技术特征:
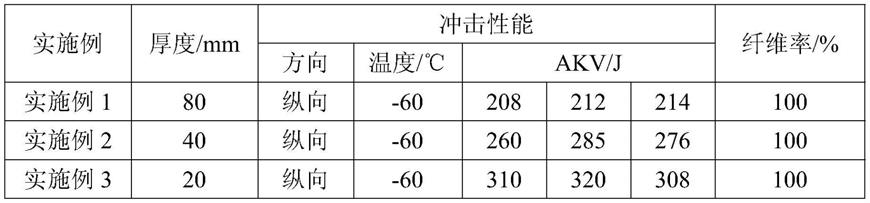
1.一种低屈强比高韧性钢的制备方法,其特征在于,包括如下步骤:(1)原料通过冶炼、精炼、合金化、钙处理,得到钢水,最终连铸成铸坯,铸坯化学成分重量百分比符合c:0.09%~0.11%,si:0.10%~0.20%,mn:1.40%~1.50%,p≤0.015%,s≤0.003%,als:0.010%~0.040%,cr:0.15%~0.25%,cu:0.15%~0.20%,ni:0.20%~0.30%,nb:0.025%~0.040%,ti:0.010%~0.040%,其余为fe和不可避免的杂质,铸坯切割后缓冷;(2)加热;(3)采用二阶段轧制,第一阶段采用横-纵轧制方式,第一阶段轧制完毕后加速冷却中间坯,冷却至730~735℃;当返红温度到达760~765℃进行第二阶段轧制,第二阶段轧制完毕后弛豫到钢板表面720~725℃;(4)钢板轧后水冷;(5)堆冷。2.如权利要求1所述的制备方法,其特征在于,所述步骤(1)采用转炉冶炼,顶底复吹;采用lf/rh精炼,进行微合金化;全程保护浇铸,浇铸末端采用重压下技术。3.如权利要求2所述的制备方法,其特征在于,所述步骤(1)lf/rh精炼过程中,真空达到100pa以下,保压时间≥15min,纯脱气时间≥10min,软吹时间≥10min,rh处理后镇静时间≥40min,重压下的压下率≥12%。4.如权利要求1所述的制备方法,其特征在于,所述步骤(1)铸坯开始缓冷温度≥500℃,缓冷时间不少于72h。5.如权利要求1所述的制备方法,其特征在于,所述步骤(2)采用预热段、加热段和均热段的三段加热工艺,其中,预热段温度设定为700℃~850℃;加热段分为加热一段和加热二段,加热一段温度设定为1050℃~1200℃,加热二段温度设定为1180℃~1230℃;均热段温度设定为1150℃~1200℃;出钢铸坯温度为1150℃~1180℃。6.如权利要求1所述的制备方法,其特征在于,所述步骤(4)的开冷温度为720~725℃,终冷温度为250℃~300℃,冷却速度6~26℃/s。7.如权利要求1所述的制备方法,其特征在于,所述步骤(5)为钢板水冷后,快速将钢板放在300℃~400℃钢板间堆冷,堆冷时间不少于24h。8.一种采用如权利要求1~7任一所述的制备方法制得的低屈强比高韧性钢。9.如权利要求8所述的低屈强比高韧性钢,其特征在于,所述低屈强比高韧性钢的厚度≤80mm。10.如权利要求8所述的低屈强比高韧性钢,其特征在于,所述低屈强比高韧性钢的屈服强度≥500mpa,抗拉强度≥640mpa,断后伸长率≥20.0%,屈强比≤0.80,-60kv2>200j。
技术总结
本发明涉及钢的冶炼技术领域,具体涉及一种低屈强比高韧性钢及其制备方法,所述低屈强比高韧性钢采用的制备方法包括如下步骤:(1)原料通过冶炼、精炼、合金化、钙处理,得到钢水,最终连铸成铸坯,铸坯切割后缓冷;(2)加热;(3)采用二阶段轧制,第一阶段采用横-纵轧制方式,第一阶段轧制完毕后加速冷却中间坯,冷却至730℃;当返红温度到达760℃进行第二阶段轧制,第二阶段轧制完毕后弛豫到钢板表面720℃;(4)钢板轧后水冷;(5)堆冷。本发明采用低碳 微量Cu、Cr、Ni等合金元素,保证力学性能,同时还能提高钢板的焊接性能,提高钢板的耐候性能。提高钢板的耐候性能。
技术研发人员:李灿明 金璐 胡淑娥 王军 毕永杰 胡晓英 杨波 袁蓉 李峰 丛林 李鹏芸 刘坤 侯东华
受保护的技术使用者:山东钢铁集团日照有限公司
技术研发日:2021.11.12
技术公布日:2022/3/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。