1.本实用新型属于变速箱壳体压铸技术领域,具体涉及一种用于变速箱壳体模具的局部喷涂装置。
背景技术:
2.变速箱壳体模具包括动模、定模、喷涂装置、取件机器人和控制装置,所述动模包括动模镶块、上滑块、下滑块、左滑块和右滑块,所述动模镶块、上滑块、下滑块、左滑块、右滑块和定模共同围合形成变速箱壳体的压铸型腔;变速箱壳体模具的生产加工过程主要分为以下几个步骤:第一阶段、将高温金属液体充入压铸型腔内,使其保压凝固形成铸件;第二阶段、使动模与定模分离,然后使动模上的四个滑块由内向外滑动与铸件脱离;第三阶段、通过取件机器人取走动模上的铸件;第四阶段、使用喷涂装置对模具进行整体喷涂;第五阶段、合模,等待下一个铸件的充型脱模。整体喷涂的主要作用是:利用涂料在模具表明形成保护膜,以降低铸件与模具间的粘附力,便于铸件从模具中顺利脱出,若保护膜的成膜效果不好,则铸件与模具相互粘连,使得铸件表面出现拉伤,甚至破损问题,导致铸件报废。而保护模成模效果的好坏直接受模具温度的影响。虽然现有模具上已设置多条冷却通道用于辅助模具散热,但模具的一些局部位置因为结构的特殊性无法布置冷却通道,散热效果较差,从而后续进行整体喷涂时,该部位因温度过高导致保护膜成膜效果不好,无法保证下一个铸件的脱膜质量。
技术实现要素:
3.鉴于以上现有技术的缺点,本实用新型的目的在于提供用于变速箱壳体模具的局部喷涂装置,在取件完成后,对模具的局部位置进行重点喷涂,一方面帮助该位置散热,另一方面,增加该位置处的涂料喷涂量,以增加该位置处形成的保护膜厚度,避免下一个铸件脱模时发生粘连拉伤,提高铸件的合格率。
4.为实现上述目的及其他相关目的,本实用新型提供一种用于变速箱壳体模具的局部喷涂装置,包括安装在变速箱壳体模具上的固定座、涂料输送管和涂料喷涂管,所述涂料输送管和涂料喷涂管均安装在固定座上,且所述涂料输送管的出料口与涂料喷涂管连通,所述涂料输送管的进料口与变速箱壳体模具上的涂料供给装置连通。本实用新型通过额外设置的局部喷涂装置,对模具的关健位置进行喷涂,再降低模具该位置温度的同时,增加该位置处的涂料喷涂量,以形成厚度较厚的保护膜,避免下一个铸件脱模时发生粘连拉伤,提高铸件的合格率。
5.优选地,所述局部喷涂装置还包括用于接收变速箱壳体模具取件完毕信号的处理器,所述涂料输送管上设有控制阀,所述控制阀与处理器连接;本实用新型的局部喷涂装置与模具的控制装置协同配合,实现模具局部位置的自动喷涂,减少工人的工作量,避免工人烫伤。
6.优选地,所述涂料输送管为软管,所述涂料喷涂管通过万向接头安装在固定座上,
便于调节涂料喷涂管的喷头角度,以满足不同位置的喷涂。
7.优选地,所述固定座安装在变速箱壳体模具的定模上,避免涂料输送管随动模上下运动,降低涂料输送管破损的风险。
8.如上,本实用新型的一种用于变速箱壳体模具的局部喷涂装置,具有以下有益效果:
9.本实用新型通过额外设置的局部喷涂装置,对模具的关健位置进行喷涂,再降低模具该位置温度的同时,增加该位置处的涂料喷涂量,以形成厚度较厚的保护膜,避免下一个铸件脱模时发生粘连拉伤,提高铸件的合格率;同时,局部喷涂装置与模具联动,实现自动喷涂功能;而涂料喷涂管喷涂角度的调节,便于满足模具不同位置的喷涂,进一步提高铸件的脱模质量,降低变速箱壳体生产加工成本。
附图说明
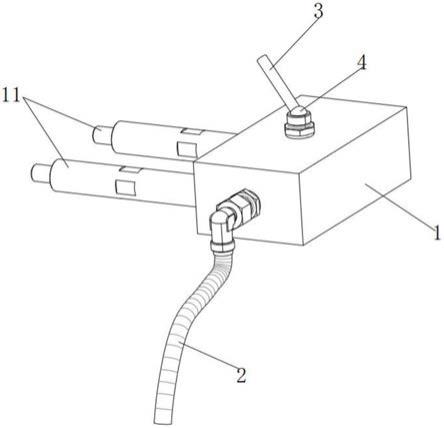
10.图1为本实用新型的局部喷涂装置示意图。
11.图2为本实用新型的局部喷涂装置安装在定模上的示意图。
12.附图标记说明
13.定模01,左滑块021,控制装置03,安装座1,安装杆11,涂料输送管2,涂料喷涂管3,万向接头4。
具体实施方式
14.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
15.请参阅图1至图2。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
16.如图2所示,变速箱壳体模具包括动模、定模01、喷涂装置、取件机器人和控制装置03,所述动模包括动模镶块、上滑块、下滑块、左滑块021和右滑块,所述动模镶块、上滑块、下滑块、左滑块021、右滑块和定模01共同围合形成变速箱壳体的压铸型腔。但由于左滑块021结构的特殊性,无法均布冷却通道,导致左滑块021的局部位置不能迅速散热,处于高温状态,从而影响后续该位置处涂料的脱料性能,使得该位置在脱模时极易发生粘料拉伤现象,影响产品成型质量。
17.如图1所示,本实用新型提供一种用于变速箱壳体模具的局部喷涂装置,用于帮助模具的局部位置进行散热,该局部喷涂装置包括固定座1、涂料输送管2和涂料喷涂管3,固定座1上设有固定杆11,固定座1通过固定杆11安装在定模1上;涂料输送管2和涂料喷涂管3均安装在固定座1上,且涂料输送管2的出料口与涂料喷涂管3的进料口连通,涂料输送管2
的进料口与变速箱壳体模具上的涂料供给装置连通;涂料喷涂管3将接收到的涂料喷向左滑块021上需要降温的位置,以帮助该位置散热的同时,增加该位置处涂料的喷涂厚度,避免后续脱模时在该位置处发生粘料拉伤现象,影响产品成型质量。
18.如图1所示,涂料输送管2为软管,涂料喷涂管3通过万向接头4安装在固定座1上,实现涂料喷涂管3喷涂角度的调节,以便用户根据实际情况,调节喷涂位置。
19.进一步地,所述局部喷涂装置还包括用于接收变速箱壳体模具取件完毕信号的处理器,所述涂料输送管2上设有控制阀,所述控制阀与处理器连接,使得本实用新型局部喷涂装置通过处理器与模具的控制装置03进行联动,以便局部喷涂装置在取件完毕后自动启动,完成喷涂,有效避免本实用新型装置干涉影响模具的正常动作,提高喷涂效率,同时也避免人工喷涂存在的烫伤风险。
20.上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
技术特征:
1.一种用于变速箱壳体模具的局部喷涂装置,其特征在于,包括安装在变速箱壳体模具上的固定座、涂料输送管和涂料喷涂管,所述涂料输送管和涂料喷涂管均安装在固定座上,且所述涂料输送管的出料口与涂料喷涂管连通,所述涂料输送管的进料口与变速箱壳体模具上的涂料供给装置连通。2.根据权利要求1所述的一种用于变速箱壳体模具的局部喷涂装置,其特征在于,所述局部喷涂装置还包括用于接收变速箱壳体模具取件完毕信号的处理器,所述涂料输送管上设有控制阀,所述控制阀与处理器连接。3.根据权利要求1或2所述的一种用于变速箱壳体模具的局部喷涂装置,其特征在于,所述涂料输送管为软管,所述涂料喷涂管通过万向接头安装在固定座上。4.根据权利要求1或2所述的一种用于变速箱壳体模具的局部喷涂装置,其特征在于,所述固定座安装在变速箱壳体模具的定模上。
技术总结
本实用新型提供一种用于变速箱壳体模具的局部喷涂装置,包括安装在变速箱壳体模具上的固定座、涂料输送管和涂料喷涂管,所述涂料输送管和涂料喷涂管均安装在固定座上,且所述涂料输送管的出料口与涂料喷涂管连通,所述涂料输送管的进料口与变速箱壳体模具上的涂料供给装置连通。本实用新型通过额外设置的局部喷涂装置,对模具上不易散热的位置进行喷涂,在降低该位置温度的同时,增加该位置处的涂料喷涂量,以形成厚度较厚的保护膜,避免下一个铸件脱模时因温度过高导致涂料脱料性能降低发生粘连拉伤,提高铸件的合格率。提高铸件的合格率。提高铸件的合格率。
技术研发人员:瞿施皓 喻晓奇 张卓 施超 王留祥
受保护的技术使用者:华域皮尔博格安亭(上海)有色零部件有限公司
技术研发日:2021.07.19
技术公布日:2022/3/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。