定的实施方式的钻头的立体图。
9.图2是从第一端侧观察图1所示的钻头而得到的平面图。
10.图3是从a1方向观察图2所示的钻头而得到的侧视图。
11.图4是从a2方向观察图2所示的钻头而得到的侧视图。
12.图5是从a3方向观察图2所示的钻头而得到的侧视图。
13.图6是将图1所示的区域b1放大而得到的放大图。
14.图7是将图5所示的区域b2放大而得到的放大图。
15.图8是图5所示的钻头的viii剖面的剖视图。
16.图9是图5所示的钻头的ix剖面的剖视图。
17.图10是图5所示的钻头的x剖面的剖视图。
18.图11是示出本发明的未被限定的实施方式的切削加工物的制造方法中的一工序的概要图。
19.图12是示出本发明的未被限定的实施方式的切削加工物的制造方法中的一工序的概要图。
20.图13是示出本发明的未被限定的实施方式的切削加工物的制造方法中的一工序的概要图。
具体实施方式
21.《钻头》
22.以下,使用附图对本公开的未被限定的实施方式的钻头1详细地进行说明。但是,在以下参照的各图中,为了便于说明,仅简化示出在说明实施方式的方面所需的主要构件。因此,钻头1能够具备未在所参照的各图中示出的任意构成构件。另外,各图中的构件的尺寸并不如实地表示实际的构成构件的尺寸及各构件的尺寸比率等。
23.在图1~图10中,作为钻头1的一例,示出为整体式钻头且带两级台阶的钻头。需要说明的是,钻头1并不限定于带两级台阶的钻头,例如也可以是带三级以上的台阶的钻头。另外,钻头1并不限定于整体式钻头,例如也可以是前端更换式钻头等。
24.如图1所示的未被限定的一例那样,钻头1可以具有主体3。主体3可以沿着旋转轴o1从第一端3a延伸至第二端3b。更具体而言,主体3可以是沿着旋转轴o1从第一端3a延伸至第二端3b的棒形状。一般而言,第一端3a被称作“前端”,第二端3b被称作“后端”。另外,主体3可以是能够绕旋转轴o1进行旋转。需要说明的是,图1等中的箭头y1表示旋转轴o1的旋转方向。
25.主体3可以具有切削部5以及柄部7。柄部7可以是能够被机床的旋转的主轴把持的部位。柄部7可以根据机床中的主轴的形状进行设计。作为柄部7的形状,例如可以列举出直柄、长柄、长颈以及锥形柄等。作为对柄部7进行把持的机床,例如可以列举出手摇钻以及加工中心等。
26.切削部5可以相对于柄部7位于第一端3a侧的位置。切削部5可以包含与被切削件接触且在被切削件的切削加工中发挥主要作用的切削部位。
27.切削部5的外径d并不限定于特定的值。例如,外径d的最大值可以设定为4~50mm。另外,沿着旋转轴o1的方向上的切削部5的长度l可以设定为l=1.5d~12d。
28.主体3可以具有第一部9、第二部11以及台阶13。第一部9可以位于包含第一端3a的位置。第二部11可以位于比第一部9靠第二端3b侧的位置,且与第一部9相比外径较大。台阶13可以位于第一部9与第二部11之间,且外径随着接近第二部11而变大。
29.第一部9能够用于进行粗加工。第二部11能够用于进行精加工。第一部9以及第二部11各自的外径并不限定于特定的值。例如,第一部9的外径可以设定为2~25mm。另外,第
二部11的外径可以设定为4~50mm。
30.沿着旋转轴o1的方向上的第一部9的长度l1可以与沿着旋转轴o1的方向上的第二部11的长度l2相同,或者也可以与长度l2不同。如图4所示的未被限定的一例那样,在长度l1比长度l2短的情况下,从粗加工到精加工的时间较短,而能够进行高效的加工。
31.台阶13能够作为将第一部9与第二部11平滑地连接的部位而发挥功能。台阶13可以与第一部9直接连接,或者也可以经由其他部位而与第一部9连接。这一点对于台阶13与第二部11的连接也相同。例如,如图1所示的未被限定的一例那样,在台阶13与第一部9以及第二部11分别直接连接的情况下,第一部9与第二部11容易平滑地连接。
32.沿着旋转轴o1的方向上的台阶13的长度l3可以与长度l1相同,或者也可以与长度l1不同。这一点对于长度l3与长度l2的关系也相同。如图4所示的未被限定的一例那样,在长度l3比长度l1以及长度l2短的情况下,对被切削件进行切削时的钻头1的直进稳定性较高,从而能够进行高精度的孔加工。
33.主体3可以具有第一刃15、第一槽17、第二刃19以及第二槽21。第一刃15可以位于包含第一端3a的位置。第一槽17可以从第一刃15朝向第二端3b延伸。第二刃19可以位于与第一槽17分离的位置。第二槽21可以从第二刃19朝向第二端3b延伸。
34.第一刃15也被称作前端刃。第一刃15能够用于在切削加工中对被切削件进行切削。第一刃15的数量为至少一个即可,或者也可以为多个。在第一刃15的数量为多个的情况下,其数量可以为2~5。这些点对于第二刃19也相同。需要说明的是,如图1所示的未被限定的一例那样,钻头1可以是所谓的双刃型的钻头。
35.在第一刃15的数量为多个的情况下,在从第一端3a侧进行平面观察的情况下,多个第一刃15可以位于相对于旋转轴o1呈旋转对称的位置。具体而言,如图2所示的未被限定的一例那样,在第一刃15的数量为两个的情况下,在从第一端3a侧进行平面观察的情况下,两个第一刃15可以位于相对于旋转轴o1呈180度的旋转对称的位置。在该情况下,对被切削件进行切削时的钻头1的直进稳定性较高。这些点对于第二刃19也相同。
36.第一槽17能够用于将由第一刃15产生的切屑向外部排出。第一槽17的数量为至少一个即可,或者也可以为多个。第一槽17的数量可以与第一刃15的数量相同。这些点对于第二槽21也相同。
37.第一槽17可以与第一刃15直接连接。在该情况下,相对于被切削件的切入性较高。另外,第一槽17也可以经由前刀面而与第一刃15连接。在该情况下,由第一刃15产生的切屑的排出方向稳定。这些点对于第二槽21也相同。
38.第一槽17可以与旋转轴o1平行地延伸,或者也可以绕旋转轴o1扭转。换言之,第一槽17可以以旋转轴o1为基准呈螺旋状延伸。另外,从将切屑顺畅地向外部排出的观点出发,在与旋转轴o1正交的剖面中,第一槽17可以为凹曲线形状。这些点对于第二槽21也相同。
39.第二刃19也可以被称作绞刀刃。第二刃19能够用于将通过第一刃15而形成的孔的内径扩大。第二刃19的数量可以与第一刃15的数量相同。
40.需要说明的是,上述的第一部9、第二部11、台阶13、第一刃15、第一槽17、第二刃19以及第二槽21可以位于切削部5。另外,第一部9、第二部11、台阶13、第一刃15、第一槽17、第二刃19以及第二槽21可以是上述的切削部位。
41.在此,如图6以及图7所示的未被限定的一例那样,第二刃19以及第二槽21可以位
于与第一槽17分离的位置。另外,台阶13可以具有第一台阶23以及第二台阶25。第一台阶23可以在旋转轴o1的旋转方向y1上的后方与第一槽17连接。第二台阶25可以在旋转方向y1上的后方与第二槽21连接。第一台阶23中的第一端3a侧的第一端部23a可以位于比第二台阶25中的第一端3a侧的第二端部25a远离第一端3a的位置。更具体而言,在进行侧视观察的情况下,第一端部23a可以位于比第二端部25a远离第一端3a的位置。并且,第二刃19可以位于第二台阶25。
42.在上述情况下,切屑排出性较高。即,由于第二刃19位于比第一端部23a靠第一端3a侧的位置,因此在对被切削件进行切削时,第二刃19先于第一端部23a与被切削件接触。因此,容易利用第二刃19对被切削件进行切削。另外,由于第一端部23a不作为切削刃而发挥功能,因此在第一端部23a不会产生切屑。并且,由于第二刃19以及第二槽21位于与第一槽17分离的位置,因此由第一刃15产生的切屑与由第二刃19产生的切屑不易相互缠绕。因此,切屑排出性较高。
43.侧视观察可以是从与旋转轴o1正交的方向观察时的状态。在第一台阶23中的第一端部23a位于比第二台阶25中的第二端部25a远离第一端3a的位置的情况下,第二台阶25的一部分可以位于比第一端部23a远离第一端3a的位置。另外,第一台阶23整体可以位于比第二台阶25远离第一端3a的位置。
44.第一端部23a可以位于第一台阶23中的旋转方向y1上的前方的端部。同样地,第二端部25a可以位于第二台阶25中的旋转方向y1上的前方的端部。
45.沿着旋转轴o1的方向上的从第一端3a到第一端部23a位置的长度l4与沿着旋转轴o1的方向上的从第一端3a到第二端部25a的长度l5之差δl可以与沿着旋转轴o1的方向上的第二刃19的长度l6相同,或者也可以与长度l6不同。差δl也可以换言为沿着旋转轴o1的方向上从第一端部23a到第二端部25a为止的长度。差δl可以以最小值进行评价。
46.如图7所示的未被限定的一例那样,在差δl比长度l6长的情况下,能够在第二刃19稳定地进行切削加工,第一台阶23不易与被切削件接触。因此,钻头1的耐久性较高,并且被切削件的加工面的面精度良好。
47.如图2所示的未被限定的一例那样,在从第一端3a侧进行平面观察的情况下,将第一刃15中的外周侧的端部15a与旋转轴o1连结的第一假想直线l7和将第二刃19中的外周侧的端部19a与旋转轴o1连结的第二假想直线l8可以正交。在该情况下,在第一刃15和第二刃19这双方与被切削件接触时,钻头1的直进稳定性容易提高。
48.需要说明的是,第一假想直线l7与第二假想直线l8正交是指两者大致正交即可,不需要是严格意义上的正交。第一假想直线l7与第二假想直线l8的正交可以包含90度
±
20度的范围。
49.如图10所示的未被限定的一例那样,第二部11的外周面可以具有:第一部分27,其在旋转方向y1上的后方与第一槽17连接;以及第二部分29,其在旋转方向y1上的后方与第二槽21连接。第一部分27以及第二部分29也被称为刃带(land)。
50.在与旋转轴o1正交的剖面中,旋转轴o1的周向上的第一部分27的宽度w1可以与周向上的第二部分29的宽度w2相同,或者也可以与宽度w2不同。如图10所示的未被限定的一例那样,在与旋转轴o1正交的剖面中,在宽度w1大于宽度w2的情况下,钻头1的耐久性较高。这是因为施加于第一刃15的切削负载大于施加于第二刃19的切削负载。
51.宽度w1以及宽度w2并不限定于特定的值。例如,在与旋转轴o1正交的剖面中,相对于主体3(切削部5)的外周的全长,宽度w1可以设定为4~25%,另外,宽度w2可以设定为2~20%。
52.第一部分27可以具有第一边缘31。第二部分29可以具有第二边缘33。第一边缘31以及第二边缘33可以位于主体3的外周。即,在与旋转轴o1正交的剖面中,第一边缘31以及第二边缘33可以是与主体3的外周相当的圆弧状的部位。第一边缘31以及第二边缘33能够作为与由第二刃19形成的孔的内壁面滑动接触而使钻头1的操作性稳定的部位发挥功能。
53.在与旋转轴o1正交的剖面中,周向上的第一边缘31的宽度w11可以与周向上的第二边缘33的宽度w21相同,或者也可以与宽度w21不同。如图10所示的未被限定的一例那样,在与旋转轴o1正交的剖面中,在宽度w21大于宽度w11的情况下,由于容易与加工孔的内壁面滑动接触,因此能够进行稳定的孔加工。
54.第一部分27可以还具有第一间隙35,该第一间隙35在旋转方向y1上的后方与第一边缘31连接。第二部分29可以还具有第二间隙37,该第二间隙37在旋转方向y1上的后方与第二边缘33连接。第一间隙35可以相对于第一边缘31凹陷。同样地,第二间隙37可以相对于第二边缘33凹陷。第一间隙35以及第二间隙37能够用于在切削加工中减少与被切削件的摩擦。
55.在与旋转轴o1正交的剖面中,周向上的第一间隙35的宽度w12可以与周向上的第二间隙37的宽度w22相同,或者也可以与宽度w22不同。如图10所示的未被限定的一例那样,在与旋转轴o1正交的剖面中,宽度w12可以大于宽度w22。
56.第一槽17的深度d1可以与第二槽21的深度d2相同,或者也可以与深度d2不同。如图9所示的未被限定的一例那样,在深度d1大于深度d2的情况下,切屑排出性较高。
57.第一槽17以及第二槽21各自的深度并不限定于特定的值。例如,相对于主体3(切削部5)的外径,深度d1可以设定为25~40%,另外,深度d2可以设定为10~30%。第一槽17的深度d1可以是,在与旋转轴o1正交的剖面中从主体3(切削部5)的半径中减去第一槽17的底与旋转轴o1之间的距离而得到的值。底可以是第一槽17中的最接近旋转轴o1的部分。第二槽21的深度d2可以与上述第一槽17的深度d1同样地进行定义。
58.作为主体3的材质,例如可以列举出硬质合金以及金属陶瓷等。作为硬质合金的组成,例如可以列举出wc-co、wc-tic-co以及wc-tic-tac-co。在此,wc、tic以及tac可以是硬质粒子,co可以是粘结相。
59.另外,金属陶瓷可以是使金属与陶瓷成分复合而成的烧结复合材料。具体而言,作为金属陶瓷,可以列举出以碳化钛(tic)或氮化钛(tin)为主要成分的钛化合物。但是,上述的材质为一例,主体3并不限定于这些材质。
60.主体3的表面可以使用化学蒸镀(cvd)法或物理蒸镀(pvd)法而由涂层进行涂覆。作为覆膜的组成,例如可以列举出碳化钛(tic)、氮化钛(tin)、碳氮化钛(ticn)以及氧化铝(al2o3)等。
61.《切削加工物的制造方法》
62.接下来,使用附图对本公开的未被限定的实施方式的切削加工物101的制造方法进行说明。
63.切削加工物101能够通过对被切削件103进行切削加工而制作。本公开的未被限定
的实施方式中的切削加工物101的制造方法可以具备以下的(1)~(4)的工序。
64.(1)相对于所准备的被切削件103在上方配置钻头1的工序(参照图11)。
65.(2)使钻头1以旋转轴o1为中心沿箭头y1的方向旋转,并使钻头1沿y2方向朝向被切削件103接近的工序(参照图11以及图12)。
66.(1)以及(2)的工序例如可以通过如下方式来进行:将被切削件103固定在安装有钻头1的机床的工作台上,并使钻头1在旋转的状态下接近被切削件103。需要说明的是,在(2)的工序中,只要使被切削件103与钻头1相对地接近即可,例如也可以使被切削件103接近钻头1。
67.(3)通过使钻头1进一步接近被切削件103而使旋转的钻头1与被切削件103的表面的要求的位置接触,从而在被切削件103形成加工孔105的工序(参照图12)。
68.在(3)的工序中,可以以主体3中的切削部5的至少一部分位于加工孔105中的方式进行切削加工。主体3中的柄部7可以设定为位于加工孔105的外侧。另外,从得到良好的精加工面的观点出发,可以设定为切削部5中的第二端3b侧的一部分位于加工孔105的外侧。能够使上述的一部分作为用于排出切屑的边缘区域而发挥功能,且能够借助该区域而实现优异的切屑排出性。
69.(4)使钻头1沿y3方向从被切削件103离开的工序(参照图13)。
70.在(4)的工序中,也与上述(2)的工序同样地,只要使被切削件103与钻头1相对离开即可,例如也可以使被切削件103从钻头1离开。
71.在经过以上那样的工序的情况下,能够发挥优异的加工性。具体而言,在本公开的未被限定的实施方式的切削加工物101的制造方法中,在使用钻头1的情况下,由于切屑排出性较高,因此能够得到具有高精度的加工孔105的切削加工物101。
72.需要说明的是,在进行多次上述所示那样的被切削件103的切削加工的情况下,例如,在对一个被切削件103形成多个加工孔105的情况下,可以在保持使钻头1旋转的状态的同时,反复进行使钻头1的第一刃15以及第二刃19与被切削件103的不同部位接触的工序。
73.作为被切削件103的材质,例如可以列举出铝、碳钢、合金钢、不锈钢、铸铁、非铁金属以及碳纤维强化塑料(carbon-fiber-reinforced plastic:以下,有时称为“cfrp”。)等。被切削件103可以是包含cfrp层的层叠体。层叠体例如可以还包含铝层等金属层。这样的层叠体例如可以作为飞机等的材质使用。
74.附图标记说明
[0075]1ꢀꢀ
钻头
[0076]3ꢀꢀ
主体
[0077]
3a
ꢀꢀ
第一端(前端)
[0078]
3b
ꢀꢀ
第二端(后端)
[0079]5ꢀꢀ
切削部
[0080]7ꢀꢀ
柄部
[0081]9ꢀꢀ
第一部
[0082]
11
ꢀꢀ
第二部
[0083]
13
ꢀꢀ
台阶
[0084]
15
ꢀꢀ
第一刃
[0085]
15a
ꢀꢀ
端部
[0086]
17
ꢀꢀ
第一槽
[0087]
19
ꢀꢀ
第二刃
[0088]
19a
ꢀꢀ
端部
[0089]
21
ꢀꢀ
第二槽
[0090]
23
ꢀꢀ
第一台阶
[0091]
23a
ꢀꢀ
第一端部
[0092]
25
ꢀꢀ
第二台阶
[0093]
25a
ꢀꢀ
第二端部
[0094]
27
ꢀꢀ
第一部分
[0095]
29
ꢀꢀ
第二部分
[0096]
31
ꢀꢀ
第一边缘
[0097]
33
ꢀꢀ
第二边缘
[0098]
35
ꢀꢀ
第一间隙
[0099]
37
ꢀꢀ
第二间隙
[0100]
101
ꢀꢀ
切削加工物
[0101]
103
ꢀꢀ
被切削件
[0102]
105
ꢀꢀ
加工孔
[0103]
o1
ꢀꢀ
旋转轴
[0104]
w1
ꢀꢀ
第一部分的宽度
[0105]
wll
ꢀꢀ
第一边缘的宽度
[0106]
w12
ꢀꢀ
第一间隙的宽度
[0107]
w2
ꢀꢀ
第二部分的宽度
[0108]
w21
ꢀꢀ
第二边缘的宽度
[0109]
w22
ꢀꢀ
第二间隙的宽度
[0110]
d1
ꢀꢀ
第一槽的深度
[0111]
d2
ꢀꢀ
第二槽的深度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。