一种用于rh浸渍管的热状态及破损监测系统及方法
技术领域
1.本发明属于冶金技术领域,具体地涉及rh精炼炉浸渍管部位,监测rh浸渍管热状态及破损的热状态及破损监测系统及方法。
背景技术:
2.炉外精炼作为改善钢水质量的重要手段,在国内得到了广泛的应用。rh精炼法将真空冶炼和钢液循环流动相结合,实现钢液脱气及合金化等功能,拥有冶炼周期短,生产能力大等优点。在精炼过程中,浸渍管(上升管和下降管)插入钢包内,钢液在钢包
→
上升管
→
真空室
→
下降管
→
钢包的循环路径中实现精炼处理。浸渍管的工作环境恶劣,为rh精炼炉的薄弱部位,关注rh浸渍管的热状态及破损监测具有重要意义。
3.在精炼期间,浸渍管浸泡在钢液之中,连接钢包和真空室,浸渍管受到高速循环流动钢液的冲刷和熔渣侵蚀。在精炼间歇期间,浸渍管温度发生骤降。由于浸渍管浇注料、钢结构和砖衬等各部位的热力学参数不同,在频繁的冷热交替中,浸渍管易受到损害,如产生裂缝或部分脱落。查阅文献和专利发现国内外研究学者主要关注于改善浸渍管结构,提高砖衬和浇注料的性能等方面。部分学者探索rh浸渍管用耐火材料和浇注料的成分和制备工艺条件,改善耐火材料的性能;cn211311513u公开了一种rh浸渍管用复合衬结构,有效降低了法兰脖颈处及下部钢胆的温度,抑制钢胆热膨胀,提高浸渍管的整体使用寿命。
4.上述文献和专利没有提出对rh浸渍管的热状态及破损监测,了解浸渍管用耐火材料和浇注料的情况。因此,亟待提出一种用于对rh浸渍管的热状态及破损进行监测的系统。
技术实现要素:
5.针对上述现有技术的不足,本文提供了一种用于rh浸渍管的热状态及破损监测系统及方法,在精炼期间,监测钢包内外壁温度,补充钢包温度管控信息。在精炼间歇期间,监测浸渍管耐火材料和浇注料的损坏情况,确定是否有裂缝、穿孔或脱落等现象发生,为补喷浇注料提供指导,提高浸渍管的使用寿命。
6.根据本发明技术方案的第一方面,提供一种用于rh浸渍管的热状态及破损监测系统,所述热状态及破损监测系统具有两种工作模式:浸渍管热状态及破损监测模式和钢包热状态监测模式,
7.其中,所述热状态及破损监测系统包括:
8.成像组合单元,用于采集可见光图像、红外热图像并采集温度数据;
9.图像联合单元,用于结合可见光图像、红外热图像来识别是否破损现象发生;
10.通信传输单元,用于传输设备数据、控制指令及供电;
11.终端数据处理及控制单元,与成像组合单元和图像联合单元连接,用于数据处理并给出控制指令。
12.进一步地,所述成像组合单元为多台,包括第一成像组合单元、第二成像组合单元以及第三成像组合单元,各成像组合单元结构包括:
13.温度采集单元,用于采集浸渍管内外壁温度、钢包内外壁温度和渣液表面温度信息,形成热像仪图像;
14.图像采集单元,用于监测浸渍管内外壁情况和钢包识别,形成工业相机图像;
15.云台,其上设置有堆叠组合的温度采集单元和图像采集单元;
16.滑台,设置于所述云台下部。
17.进一步地,所述第一/第二成像组合单元设置于浸渍管两侧,所述第一/第二成像组合单元的滑台均为圆弧状滑台,实现浸渍管的360
°
全视角;
18.所述第三成像组合单元设置于rh精炼炉下方一侧的钢包进出路线旁边,距离钢包2-10m,第三成像组合单元的滑台为直角状滑台。
19.进一步地,所述温度采集单元为红外热像仪。
20.进一步地,所述图像采集单元为高分辨率工业相机。
21.进一步地,所述图像采集单元和温度采集单元配置有冷却保护装置。
22.进一步地,所述冷却保护装置包括冷却水冷却保护、压缩空气镜头吹扫和镜头保护窗口。
23.进一步地,当所述第三成像组合单元的图像采集单元识别到钢包离开,开启浸渍管热状态及破损监测模式,第一/第二成像组合单元的图像采集单元用于采集可见光图像;当所述第三成像组合单元的图像采集单元识别到钢包抵达,开启钢包热状态监测模式,并识别钢包外壁钢号。
24.进一步地,在浸渍管热状态及破损监测模式下,所述第一/第二成像组合单元的温度采集单元用于采集浸渍管外壁实际温度数据,所述第三成像组合单元的温度采集单元用于采集浸渍管内壁实际温度数据;在钢包热状态监测模式,所述第一/第二成像组合单元的温度采集单元用于采集钢包内外壁实际温度数据和渣液表面温度。
25.进一步地,所述温度采集单元观测浸渍管内外壁温度分布,针对易损坏区域进行分区域重点监测,热像仪数量根据实际现场、红外热像仪所测数据建立传热数学模型进行配置数台,一般为3台或4台。
26.进一步地,所述通信传输单元包括各设备数据接口、交换机、线缆及相关通讯设备。
27.进一步地,所述终端数据处理及控制单元包括控制单元和工控机。
28.进一步地,控制单元包括plc模块及其辅助电气元件,放置于现场控制箱,用于控制各设备的保护冷却装置、滑台和数据信息接收。
29.进一步地,能够通过工控机观察可见光图像、红外热图像。
30.进一步地,所述图像采集单元、温度采集单元、冷却保护装置、云台和滑台均与控制单元相连。
31.进一步地,所述控制单元与通信传输单元相连,通信传输单元另一端与工控机相连,在工控机获取图像采集单元、温度采集单元、冷却保护装置、云台和滑台的数据信息和运行状态,并对数据信息进行分析和显示,以及对运行状态进行控制调整和数据传输交互。
32.进一步地,该系统与钢包管控联动,补充钢包数据库。当识别钢包外壁钢号后,调取钢包信息,如钢包寿命、钢包运行次数、钢包烘烤时间、钢包待用时间、钢包空包温度、出钢时间、出钢温度、盛放钢种等。在rh精炼结束后补充钢包数据,如钢包外壁温度、精炼前钢
水温度、精炼后钢水温度、钢包停留时间等。
33.根据本发明技术方案的第二方面,提供一种用于rh浸渍管的热状态及破损监测方法,所述方法分为浸渍管热状态及破损监测模式1和钢包热状态监测模式2,
34.浸渍管热状态及破损监测模式1,对应于精炼间歇期间,具体步骤为:
35.步骤11:开启测量窗口,当识别到钢包离开后,开启浸渍管热状态及破损监测模式1;
36.步骤12:采集浸渍管内壁和外壁实际温度数据并进行传热计算,推导浸渍管三维温度分布,得到浸渍管内壁和外壁计算温度数据;
37.步骤13:将浸渍管内壁计算温度数据与内壁实际温度数据比对,并将浸渍管外壁计算温度数据与外壁实际温度数据比对,提取差异较大的异常位置信息;
38.步骤14:将异常位置信息与对应位置的可见光图像进行特征配准,基于提前训练的深度学习神经网络识别浸渍管损坏状况;
39.步骤15:按照时间分类存储数据、损坏状况,并在获取新的数据后,均与前一次的数据进行对比,跟踪浸渍管使用状况,
40.钢包热状态监测模式,具体步骤为:
41.步骤21:当识别到钢包抵达后,识别钢包外壁钢号,连接钢包信息库,开启钢包热状态检测模式2;
42.步骤22:测量钢包内外壁实际温度数据及钢水温度数据并进行传热计算,推导钢包三维温度分布,得到钢包内外壁计算温度数据;
43.步骤23:当识别钢包外壁钢号后,调取钢包信息,并在rh精炼结束后补充钢包内外壁实际温度数据、钢水温度数据以及包内外壁计算温度数据;
44.步骤24:按照时间分类存储数据,在获取新的数据后,均与前一次的数据进行对比,跟踪钢包使用状况。
45.本发明的有益效果:本发明rh浸渍管热状态及破损的监测系统,利用高分辨率工业相机和红外热成像仪,通过图像联合和温度传热推导的方式获取rh浸渍管内外壁温度和内外壁材料破损状态。清晰得知rh浸渍管的运行状态,进一步地有利于精准指导补喷浇注料,提高浸渍管的使用寿命。
附图说明
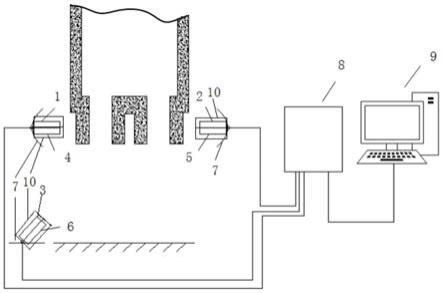
46.图1示出根据本发明实施例的rh浸渍管热状态及破损的监测系统结构示意图。
47.图2示出根据本发明实施例的热像仪与工业相机的安装位置示意图;
48.图3示出根据本发明实施例的高分辨率工业相机独自工作的图像处理流程图。
49.图4示出根据本发明实施例的浸渍管损坏检测算法流程图。
50.具体实施方法
51.下面结合附图和实施例对本发明进一步说明。
52.本发明公开了一种用于rh浸渍管热状态及破损的监测系统,该系统包括成像组合单元(图像采集单元 温度采集单元)、图像联合单元、通信传输单元、终端数据处理及控制单元。利用可见光图像与红外图像联合和温度信息推导浸渍管的温度分布和钢包温度分布,了解浸渍管的热状态,监测浸渍管的破损状态。
53.优选地,图像采集单元包括高分辨率工业相机,用于监测浸渍管内外壁情况和钢包识别,当识别到钢包离开,开启浸渍管热状态及破损(裂缝、局部脱落)检测模式;当识别到下一个钢包抵达,识别钢包外壁钢号,连接钢包信息库,开启钢包热状态检测模式。
54.优选地,温度采集单元包括红外热像仪,用于采集浸渍管内外壁温度、钢包内外壁温度和渣液表面温度信息。在精炼间歇期间调节滑台,使热像仪能够清晰测量浸渍管内外壁温度;在钢包抵达期间调节滑台,使热像仪能够清晰测量钢包内外壁温度和渣液表面温度。
55.优选地,图像联合单元结合工业相机图像和热像仪图像,通过图像处理识别是否有裂缝、穿孔或脱落等现象发生;控制单元包括plc模块及其辅助电气元件,放置于现场控制箱,用于控制各设备的保护冷却装置、云台、滑台和数据信息接收。
56.优选地,通信传输单元包括各设备数据接口、线缆及相关通讯设备。
57.优选地,终端数据处理及控制单元包括终端工控机,通过特定软件对数据进行分析和显示,对各设备运行状态进行控制调整。利用可见光图像与红外图像联合和温度信息推导浸渍管的温度分布,了解浸渍管的热状态,监测浸渍管的破损状态。
58.优选地,红外热像仪和高分辨率工业相机均包括冷却保护装置。冷却保护装置包括冷却水冷却保护、压缩空气镜头吹扫和镜头保护窗口。
59.优选地,红外热像仪和高分辨率工业相机配置云台,滑台等运动装置。运动装置与控制单元相连,通过工控机观察设备成像画面,控制云台移动热像仪及工业相机,监测浸渍管不同位置。
60.优选地,红外热像仪观测浸渍管内外壁温度分布,针对易损坏区域进行分区域重点监测,热像仪数量根据实际现场、红外热像仪所测数据建立传热数学模型配置多台。
61.优选地,不同安装位置的工业相机分为两种工作模式。监测识别rh精炼炉工作状态的工业相机为独自工作,当识别到钢包离开,开启浸渍管热状态及破损(裂缝、局部脱落)检测模式;当识别到下一个钢包抵达,识别钢包外壁钢号,连接钢包信息库,开启钢包热状态检测模式。安装至浸渍管两侧的工业相机与红外热像仪联动工作,两台设备将提前进行校准,共同监测同一位置,通过图像处理方法联合可见光图像与红外图像,识别是否有裂缝、穿孔或脱落等现象发生。
62.优选地,分布在浸渍管两侧的红外热像仪采集浸渍管外壁温度和钢包内外壁温度信息。依据外壁表面温度信息和浸渍管结构参数,通过特定软件进行传热计算,推导浸渍管三维温度分布。计算结果与内壁温度信息对比,温度差异巨大的位置为耐材发生损坏的位置,在图像处理过程中重点关注。当工业相机识别到下一个钢包抵达时,控制滑台移动高温红外热像仪测量钢包内外壁温度及钢水温度信息,通过特定软件对数据进行传热计算,推导钢包三维温度分布。
63.优选地,与钢包管控联动,当识别钢包外壁钢号后,调取钢包信息,在rh精炼结束后补充钢包数据,如钢包外壁温度、精炼前钢水温度、精炼后钢水温度、钢包停留时间等。
64.优选地,通过通信单元与工控机进行数据传输交互。在终端工控机获取测量设备、运动装置及冷却装置数据信息和运行状态,通过特定软件对数据建立传热模型,对各设备运行状态进行控制调整和数据传输交互。温度数据、图像数据、钢包数据和浸渍管损坏状况数据(损坏位置、宽度、长度)传送至工控机数据库中分类存储,可从数据库中按时间顺序提
取各类数据信息。
65.本发明技术方案中,各部件彼此协作,互相影响,从而实现相应的技术效果。具体说来,在冶金生产过程中,温度是每一个工序控制最关键的参数之一。非接触式测量的红外热像仪适用于频繁操作的大型冶金设备温度监测。无论是耐火材料内部空洞,还是设备外壁损坏,都会导致温度的突变,从而在红外热图像中显示。基于接收热辐射的红外热像仪容易受到测温物体表面特性,观测位置和环境辐射的影响,因此在rh精炼炉浸渍管监测中,添加云台和滑台装置,可以调整热像仪的观测角度和位置,提高测温准确性。
66.通过红外热图像可以得知设备异常区域,但红外成像技术存在着分辨率低、对比度及信噪比低等缺点,无法观察异常区域细节,而高分辨率的可见光图像可以清晰捕捉观测目标轮廓,两种图像配合即能监测温度变化,又能监测局部损坏情况。
67.至此成像组合单元包括热像仪、工业相机、云台和滑台。由于rh精炼炉浸渍管为两组圆柱形,在浸渍管两侧设置两组成像组合单元实现浸渍管外壁全方位监测;rh精炼炉下方一侧的钢包进出路线旁边设置一组成像组合单元实现浸渍管内壁及钢包动线监测。
实施例
68.由图1可以看出:本rh浸渍管热状态及破损的监测系统,包括高温红外热像仪1-3、高分辨率工业相机4-6、电动滑台7、现场控制箱8、工控机9;其电动滑台7是带限位和锁紧功能,高温红外热像仪1-3和高分辨率工业相机4-6分别组成3组,3组设备均配置电动滑台7;高温红外热像仪1-3、高分辨率工业相机4-6、电动滑台7与现场控制箱8通过数据线和电源线连接,以便数据传输、控制和提供电源;现场控制箱8与工控机9相连进行数据传输交互。在终端工控机获取测量设备、运动装置及冷却装置10数据信息和运行状态,通过特定软件对数据进行分析和显示。温度数据、图像数据、钢包数据和浸渍管损坏情况传送至工控机数据库中分类存储,可从数据库中按时间顺序提取各类数据信息。
69.本发明在具体实施时:整套系统装置于rh浸渍管周围,采集浸渍管内外壁图像及温度的数据信息和钢包外壁图像及温度的数据信息。
70.通过高分辨率工业相机6监控和图像处理分析,通过工控机9和现场控制箱8开启所有测量设备测量窗口,测量设备开始采集数据,热像仪和工业相机的数据信息通过数据采集单元和通信单元在工控机的屏幕上显示。
71.这里,需要说明的是,由于钢铁企业rh精炼炉的处理容量不同,常见的有120t、210t、250t和300t,因此rh精炼炉浸渍管(上升管和下降管)的尺寸各不相同。并且考虑现场的工业布置,热像仪与工业相机的安装位置并不是固定距离,需结合rh炉周围环境和观测目标的大小而确定,通常使用公式1.1进行估算工作距离;若现场环境距离有限,可根据公式1.2更改热像仪与工业相机的镜头参数进行配合。
[0072][0073][0074]
其中,wd为热像仪或工业相机的工作距离;f为热像仪或工业相机的镜头焦距;y观测目标尺寸;y’热像仪或工业相机的传感器尺寸,如图2所示。
[0075]
例如,若rh精炼炉浸渍管的直径为1500mm,工业相机传感器的靶面尺寸为2/3英寸(8.8
×
6.6mm),镜头焦距为20mm。则工作距离为20
×
(1500/6.6)=4545mm,即4.5m左右。
[0076]
若由于现场环境限制,相机的安装距离仅能为3m,则可以更改镜头焦距进行配合。即焦距为3000
×
(6.6/1500)=13.2mm,根据常用镜头产品选择12mm的镜头配合使用。
[0077]
在精炼间歇期间,具体步骤为:
[0078]
步骤一:通过工控机9和现场控制箱8开启所有测量设备测量窗口,如图3所示。当高分辨率工业相机6识别到钢包离开,开启浸渍管热状态及破损(裂缝、局部脱落)检测模式。
[0079]
步骤二:高温红外热像仪1-3和高分辨率工业相机4-6分别组成3组,3组设备均进行校正。
[0080]
步骤三:高温红外热像仪1和高温红外热像仪2的测量浸渍管外壁温度信息,工控机9通过特定软件对数据进行传热计算,推导浸渍管三维温度分布。
[0081]
步骤四:计算温度信息与高温红外热像仪3的测量温度信息比对,提取差异较大的异常位置信息。
[0082]
步骤五:将异常位置信息(异常位置坐标及异常位置形状)与可见光图像进行特征配准。基于深度学习提前训练识别网络,基于训练模型根据异常位置形状等识别浸渍管损坏情况(裂缝、穿孔或脱落),如图4所示。
[0083]
步骤六:温度数据、图像数据、损坏状况(损坏位置、宽度、长度)传送至工控机数据库中按照时间分类存储,在获取新的数据后,均与前一次的数据进行对比,跟踪浸渍管使用状况。
[0084]
在钢包抵达,rh精炼期间,具体步骤为:
[0085]
步骤一:当分辨率工业相机6识别到下一个钢包抵达后,识别钢包外壁钢号,连接钢包信息库,开启钢包热状态检测模式。
[0086]
步骤二:高温红外热像仪1-3和高分辨率工业相机4-6分别组成3组,3组设备均进行校正。
[0087]
步骤三:控制滑台7移动高温红外热像仪1和高温红外热像仪2的测量钢包内外壁温度及钢水温度信息,工控机9通过特定软件对数据进行传热计算,推导钢包三维温度分布。
[0088]
步骤四:当识别钢包外壁钢号后,调取钢包信息,如钢包寿命、钢包运行次数、钢包烘烤时间、钢包待用时间、钢包空包温度、出钢时间、出钢温度、盛放钢种等。在rh精炼结束后补充钢包数据,如钢包外壁温度、精炼前钢水温度、精炼后钢水温度、钢包停留时间等。
[0089]
步骤五:温度数据、图像数据、钢包状况传送至工控机数据库中按照时间分类存储,在获取新的数据后,均与前一次的数据进行对比,跟踪钢包使用状况。
[0090]
工控机画面显示主要分为4个部分,一、3组成像组合(高温红外热像仪1-3,高分辨率工业相机5-7)的成像情况;二、浸渍管三维温度分布推导;三、浸渍管损坏状况(损坏位置、宽度、长度)的数据显示;四、滑台位置的控制。主控机可从数据库中按时间顺序提取各类数据信息,利用主控电脑绘制对应的变化曲线图。
[0091]
最后应说明的是:以上所述仅为本发明的优选实例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以
对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
